
lähellä
Valitse sivustosi
Maailmanlaajuinen
Sosiaalinen media

Tekijä: Site Editor Julkaisuaika: 2025-07-12 Alkuperä: Sivusto








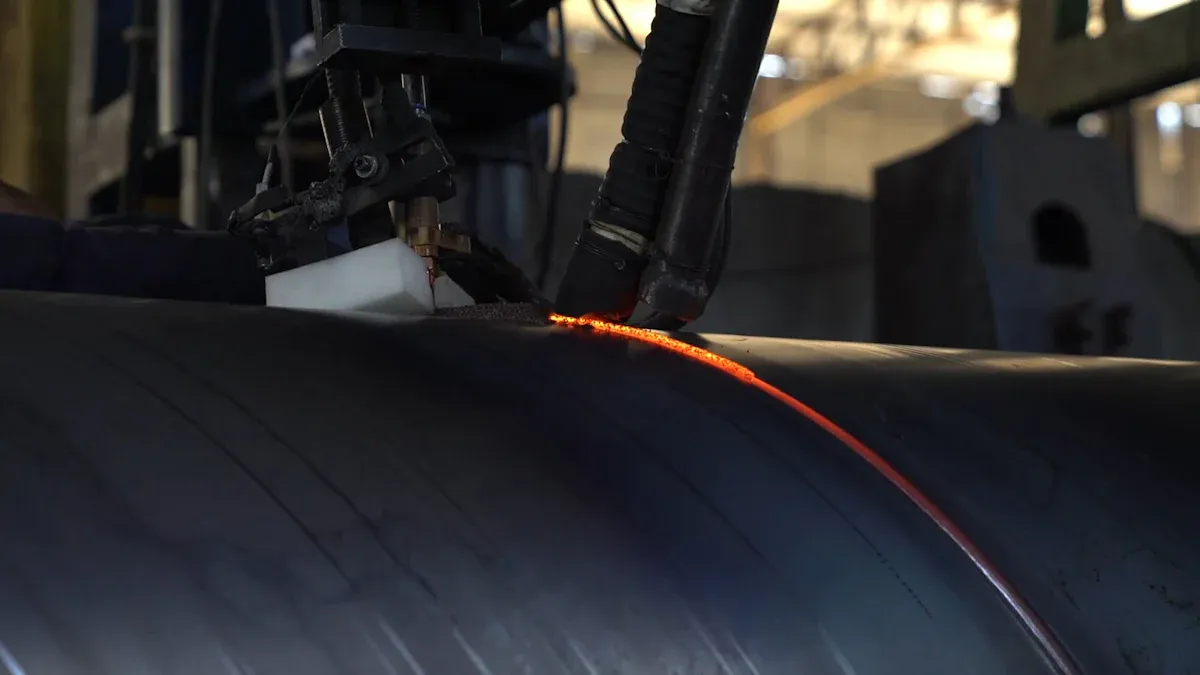
Jos haluat 3 ruostumattomasta teräksestä valmistetun pakoputken kestävän ja näyttävän hyvältä, sinun on keskityttävä muutamaan avainvaiheeseen. TIG-hitsauksella saat parhaan tuloksen poistotyössä, mutta sinun on myös puhdistettava kaikki ruostumattoman teräksen pinnat perusteellisesti. Jopa vähän öljyä tai ruostetta voi aiheuttaa huokoisuutta tai roiskeita hitsauksissa, mikä heikentää korroosionkestävyyttä. Varmista, että kiinnitys on tiukka ja käytä takapuhallusta suojataksesi putken sisäpuolen. Tämä estää läpipalamisen ja pitää pakokaasun vahvana ja vuotottomana.
Käytä TIG-hitsausta puhtaiden, vahvojen hitsausten tekemiseen 3 tuuman ruostumattomasta teräksestä valmistetut pakoputket.
Puhdista aina jokainen putken pinta huolellisesti ennen hitsausta heikkojen liitosten ja ruosteen välttämiseksi.
Valitse oikea ruostumaton teräslaatu ja yhteensopivat täyttötangot parhaan korroosionkestävyyden saavuttamiseksi.
Varmista tiukka kiinnitys ja käytä puristimia putkien pitämiseen paikoillaan tasaisten, vuotamattomien hitsien saamiseksi.
Tyhjennä putken sisäpuoli argonkaasulla suojaamaan hitsit hapettumiselta ja korroosiolta.
Säädä lämmöntuottoa hitsaamalla lyhyitä osia ja antamalla putken jäähtyä vääntymisen estämiseksi.
Käytä asianmukaisia suojavarusteita, kuten kypäriä, käsineitä ja hengityssuojaimia suojataksesi itseäsi hitsauksen aikana.
Tarkista ja puhdista hitsit viimeistelyn jälkeen poistaaksesi värjäytymät ja tarkastaaksesi viat.
Haluat aloittaa oikeilla hitsauslaitteilla työskennelläksesi 3 tuuman ruostumattomasta teräksestä valmistettujen pakoputkien kanssa. TIG-hitsauskone on paras valinta tähän työhön. Monet hitsaajat suosittelevat AHP:n AlphaTIG200X:ää, koska se tarjoaa erinomaisen hallinnan ja suorituskyvyn ilman, että se rikkoo. Voit myös etsiä luotettavia koneita ja lisävarusteita HTP:n kaltaisista tuotemerkeistä. Varmista, että sinulla on mukava taskulamppu, kuten taipuisa pää, ja reagoiva jalkapoljin. Nämä yksityiskohdat auttavat sinua pitämään hitsit tasaisina ja sileinä.
Tarvitset hitsauskärryn siirtääksesi laitteistoasi ympäri työtilaa. Pidä ruostumattomasta teräksestä valmistettu teräsharja ja erillinen hiomakone käden ulottuvilla putken puhdistamista varten ennen hitsausta. Käytä puristimia tai vahvoja magneetteja pitääksesi putket paikoillaan. Kulmasilitysrauta voi auttaa pitämään kaiken järjestyksessä. Älä unohda täyttötankojasi -ER308LSi toimii hyvin useimmissa austeniittisissa ruostumattomissa teräsputkissa, mutta saatat tarvita eri tyyppiä, jos liität erilaisia metalleja. Sovita täyttötanko aina hitsattavan ruostumattoman teräksen laadulle.
Kärki: Puhdista jokainen liitos asetonilla ja ruostumattomasta teräksestä valmistetulla teräsharjalla ennen hitsauksen aloittamista. Jopa pieni määrä öljyä tai ruostetta voi pilata hitsin.
Ruostumattoman teräksen hitsaus synnyttää voimakasta lämpöä ja vaarallisia höyryjä, joten sinun on suojattava itsesi. Käytä aina automaattisesti tummuvaa hitsauskypärää, jonka linssin varjostin täyttää ANSI- ja AWS-standardit. Laita kypärän alle suojalasit sivusuojilla (Z87.1-hyväksytty) suojaamaan lentäviä kipinöitä ja roskia.
Valitse raskaat, tulenkestävät käsineet ja villasta tai käsitellystä puuvillasta valmistettu hitsaustakki tai -esiliina. Nahkasaappaat turvavarpailla ja nilkkasuojalla pitävät jalat turvassa. Jos työskentelet tilassa, jossa on huono ilmanvaihto, käytä hengityssuojainta, joka istuu hyvin ja on luokiteltu hitsaushuuruille. Hyvä hygienia ja säännölliset varusteiden tarkastukset auttavat sinua pysymään turvallisena ja mukavana pitkien hitsausistuntojen aikana.
Kun valitset materiaaleja, keskity pakojärjestelmääsi sopivaan ruostumattomaan teräkseen. Useimmat autojen pakoputket käyttävät laatuja, kuten 304, 321 tai 409. Jokaisella luokalla on omat vahvuutensa:
Ruostumaton teräs luokka |
Yleinen käyttö pakoputkissa |
Tärkeimmät ominaisuudet |
|---|---|---|
304 |
Autojen yleinen pakoputki |
Hyvä korroosion- ja lämmönkestävyys, helppo hitsata |
321 |
Korkean lämpötilan pakojärjestelmät |
Titaanistabiloitu, kestää halkeilua hitsauksen jälkeen |
409 |
Kustannustehokkaat pakoputket |
Ferriittinen, hyvä hitsattavuus, kohtalainen korroosionkestävyys |
Tarvitset myös ruostumattomasta teräksestä valmistetut täyttötangot, jotka sopivat putkeen. Varmista, että putkissasi ei ole vikoja ja että niiden paksuus on oikea – yleensä noin 1 mm pakokaasutöissä. Pidä työtilasi siistinä, hyvin valaistuna ja hyvin tuuletettuna parantaaksesi turvallisuutta ja hitsauksen laatua. Käytä puristimia pitääksesi kaiken paikallaan hitsauksen ja asennuksen aikana. Oikeilla työkaluilla ja materiaaleilla valmistaudut vahvoihin, puhtaisiin hitseihin, jotka kestävät.
3 tuuman ruostumattomasta teräksestä valmistetun pakoputken asentaminen oikein tarkoittaa, että käytät työhön parhaita työkaluja. Haluat, että järjestelmäsi istuu tiukasti, pysyy turvallisena ja kestää pitkään. Puretaan pakolliset asennustyökalut, jotka tekevät prosessista sujuvan ja stressittömän.
Avaimet ja pistorasiasarjat
Käytät näitä työkaluja lähes joka vaiheessa. Avaimet ja hylsysarjat auttavat kiristämään pultteja, muttereita ja puristimia. Niiden avulla voit välttää liiallisen kiristyksen, joka voi vahingoittaa ruostumattomia teräsputkia. Pidä sekä metriset että vakiokoot käsillä. Koskaan ei tiedä mihin törmäät auton alle.
Pakokaasupuristimet
Nämä puristimet yhdistävät pakoputken eri osia. Ne pitävät kaiken yhdessä ja estävät vuodot. Valitse ruostumattomasta teräksestä valmistetut puristimet parhaan yhteensopivuuden ja pisimmän käyttöiän saavuttamiseksi. Kun kiristät niitä, varmista, että ne ovat tiukalla, mutta eivät purista putkea. Hyvä puristin pitää järjestelmän tiiviinä ja helistävänä.
Pakoputken ripustimet
Ripustimet tukevat pakoputken painoa ja pitävät sen paikallaan. Ne myös vaimentavat tärinää, joten matkasi pysyy hiljaisena. Käytä ylimääräisiä ripustimia, jos haluat vielä enemmän vakautta. Kiinnitä jokainen ripustin auton rungon kiinnityspisteisiin. Tämä vaihe estää pakokaasun painumisen tai siirtymisen ajan myötä.
Mittanauha ja merkitsi
Tarkoilla mittauksilla on suuri ero. Tarkista putkien pituudet ja välykset mittanauhalla. Merkitse leikkaukset ja kiinnityskohdat kirkkaalla tussilla. Tämä auttaa sinua välttämään virheitä ja säästää aikaa asennuksen aikana.
Kumivasara
Joskus putket tarvitsevat hellävaraisen napautuksen, jotta ne sopivat yhteen. Kumivasaran avulla voit työntää osia paikoilleen ruostumattoman teräksen naarmuuntumista tai kolhuamatta. Se on yksinkertainen työkalu, mutta sillä on suuri ero.
Jacktelineet ja hydraulitukiturvallisuus
on etusijalla. Nosta autoasi aina hydraulisella tunkilla ja tue sitä nostureilla. Älä koskaan luota vain tunkkiin. Jacktelineet pitävät sinut turvassa, kun työskentelet ajoneuvon alla.
Suojakäsineet
Ruostumattoman teräksen reunat voivat olla teräviä. Käytä käsineitä suojataksesi käsiäsi haavoilta ja naarmuilta. Saat myös paremman otteen työkaluista ja osista.
Vinkki: Aseta kaikki työkalusi esille ennen kuin aloitat. Tämä säästää aikaa ja keskittyy työhön.
Näillä työkaluilla voit linjata pakoputket täydellisesti ja varmistaa ne pitkää matkaa varten. Ota aikaa jokaiseen vaiheeseen. Tarkista kohdistus kahdesti ennen kuin kiristät kaiken. Hyvin asennettu pakoputki ei vain näytä hyvältä, vaan myös toimii paremmin ja kestää pidempään.
Kun työskentelet pakoputkien kanssa, näet austeniittiset ruostumattomat teräkset kaikkialla. Nämä teräkset kuuluvat 300-sarjoihin, kuten 304 ja 321. Niissä on erityinen sekoitus kromia ja nikkeliä. Tämä sekoitus antaa niille ainutlaatuisia ominaisuuksia, jotka tekevät niistä täydellisen pakokaasuprojekteihisi.
Tässä on se, mikä erottaa austeniittiset ruostumattomat teräkset muista:
Erinomainen korroosionkestävyys pitää pakoputken suojassa ruosteelta ja hapolta.
Ei-magneettinen luonne tarkoittaa, että ne eivät sekoita autosi antureita tai elektroniikkaa.
Korkea sitkeys ja sitkeys antavat sinun taivuttaa ja muotoilla putkea halkeilematta.
Erinomainen hitsattavuus tekee osien liittämisestä helppoa.
Hyvä lujuus korkeissa lämpötiloissa auttaa pakojärjestelmääsi kestämään lämpöä.
Vinkki: Jos haluat pakoputken kestävän, valitse pääputkiosiksi aina austeniittista ruostumatonta terästä.
Saatat ihmetellä, miksi melkein jokaisessa pakojärjestelmässä käytetään austeniittista ruostumatonta terästä. Vastaus liittyy suorituskykyyn ja luotettavuuteen. Grade 304 on suosituin pakoputkien valinta. Se kestää ankaria tieolosuhteita, kosteutta ja kuumuutta. Saat putken, joka kestää ruostetta ja näyttää hyvältä vuosia.
Katso tästä taulukosta, miksi austeniittiset ruostumattomat teräkset ovat niin yleisiä pakojärjestelmissä:
Ominaista |
Selitys |
Asiaankuuluvat arvosanat |
Sovellus pakokaasujärjestelmissä |
|---|---|---|---|
Korroosionkestävyys |
Suojaa hapettumiselta ja happohyökkäykseltä |
310, 321 |
Pitää pakoputket vahvoina vaikeissa olosuhteissa |
Korkean lämpötilan lujuus |
Säilyttää muodon ja lujuuden poistolämmössä |
310, 321 |
Estää painumisen tai vaurioitumisen kuumissa osissa |
Hitsattavuus |
Helppo hitsata ilman erityisiä lämpökäsittelyjä |
310, 321 |
Voit rakentaa ja korjata pakojärjestelmät helposti |
Ei-magneettinen luonto |
Ei häiritse elektroniikkaa |
300 sarjaa |
Turvallinen nykyaikaisiin ajoneuvoihin, joissa on paljon antureita |
Muovattavuus ja muovattavuus |
Helppo taivuttaa ja muotoilla räätälöityihin pakoputkimalleihin |
310, 321 |
Täydellinen tiukoille mutkille ja monimutkaisille pakokaasuasetelmille |
Vastustuskyky herkistymiselle |
Kestää raerajakorroosiota korkeissa lämpötiloissa |
321 |
Pidentää lämmölle alttiina olevien pakokaasujen käyttöikää |
Useimmat autot Yhdysvalloissa, Euroopassa ja Japanissa käyttävät ruostumatonta terästä pakojärjestelmissään. Yli puolet autojen ruostumattomasta teräksestä menee pakoputkeen. Vaikka joissakin uudemmissa järjestelmissä käytetään ferriittisiä laatuja kustannussyistä, austeniittinen ruostumaton teräs on edelleen paras valinta tehokkaille ja pitkäikäisille pakoputkille.
Jos aiot hitsata pakojärjestelmän, tulet rakastamaan sen kanssa työskentelemistä austeniittista ruostumatonta terästä . Näissä teräksissä on korkea nikkelipitoisuus, mikä takaa sileät ja puhtaat hitsit. Et tarvitse erityisiä lämpökäsittelyjä, ja voit luottaa vahvoihin korroosiota kestäviin liitoksiin.
Austeniittinen ruostumaton teräs erottuu ferriittisistä ja martensiittisista tyypeistä. Ferriittistä ruostumatonta terästä voi olla hankala hitsata, koska se muodostaa karkeita rakeita ja menettää sitkeyden. Martensiittinen ruostumaton teräs halkeilee helposti eikä kestä hitsauslämpöä hyvin. Austeniittisen ruostumattoman teräksen avulla saat:
Ylivoimainen hitsattavuus kaikille pakoputkiliitoksille
Luotettava korroosionkestävyys jokaisessa hitsauksessa
Pienempi vääntymisen tai halkeilun riski valmistuksen aikana
Huomautus: Käytä aina ruostumattomasta teräksestäsi sopivaa täyttötankoa. Tämä pitää hitsaukset vahvoina ja pakojärjestelmäsi vuotottomana.
3 tuuman ruostumattomasta teräksestä valmistetun pakoputken täydellinen istuvuus alkaa oikeista leikkaus- ja mitoitusmenetelmistä. Haluat siistejä ja tarkkoja leikkauksia, jotka tekevät hitsauksesta helpompaa ja pidentää järjestelmän käyttöikää. Tässä on yksinkertainen prosessi, jota voit seurata:
Käytä vannesahaa tai leikkuusahaa, jonka terä on valmistettu ruostumattomasta teräksestä. Nämä työkalut tekevät suorista, sileistä leikkauksista ja pitävät lämpövaikuttamaalueen pienenä.
Leikkauksen jälkeen tartu viilaan tai purseenpoistotyökaluun. Tasoita putken sisä- ja ulkoreunat. Tämä vaihe poistaa terävät kohdat ja auttaa hitsaussasi näyttämään ammattimaisilta.
Testaa jokaisen osan sovitus. Joskus joudut napauttamaan putkea kevyesti kumivasaralla tai säätämään vasaralla ja dollylla. Haluat tiukan sovituksen ennen hitsauksen aloittamista.
Jos putkisi on paksu, saatat joutua viistämään reunat hiomakoneella. Tämä auttaa sinua saavuttamaan paremman hitsin tunkeutumisen ja vahvemman liitoksen.
Vinkki: Tarkista aina mittasi ennen leikkaamista. Pieni virhe tässä voi kaataa koko projektisi.
Oikea puhdistus on tärkeä osa hitsin valmistelua. Ruostumattoman teräksen on oltava tahraton ennen hitsaamista, muuten vaarana on heikko liitos ja ruma värimuutos. Näin saat putken valmiiksi:
Pese putki lämpimällä vedellä ja pienellä määrällä astianpesuainetta. Käytä pehmeää liinaa tai hankaamatonta sientä lian ja rasvan poistamiseen.
Valitse pinttyneille tahroille ruostumattomasta teräksestä valmistettu puhdistusaine, joka ei naarmuta tai vahingoita pintaa.
Puhdista sekä sisältä että ulkoa. Joustava saippuaveteen kastettu harja sopii erinomaisesti sisustukseen. Huuhtele kaikki lämpimällä vedellä.
Kuivaa putki kokonaan pehmeällä pyyhkeellä. Vesipisteet voivat aiheuttaa ongelmia myöhemmin.
Pyyhi hitsausalue asetonilla ja puhtaalla rievulla juuri ennen hitsausta. Tämä poistaa viimeisetkin öljy- tai jäännösjäämät.
Huomautus: Vältä voimakkaita kemikaaleja tai hankaavia tyynyjä. Ne voivat naarmuttaa putkea ja ruostua todennäköisemmin.
Ennen kuin aloitat hitsauksen, käytä muutama minuutti putkiosien tarkastamiseen. Tämä vaihe voi säästää monelta vaivalta tiellä.
Etsi halkeamia, kolhuja tai syviä naarmuja. Pienetkin viat voivat heikentää hitsejäsi.
Tarkista jokaisen putken päiden pyöreys. Pyöreät putket vaikeuttavat tiukan kiinnityksen saamista.
Varmista, ettei leikkaamisesta ja mitoituksesta jää jäljelle jäämiä purseita tai metallilastuja.
Jos huomaat ongelmia, korjaa ne nyt. Käytä viilaa, hiomakonetta tai hiekkapaperia karkeiden kohtien tasoittamiseen.
Huomio: Huolellinen valmistelu ja tarkastus auttavat välttämään vuodot ja pidentää pakojärjestelmän käyttöikää.

Tiukka kiinnitys on yksi tärkeimmistä vaiheista hitsattaessa 3 tuumaa ruostumattomasta teräksestä valmistettu pakoputki . Haluat jokaisen osan olevan täydellisesti linjassa ilman suuria rakoja tai epätasaisia reunoja. Jos kiirehdit tätä osaa, voit myöhemmin taistella vuotoja ja heikkoja hitsejä vastaan. Aloita kuivaamalla jokainen kappale. Liu'uta päät yhteen ja tarkista sujuvat siirtymät. Jos saumojen välissä näkyy päivänvaloa, säädä reunoja viilalla tai hiomakoneella, kunnes ne kohtaavat puhtaasti. Oikea sovitus helpottaa hitsausta ja pidentää pakokaasujen kestoa.
Vinkki: Pidä putket kirkkaassa valossa. Jos huomaat aukkoja, jatka työskentelyä, kunnes istuvuus on tiukka.
Tarvitset vakaat kädet ja tukevan tuen, jotta kaikki pysyy paikoillaan hitsauksen aikana. Puristimet ja kiinnikkeet tekevät tästä työstä paljon helpompaa. Ruostumattomasta teräksestä valmistetun poistoilman työskentelyssä voit käyttää erityisiä jakopuristimia tai jopa muokata tavallista letkunkiristintä. Hio vain pieni rako puristimeen. Tämän avulla voit kiinnittää hitsin raon läpi ja siirtää sitten puristinta liitoksen ympäri liimataksesi muita kohtia. Tämä temppu antaa sinulle vakaan pidon ja antaa sinun työskennellä putken ympäri.
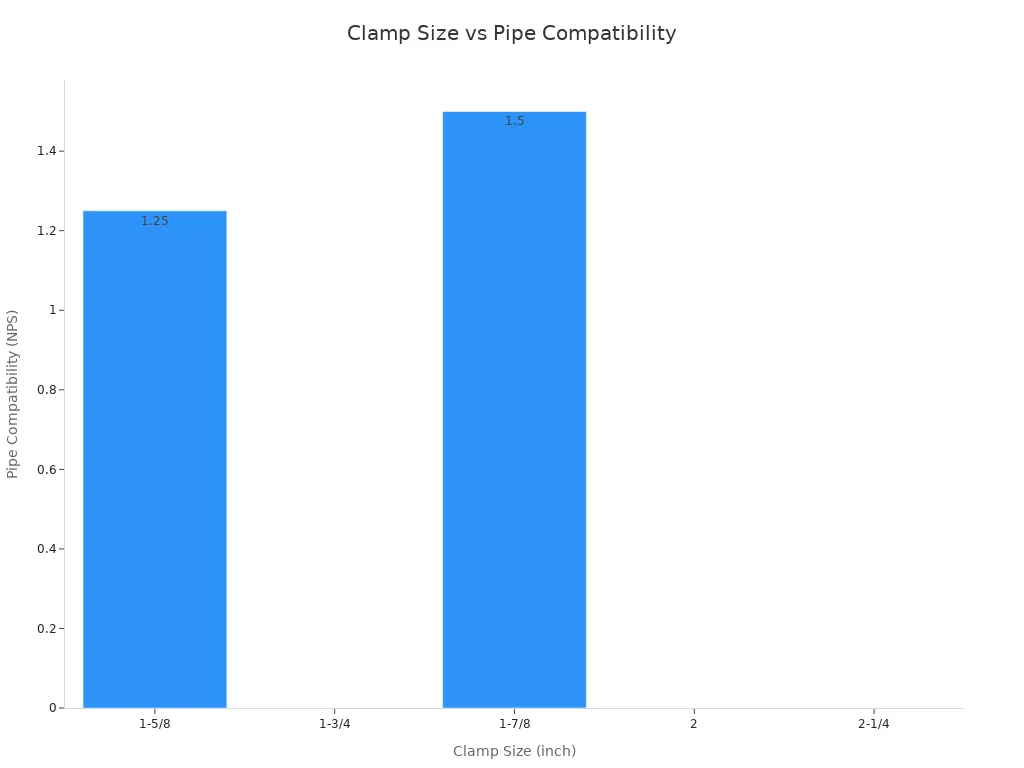
Tässä on nopea katsaus joihinkin puristimien kokoihin ja niiden käyttöön:
Puristimen koko (tuumaa) |
Putkien yhteensopivuus (NPS) |
Materiaali |
Ominaisuudet |
|---|---|---|---|
1-5/8 |
1-1/4 (1,660 tuuman ulkohalkaisija) |
Ruostumaton teräs |
Sopii hyvin otsikoiden valmistukseen, sekoita ja sovita kokoja |
1-3/4 |
Ei käytössä |
Ruostumaton teräs |
Sopii moneen pakokaasun kokoonpanoon |
1-7/8 |
1-1/2 (1,90 tuuman ulkohalkaisija) |
Ruostumaton teräs |
Toimii step header kokoonpanossa |
2 |
Ei käytössä |
Ruostumaton teräs |
Monipuolinen eri putkille |
2-1/4 |
Ei käytössä |
Ruostumaton teräs |
Hyödyllinen isommille pakoputkille |
Nämä puristimet pitävät istuvuutesi vakaana ja auttavat sinua saamaan rakottomia liitoksia. Voit sekoittaa ja sovittaa kokoja, jotka sopivat pakoputken eri osiin.
Huomautus: Tarkista aina kohdistus uudelleen ennen kuin aloitat hitsauksen. Pieni muutos nyt voi aiheuttaa suuria ongelmia myöhemmin.
Kun asennus ja kiinnitys on järjestetty, on aika kiinnittää hitsaus. Takkihitsaukset ovat pieniä, nopeita hitsejä, jotka pitävät kaiken koossa ennen kuin suoritat viimeisen helmen. Aseta teippi jokaisen liitoksen ylä-, ala- ja molemmille puolille. Tämä estää putkea liikkumasta tai vääntymästä, kun lopetat hitsin. Liikuta puristinta samalla kun käytät uraa uusien kohtien saavuttamiseen. Kun olet liittänyt kaikki ympäri, irrota puristin ja tarkista kohdistus vielä kerran.
Jos näet liikettä tai aukkoja, korjaa ne nyt. Hyvät tartuntahitsaukset tekevät lopullisesta hitsauksesta paljon sujuvampaa ja auttavat välttämään yllätyksiä. Muista, että hieman ylimääräistä aikaa, joka kuluu oikeaan sovitukseen ja kohdistukseen, maksaa itsensä takaisin vahvemman ja paremman näköisen pakoputken ansiosta.
Jos haluat 3 ruostumattomasta teräksestä valmistetun pakoputken kestävän, sinun on käytettävä oikeaa hitsaustekniikkaa. TIG-hitsaus on paras valinta tähän työhön. Se tarjoaa puhtaat, vahvat hitsit ja auttaa välttämään yleisiä ongelmia, kuten vääntymistä tai vuotoja. Tässä on muutamia hitsausvinkkejä, jotka auttavat sinua saavuttamaan ammattimaisia tuloksia:
Puhdista ruostumaton teräsputki aina ennen kuin aloitat. Käytä lankapyörää tai ruosteenpoistoainetta poistaaksesi lian tai öljyn.
Irrota autosi akun miinusnapa. Tämä suojaa elektroniikkaasi hitsausvirralta.
TIG-hitsaus toimii parhaiten ruostumattomille pakoputkille. Se on anteeksiantavampi kuin MIG-hitsaus ja antaa sinulle paremman hallinnan.
Kokeile hitsausjärjestystä. Kiinnitä ensin useita kohtia liitoksen ympärille. Yhdistä sitten nämä kohdat lyhyillä hitseillä. Tämä tekniikka auttaa välttämään vääntymisen ja pitää pakojärjestelmän suorana.
Varmista, että työtilassasi on hyvä ilmanvaihto. Ruostumattoman teräksen hitsaus voi muodostaa höyryjä, joten pidä ilma liikkeessä.
Vinkki: Varaa aikaa jokaiseen hitsaukseen. Kiire voi johtaa heikkoihin kohtiin ja huonoon korroosionkestävyyteen.
Saatat miettiä, pitäisikö pakojärjestelmässäsi käyttää TIG- tai MIG-hitsausta. Molemmilla tavoilla on paikkansa, mutta TIG-hitsaus on yleensä paras valinta 3 tuuman ruostumattomasta teräksestä valmistettuihin pakoputkiin. Puretaan erot:
Aspekti |
TIG-hitsaus |
MIG-hitsaus |
|---|---|---|
Hitsauksen laatu |
Tarkat, puhtaat hitsit lähes ilman roiskeita. Erinomainen ohuille ruostumattomille putkille. |
Vahvat, puhtaat hitsit minimaalisella roiskeella. Sopii paksummille putkille, mutta vähemmän tarkkoja. |
Erinomainen. TIG pitää lämmön alhaisena ja suojaa metallia, joten hitsit kestävät pidempään. |
Alentaa. Lisääntynyt lämpö voi vahingoittaa putkea ja ruostua nopeammin. |
|
Helppokäyttöisyys |
Vaikeampi oppia. Hitaampi prosessi. Tarvitsee enemmän taitoa ja parempia laitteita. |
Helpompi oppia. Nopeammin. Sopii suuriin töihin tai paksuihin putkiin. |
TIG-hitsaus antaa sinulle paremman hallinnan ja paremman korroosionkestävyyden. Saat sileät, ammattimaiselta näyttävät hitsit, jotka kestävät ajan mittaan. MIG-hitsaus on nopeampaa ja helpompaa, mutta se voi jättää pakojärjestelmän avoimemmaksi ruosteelle ja vuodoille. Useimpiin räätälöityihin tai suorituskykyisiin pakokaasutöihin TIG on oikea tapa.
Huomautus: Jos olet uusi hitsauksen parissa, aloita harjoittelemalla ennen varsinaisen pakokaasun käsittelyä.
Oikean täytemetallin ja suojakaasun valinta on avain vahvoihin ja pitkäikäisiin hitseihin. 3 ruostumattomasta teräksestä valmistetun pakoputken kohdalla haluat sovittaa täyttötanko putken laatuun. ER308L- tai ER308LSi-tangot toimivat hyvin useimmissa 304 ruostumattomasta teräksestä valmistettujen pakojärjestelmien kanssa. Jos liität eri metalleja, kokeile ER309-täyttötankoa paremman yhteensopivuuden saavuttamiseksi.
Myös käyttämäsi suojakaasulla on merkitystä. Puhdas argon on ruostumattoman teräksen TIG-hitsauksen standardi. Se suojaa hitsausallasta ilmalta, mikä pitää hitsit puhtaina ja parantaa korroosionkestävyyttä. Paksumpia putkia varten voit lisätä seokseen hieman heliumia. Tämä auttaa hitsiä tunkeutumaan syvemmälle ja tekee hitsauspalosta tasaisemman.
Tässä on nopea katsaus parhaisiin valintoihin:
Hitsausprosessi |
Suositeltavat täytemetallit |
Suojakaasut |
Vaikutukset hitsin eheyteen |
|---|---|---|---|
TIG (GTAW) |
Sovita sauva ruostumattomaan teräkseen (ER308L, ER308LSi, ER309 erilaisille metalleille) |
argon (puhdas); Argon + Helium paksuille putkille |
Argon pysäyttää hapettumisen, pitää hitsit puhtaina ja parantaa korroosionkestävyyttä. Helium auttaa paksummissa putkissa. |
MIG (GMAW) |
Ruostumaton teräslanka, joka sopii putkeen |
Argon pienellä CO2:lla |
Argon pitää hitsit puhtaina. CO2 auttaa pitämään kaaren vakaana, mutta voi alentaa korroosionkestävyyttä. |
Huomio: Säilytä täyttötangot ja lanka aina kuivassa paikassa. Kosteus voi aiheuttaa huokoisuutta ja heikentää hitsejäsi.
Oikealla täytemetallilla ja suojakaasulla saat hitsejä, jotka näyttävät upeilta ja kestävät vuosia. Tämä on yksi tärkeimmistä vinkeistä minkä tahansa ruostumattoman teräksen pakojärjestelmän hitsauksessa.
Takaisinhuuhtelu on pelin muuttaja, kun hitsaat ruostumattomasta teräksestä valmistetun 3 pakoputken. Jos haluat, että hitsit kestävät ja näyttävät ammattimaisilta, sinun on suojattava putken sisäpuoli hapelta. Kun hitsaat ruostumatonta terästä, ulkopuoli saattaa näyttää hyvältä, mutta sisäpuoli voi muuttua karheaksi ja rapeaksi, jos ohitat tyhjennyksen. Tätä karheutta kutsutaan 'sokeroitumiseksi', ja se johtaa heikkoihin kohtiin ja ruosteeseen.
Voit välttää nämä ongelmat täyttämällä pakojärjestelmän sisäosan argonkaasulla ennen hitsauksen aloittamista. Argon työntää happea ja typpeä ulos ja luo turvallisen alueen hitsauksellesi. Tämä tekniikka pitää hitsien sisäpuolen tasaisena, kiiltävänä ja vapaana laaksoista tai halkeamista. Saat hitsin, joka on yhtä vahva ja puhdas sisältä kuin ulkoa.
Vinkki: Käytä aina argonia takaisinhuuhtelussa. Se pitää hitsaukset puhtaina mustuneista pinnoista ja rumasta hapettumisesta. Pakokaasusi pysyy vahvana, eikä sinun tarvitse huolehtia korroosion hiipumisesta myöhemmin.
Kun tyhjennät takaisin, parannat myös ruostumattomasta teräksestä valmistetun pakojärjestelmän korroosionkestävyyttä. Hitsaukset pysyvät sileinä, ja vältyt kromikarbidien muodostumiselta, jotka voivat syödä putkesi ajan myötä. Jos haluat pakokaasun kestävän tärinää, lämpöä ja tiesuolaa, älä ohita tätä vaihetta. Takaisinhuuhtelu on yksi tärkeimmistä vinkeistä ruostumattomien teräsputkien hitsauksessa.
Pulssi-TIG-hitsaus on älykäs tekniikka ruostumattomasta teräksestä valmistettujen pakoputkien työstämiseen. Säädät lämpöä vaihtamalla korkean ja alhaisen ampeerin välillä erittäin nopeasti. Tämä auttaa sinua pitämään hitsausaltaan vakaana ja estää putken kuumenemisen liian kuumaksi.
Tässä on nopea taulukko, joka auttaa sinua määrittämään hitsauskoneen 3 tuuman pakokaasutöitä varten:
Parametri |
Suositeltu asetus/alue |
Mitä se tekee hitsauksillesi |
|---|---|---|
Huippuvirta |
Aseta tavalliseen tapaan TIG-hitsauksessa |
Antaa sinulle voimaa täydelliseen tunkeutumiseen |
Pulssin taajuus |
100-250 pulssia sekunnissa (PPS) |
Kaventaa helmeä, lisää tunkeutumista ja vähentää lämmöntuottoa |
Huippuaika |
40-60 % jokaisesta pulssijaksosta |
Säätelee helmien leveyttä ja lämpöä |
Tausta ampeeri |
25-40 % huippuvirrasta |
Vähentää lämmöntuottoa, pitää lätäkössä nestettä |
Kun käytät pulssiasetuksia, voit pienentää lämpövaikuttamaa vyöhykettä ja vähentää pakojärjestelmän vääntymisen riskiä. Hitsauspalle pysyy kapeana ja tunkeutuu syvemmälle ilman putken ylikuumenemista. Tämä on erityisen hyödyllistä, kun haluat, että hitsit näyttävät siistiltä ja kestävät pitkään.
Huomaa: Aloita 100 PPS:llä ja säädä sitä mukaa kun tunnet olosi mukavaksi. Korkeammat taajuudet auttavat pitämään hitsin tiiviinä ja putken viileänä.
Pulssihitsaus on loistava tapa hallita lämpöä ja saada tasaisia tuloksia. Jos haluat hallita ruostumattoman teräksen hitsausta, pulssiasetusten käytön oppiminen tekee pakokaasuprojekteistasi paljon helpompaa.
Lämmönhallinta on kaikki kaikessa, kun hitsaat ruostumattomasta teräksestä valmistettuja pakoputkia. Liian suuri lämpö voi vääntää putken, pilata korroosionkestävyyden ja tehdä hitsauksista hauraita. Haluat pitää hitsin ja sen ympärillä olevan alueen poissa vaaravyöhykkeestä – 950–1500 °F. Liian pitkä oleskelu tällä alueella voi aiheuttaa teräksen suojakerroksen menetyksen ja ruostumisen.
Tässä on joitain yksinkertaisia tapoja säätää lämmöntuottoa:
Varmista, että putkiliitos on tiukka. Välit pakottavat viipymään pidempään taskulampun kanssa, mikä lisää lämpöä.
Käytä lyhyitä hitsejä ja anna putken jäähtyä läpivientien välillä.
Valitse vähähiiliset täyteaineet, jos mahdollista. Ne auttavat estämään korroosionkestävyyttä heikentävien kromikarbidien muodostumista.
Kokeile säädeltyä metallipinnoitusta (RMD) juurikierrossa ja pulssihitsausta täyttö- ja korkkikulkuissa. Näiden prosessien avulla voit hitsata nopeammin ilman putken ylikuumenemista.
Pidä hitsausnopeus korkeana – pyri 6-12 tuumaa minuutissa, jos mahdollista.
Huomio: Jos et voi käyttää vähähiilistä täyteainetta, kiinnitä erityistä huomiota lämmön syöttöön. Tämä pitää pakojärjestelmäsi vahvana ja ruostettomana.
Noudattamalla näitä hitsausvinkkejä suojaat 3 ruostumattomasta teräksestä valmistettua pakoputkea vääntymiseltä ja pidät korroosionkestävyyden korkeana. Hyvä lämmönhallinta tarkoittaa, että pakojärjestelmäsi kestää pidempään ja näyttää paremmalta jopa vuosien käytön jälkeen.
Kun olet lopettanut pakoputken hitsauksen, sinun on puhdistettava hitsit, jotta järjestelmä pysyy vahvana ja ruostettomana. Ruostumattomasta teräksestä valmistetut hitsit keräävät hitsauksen aikana lämpösävyjä, oksideja ja muita epäpuhtauksia. Jos jätät nämä pinnalle, pakokaasusi voi alkaa ruostua paljon nopeammin kuin odotat.
Näin saat hitsseistäsi näyttäviä ja suojattuja:
Käytä peittaustahnaa (happopohjaista) poistamaan hapettumista ja värimuutoksia hitsausalueelta. Tämä kemiallinen puhdistusvaihe palauttaa ruostumattomasta teräksestä valmistettujen pakokaasujen korroosionkestävyyden.
Kokeile sähkökiillotusta, jos haluat erittäin sileän pinnan ja vielä paremman korroosiosuojan. Tämä menetelmä toimii hyvin korkealuokkaisissa tai show-laatuisissa pakojärjestelmissä.
Käytä mekaaniseen puhdistukseen aina ruostumattomasta teräksestä valmistettua teräsharjaa tai Scotch Brite -tyynyä. Älä koskaan käytä harjoja, jotka ovat koskettaneet hiiliteräksestä, tai saatat saastuttaa pakokaasun.
Kemiallisen puhdistuksen jälkeen huuhtele hitsattu alue puhtaalla vedellä. Tämä vaihe poistaa kaikki ylijäämät hapot ja pitää pakokaasusi turvassa.
Parhaan tuloksen saavuttamiseksi yhdistä harjaus peittaukseen. Tämä kaksivaiheinen prosessi poistaa sekä pinnan lian että syvemmät epäpuhtaudet.
Vinkki: Passivointi puhdistuksen jälkeen voi vahvistaa ruostumattomasta teräksestä valmistetun pakoputken suojakerrosta. Tämä lisävaihe auttaa järjestelmääsi torjumaan ruostetta vuosia.
Kun hitsit ovat puhtaat, on aika tarkistaa mahdolliset ongelmat. Haluat ruostumattomasta teräksestä valmistetun pakoputken kestävän, joten älä ohita tätä tarkastusvaihetta. Aloita hyvällä silmämääräisellä tarkastuksella. Etsi halkeamia, huokoisuutta, viiltoa tai muita kuonan merkkejä. Taskulamppu auttaa havaitsemaan pieniä vikoja pinnassa.
Tarkempia tietoja varten voit käyttää kehittyneempiä tarkastusmenetelmiä:
Röntgentarkastuksen (röntgen) avulla näet hitsin sisälle. Tämä menetelmä löytää piilotetut viat, jotka voivat aiheuttaa vuotoja tai heikkoja kohtia pakokaasussa.
Phased Array Ultrasound Testing (PAUT) käyttää ääniaaltoja hitsin skannaamiseen. Se toimii hyvin monimutkaisille muodoille ja voi löytää puutteita juurien läheltä tai hitsin sisällä.
Pinta-aaltotekniikat, kuten Eddy Currents tai ACFM, auttavat sinua tarkistamaan hitsin kruunussa halkeamia tai muita ongelmia.
Jos sinulla on pääsy vain hitsin yhdelle puolelle, sähkömagneettisen akustisen muuntimen (EMAT) anturit voivat auttaa sinua tarkastamaan juurialueen.
Huomautus: Kalibroi tarkastustyökalut aina referenssilohkoilla. Tämä vaihe varmistaa, että tulokset ovat tarkkoja ja luotettavia.
Huolellinen tarkastus tuo mielenrauhaa. Tiedät, että ruostumattomasta teräksestä valmistettu pakoputki on kiinteä, vuodaton ja valmis ajoon.
Kun sinä asenna 3 tuuman ruostumattomasta teräksestä valmistettu pakoputki , haluat kaiken pysyvän tiiviinä ja ilman helisää. Oikealla tavalla käyttää puristimia ja ripustimia on valtava ero järjestelmän toimivuudessa ja kestävyydessä. Selvitetään parhaat käytännöt, jotta saat turvallisen, vuotamattoman istuvuuden joka kerta.
Puhdista ensin putken pinnat aina ennen kuin aloitat. Lika tai ruoste voi estää kiinnittimiä tiivistymästä kunnolla. Mittaa putkien ulkohalkaisija ja valitse oikean kokoinen puristin. Jos puristin on liian suuri tai liian pieni, saatat saada vuotoja tai jopa vahingoittaa putkea.
Sinulla on muutama kiinnitysvaihtoehto pakokaasulle:
Nauhapuristimet sopivat parhaiten ruostumattomasta teräksestä valmistettuihin putkiin. Niissä on leveä pinta, eivätkä ne purista putkea. Aseta puristin liitoksen päälle, kohdista se ja kiristä molemmat puolet tasaisesti. Tämä antaa tiiviin tiivistyksen ja pitää liitoksen puhtaana.
U-pulttipuristimet ovat yleisiä, mutta sinun on oltava varovainen. Aseta U-pultti liitoksen päälle ja kiristä mutterit vähän kerrallaan. Jos kiristät liian tiukasti, voit muuttaa putken muotoa ja aiheuttaa vuotoja.
V-nauhakiinnikkeet sopivat erinomaisesti suorituskykyisiin tai turboasennuksiin. Sinun on ensin hitsattava laipat putken päihin. Asenna sitten v-nauhan puristin laippojen ympärille ja kiristä se. Tarkista aina kohdistus vuotojen välttämiseksi.
Vinkki: Kiristä puristimet valmistajan ohjeiden mukaan momenttiavaimella. Tämä auttaa välttämään liiallista kiristämistä ja pitää pakoputket hyvässä kunnossa.
Puhutaanpa nyt ripustimista. Nämä tukevat pakoputken painoa ja estävät sitä painumasta tai kolisemasta. Aseta ripustimet järjestelmän tärkeimpiin kohtiin, erityisesti mutkien tai raskaiden osien lähelle. Ruostumattomasta teräksestä valmistetut ripustimet kestävät pidempään ja kestävät ruostetta, joten ne ovat fiksu valinta mihin tahansa asennukseen.
Näin voit käyttää puristimia ja ripustimia saadaksesi parhaat tulokset:
Aseta putken ripustimet lisäämään tukea ja vähentämään pakokaasun rasitusta.
Tarkista asennuksen jälkeen vuodot ja varmista, että kaikki on linjassa. Käytä moottoria ja kuuntele mahdollisia kolinaa tai outoja ääniä.
Tarkista puristimen kireys uudelleen muutaman lämmitysjakson jälkeen. Putket laajenevat ja supistuvat, joten nopea tarkistus pitää järjestelmäsi tiiviinä.
Jos haluat tehdä enemmän, voit käyttää korkean lämpötilan pakokaasutiivistettä tai joustavia liittimiä. Nämä auttavat järjestelmääsi käsittelemään tärinää ja lämpölaajenemista.
Huomautus: Valitse aina ruostumattomasta teräksestä valmistetut puristimet ja ripustimet parhaan korroosionkestävyyden takaamiseksi. Tämä pitää pakokaasusi näyttävän ja toimivan erinomaisesti myös vaikeissa sääolosuhteissa.
Kun käytät kiinnittimiä ja ripustimia oikein, asennuksesi pysyy vakaana ja ongelmattomana vuosia.
Olet asentanut 3 tuuman ruostumattomasta teräksestä valmistetun pakoputken. Nyt haluat varmistaa, ettei vuotoja ole, ennen kuin lähdet tielle. Pienikin vuoto voi aiheuttaa melua, heikentää suorituskykyä tai päästää höyryjä autoosi. Näin voit tarkistaa työsi ja varmistaa, että pakojärjestelmäsi on tiivis.
Paineista järjestelmä
Käynnistä varmistamalla, että pakoputki on viileä. Aseta liikkeen imuletku pakoputkeen ja sulje se teipillä. Aseta tyhjiö puhaltamaan ilmaa pakoputkeen. Tarvitset vain vähän painetta - noin 3-5 psi riittää. Älä liioittele sitä, muuten saatat vahingoittaa järjestelmää.
Suihkuta saippuavettä
Sekoita astianpesuaine- ja vesiliuos suihkepullossa. Suihkuta tätä saippuavettä jokaiseen liitokseen, puristimeen ja hitsaukseen. Katso tarkasti. Jos näet kuplia muodostuvan, olet löytänyt vuodon. Kuplat tarkoittavat, että ilmaa karkaa raon kautta.
Tarkista kaikki liitännät
Kiinnitä erityistä huomiota liukuliitoksiin, nauhakiinnittimiin ja hitsisaumoihin. Nämä kohdat ovat todennäköisimpiä paikkoja, joissa vuotoja ilmenee. Liiku hitaasti ja tarkista jokainen alue eri kulmista.
Etsi visuaalisia vihjeitä
Joskus vuodot jättävät jälkiä. Etsi harmaita tai mustia nokijälkiä tai keltaisia tahroja liitosten ja puristimien ympäriltä. Nämä tahrat osoittavat usein, mistä pakokaasut ovat karanneet.
Tarkista vauriot
Käytä taskulamppua tarkistaaksesi, onko putkessa halkeamia, pullistumia tai ohuita kohtia. Jos näet metallin, joka näyttää heikolta, pistele sitä varovasti naskalilla. Pehmeät tai kuoppaiset alueet voivat muuttua vuotoiksi ajan myötä.
Upota pienet osat (valinnainen)
Jos sinulla on putken osa auton ulkopuolella, voit upottaa sen veteen sen ollessa paineistettu. Vedessä olevat kuplat osoittavat tarkalleen, missä vuoto on.
Vinkki: Tarkista aina puristimet ja ripustimet muutaman lämmitysjakson jälkeen. Putket laajenevat ja supistuvat, mikä voi löysätä liitoksia ja aiheuttaa uusia vuotoja.
Kaikki puristimet eivät tiivistä samalla tavalla. Nauhapuristimet antavat yleensä parhaan tiivisteen ruostumattomille teräsputkille. U-pultti ja satula-tyyppiset puristimet toimivat, mutta ne on asennettava huolellisesti. Varmista, että putkien limitys on riittävä puristimen sisällä. Kiristä puristimet tasaisesti välttääksesi putken puristamisen tai rakojen jättämisen.
Huomaa: Hyvä vuototarkastus säästää sinut myöhemmin päänsäryltä. Ota aikaa ja tarkista jokainen liitos uudelleen. Pakokaasusi kuulostaa paremmalta, kestää pidempään ja pitää sinut turvassa.
Ylikuumeneminen on yksi suurimmista virheistä, joita voit tehdä hitsaa 3 tuuman ruostumattomasta teräksestä valmistettu pakoputki . Jos annat putken kuumentua liian kuumaksi, vaarana on metallin vääntyminen ja korroosionkestävyyden tuhoutuminen. Saatat huomata, että putki muuttuu siniseksi tai violetiksi hitsin lähellä. Se on selvä merkki siitä, että olet mennyt liian pitkälle kuumuudessa.
Kun käytät liikaa lämpöä, hitsausalue voi haurastua. Tämä saa pakokaasun todennäköisemmin halkeilemaan tai epäonnistumaan tiellä. Korkea lämpö tuhoaa myös ruostumattoman teräksen suojakerroksen, mikä tarkoittaa, että ruostetta voi alkaa muodostua paljon nopeammin. Jos käytät väärää hitsaustekniikkaa, kuten jatkuvaa vannetta putken ympärillä, lisäät ylikuumenemisen ja vääntymisen riskiä.
Vinkki: Käytä hitsausjärjestystä. Kiinnitä hitsaussaumat useissa kohdissa liitoksen ympärillä ja yhdistä ne sitten lyhyillä hitseillä. Tämä auttaa hallitsemaan lämpöä ja pitämään putken suorana.
Tässä on nopea katsaus siihen, mikä voi mennä pieleen, jos et hallitse lämpöä:
Yleinen virhe |
Seuraus / riski |
Suositeltu käytäntö |
|---|---|---|
Väärä hitsaustekniikka (jatkuva hitsaus) |
Vääntymistä, heikkoja hitsejä |
Käytä hitsausjärjestystä ja lyhyitä hitsejä |
TIG-hitsaus hitaalla nopeudella tai suurella lämmöntuonnilla |
Vääntymisvaara, epäjohdonmukainen hitsaus |
Pidä tasaista vauhtia ja tarkkaile ampeerimäärääsi |
Jos jätät siivoamisen väliin ennen hitsausta, joudut vaikeuksiin. Lika, öljy tai ruoste putkessa voi aiheuttaa huonon hitsiliitoksen ja heikkoja liitoksia. Saatat nähdä hitsauksissa huokoisuutta, roiskeita tai jopa halkeamia. Nämä viat alentavat korroosionkestävyyttä ja voivat aiheuttaa vuotoja.
Puhdista putket aina ruostumattomasta teräksestä valmistetulla teräsharjalla tai ruosteenpoistoaineella. Pyyhi alue asetonilla juuri ennen hitsauksen aloittamista. Tämä vaihe poistaa kaikki viimeiset öljy- tai jäännösjäämät. Jos hitsaat epäpuhtaita pintoja, saatat joutua tekemään työsi uudelleen tai, mikä pahempaa, päätyä pakoputkeen, joka epäonnistuu aikaisin.
Huomautus: Älä koskaan käytä harjaa, joka on koskettanut hiiliterästä. Pienikin epäpuhtaus voi pilata hitsin korroosionkestävyyden.
Huono istuvuus on toinen virhe, joka voi aiheuttaa suuria ongelmia. Jos putkiosat eivät ole kohdakkain, sinulla on aukkoja, joita on vaikea täyttää. Tämä pakottaa sinut viipymään pidempään taskulampun kanssa, mikä lisää lämpöä ja lisää vääntymisriskiä. Huono sovitus vaikeuttaa myös vahvan, vuotamattoman hitsin saamista.
Sinun on tarkistettava jokainen liitos ennen hitsausta. Varmista, että päät ovat pyöreät ja sileät. Käytä puristimia ja ripustimia pitääksesi kaiken vakaana. Tämä auttaa sinua saamaan tiukan, tasaisen istuvuuden ja pitää hitsauksesi ammattimaisena.
Tässä on taulukko, joka näyttää, kuinka nämä virheet voivat vaikuttaa projektiisi:
Hitsausvirhe |
Seurauksena hitsausvirheet |
Seuraukset / Vaikutus |
|---|---|---|
Hitsaus epäpuhtaille pinnoille |
Heikot liitokset, huokoisuus |
Vähentynyt lujuus, huono korroosionkestävyys |
Ei käytä puristimia ja ripustimia |
Virhe, huono sovitus |
Vuotoja, epätarkkoja leikkauksia, ylimääräistä korjausta |
Väärä hitsaustekniikka |
Vääntymistä, heikkoja hitsejä |
Lyhyempi pakokaasun käyttöikä, enemmän korjauksia tarvitaan |
Huomio: Tarkista aina sopivuus ennen kuin aloitat hitsauksen. Vähän ylimääräistä aikaa säästää myöhemmin päänsäryltä.
Älä unohda ilmanvaihtoa. Hitsaus suljetussa tilassa ilman asianmukaista ilmanvaihtoa voi altistaa sinut myrkyllisille höyryille. Aseta aina alueen tuuletus etusijalle terveytesi ja turvallisuutesi kannalta.
Jos ohitat tyhjennyksen ruostumattomasta teräksestä valmistettuja pakoputkia hitsattaessa, joudut vaikeuksiin. Takaisinhuuhtelu tarkoittaa putken sisäpuolen täyttämistä argonkaasulla hitsauksen aikana. Tämä vaihe suojaa hitsin sisäpuolta hapelta. Monet ihmiset luulevat selviävänsä ilman sitä, mutta tulokset kertovat toisenlaisen tarinan.
Kun et tyhjennä takaisin, hitsin sisäpuoli altistuu ilmalle. Happi reagoi kuuman ruostumattoman teräksen kanssa ja muodostaa karkean, rapean pinnan, jota kutsutaan 'sokeroitumiseksi'. Et ehkä näe sitä ulkopuolelta, mutta putken sisällä hitsi näyttää mustalta ja karkealta. Tämä heikentää liitosta ja tekee siitä paljon todennäköisempää ruostumaan. Ajan myötä tämä karkea pinta voi vangita kosteutta ja roskia. Pakojärjestelmäsi alkaa syöpyä sisältä ulospäin.
Tässä voi mennä pieleen, jos ohitat tyhjennyksen:
Sokerointi: Hitsin sisäpuoli muuttuu harmaaksi tai mustaksi ja karheutuu. Tämä on merkki hapettumisesta.
Heikommat hitsit: Hitsaus menettää lujuuden ja voi halkeilla tai katketa jännityksen vaikutuksesta.
Korroosio: Karkea pinta vangitsee vettä ja suolaa, mikä nopeuttaa ruostetta.
Vuotoja: Huono hitsin laatu voi johtaa pakokaasuvuotojin, mikä heikentää suorituskykyä ja turvallisuutta.
Vinkki: Käytä aina puhdasta argonia takaisinhuuhtelussa. Älä yritä säästää rahaa käyttämällä CO₂:ta tai paineilmaa. Vain argon suojaa hitsiäsi hapettumiselta.
Et tarvitse hienoja laitteita selän puhdistamiseen. Voit käyttää yksinkertaista asennusta:
Teippaa putken molemmat päät ja jätä pieni reikä argonletkulle.
Aseta letku sisään ja anna argonin virrata minuutin ajan, jotta ilma huuhdellaan pois.
Aloita hitsaus samalla kun argon virtaa putken sisällä.
Jatka virtausta, kunnes hitsi jäähtyy.
Pieni ylimääräinen aika selän puhdistamiseen kannattaa. Hitsauksesi näyttävät paremmilta, kestävät pidempään ja kestävät ruostetta. Jos haluat, että 3 tuuman ruostumattomasta teräksestä valmistettu pakoputki pysyy vahvana ja vuotamattomana, älä koskaan ohita tätä vaihetta.
Huomio: Selän puhdistaminen ei ole vain ammattilaisille. Vaikka olet uusi hitsaus, voit perustaa peruspuhdistusjärjestelmän teipillä, letkulla ja argonpullolla. Tuleva itsesi kiittää sinua!
Ennen kuin aloitat, varmista, että sinulla on kaikki valmiina. Tämä vaihe säästää aikaa ja auttaa sinua välttämään virheitä myöhemmin.
Tarkista putken mitat. Aseta kaikki osat ja katso sopivatko ne yhteen.
Puhdista jokainen putken osa asetonilla ja ruostumattomasta teräksestä valmistetun teräsharjalla. Poista kaikki öljy, lika tai ruoste.
Tarkista jokainen putki kolhujen, halkeamien tai terävien reunojen varalta. Tasoita epätasaiset kohdat viilalla.
Kerää kaikki työkalusi – TIG-hitsauskone, puristimet, täyttötangot ja turvavarusteet. Sijoita ne helposti ulottuville.
Määritä työtilasi. Varmista, että sinulla on hyvä valaistus ja ilmanvaihto.
Irrota auton akku, jos työskentelet ajoneuvon parissa.
Testaa putket ja pidä ne paikoillaan puristimilla. Säädä, kunnes saat tiukan istuvuuden.
Vinkki: Puhdas ja järjestetty kokoonpano tekee hitsausprosessista paljon sujuvampaa.
Nyt olet valmis hitsaamaan. Noudata näitä ohjeita saadaksesi vahvoja ja puhtaita liitoksia:
Tarkista kuntosi vielä kerran. Putkien tulee koskettaa kaikkialla ilman suuria rakoja.
Kiinnitä hitsaussaumat useisiin kohtiin kunkin liitoksen ympärillä. Tämä estää kaikkea liikkumasta.
Aseta TIG-hitsauskoneesi oikeat asetukset ruostumattomalle teräkselle. Käytä pulssitilaa, jos koneessasi on sellainen.
Aloita hitsaus lyhyillä osilla. Anna putken jäähtyä kulkujen välillä ylikuumenemisen estämiseksi.
Käytä takaisinhuuhtelua argonkaasulla. Tämä suojaa putken sisäpuolta hapettumiselta.
Tarkkaile lämmöntuottoasi. Liiku tasaisesti ja vältä viipymistä yhdessä paikassa.
Lisää täyttötanko tarpeen mukaan putkeen sopivan tyypin mukaan.
Tarkasta jokainen hitsi liikkeen aikana. Etsi sileitä, tasaisia helmiä, joissa ei ole reikiä tai halkeamia.
Huomio: Varaa aikaa jokaiseen hitsaukseen. Kiire voi johtaa myöhemmin heikkoihin kohtiin ja lisätyöhön.
Olet lopettanut pakoputken hitsauksen ja puhdistuksen. Nyt on asennuksen aika. Tässä vaiheessa kaikki kova työsi yhdistyy. Jos haluat pakokaasun kestävän ja toimivan hyvin, noudata näitä ohjeita tarkasti.
Kerää työkalusi
Aseta jakoavaimet, pistorasiasarja, puristimet ja mittanauha. Pidä kaikki käden ulottuvilla. Tarkista, että sinulla on kaikki osat, mukaan lukien uudet tiivisteet ja laitteistot.
Ajoneuvon nostaminen ja tukeminen
Nosta autosi hydraulisen tunkilla. Aseta nosturitelineet rungon kiinteiden kohtien alle. Älä koskaan ryömi auton alle, jota tuetaan vain tunkilla. Turvallisuus tulee ensin.
Testaa pakoputken asennus
Työnnä putki paikalleen auton alle. Tarkista, että jokainen osa on linjassa kiinnityspisteiden kanssa. Etsi tiukkoja kohtia tai paikkoja, joissa putki saattaa hankaa runkoa tai ripustusta.
Asenna ripustimet ja kiinnikkeet
Kiinnitä ripustimet tehtaan kiinnityspisteisiin. Nämä tukevat pakoputken painoa ja estävät sitä kolisemasta. Käytä ruostumattomasta teräksestä valmistettuja puristimia jokaisen osan liittämiseen. Kiristä ne tasaisesti, mutta älä murskaa putkea. Jos käytät v-nauhakiinnittimiä, varmista, että laipat ovat kohdakkain ennen kiristämistä.
Tarkista kohdistus ja välys
Varmista, että pakoputki on suorassa eikä kosketa liikkuvia osia. Haluat vähintään puolen tuuman välyksen runkoon, polttoaineletkuihin ja jarruletkuihin. Säädä asentoa tarpeen mukaan.
Kiristä kaikki alas
Aloita edestä ja jatka taaksepäin. Kiristä jokainen puristin ja pultti valmistajan ohjeiden mukaan. Käytä momenttiavainta, jos sinulla on sellainen. Tarkista ripustimet uudelleen varmistaaksesi, että ne ovat kunnolla kiinni.
Tarkasta vuodot ja helinät
Laske auto alas ja käynnistä moottori. Kuuntele mahdollisia kolinaa tai vuotoja. Jos kuulet suhinaa tai näet kuplia, kun suihkutat saippuavettä liitoksille, kiristä puristimia hieman lisää.
Vinkki: Tarkista asennus uudelleen ensimmäisen ajon jälkeen. Putket voivat siirtyä kuumeneessaan ja jäähtyessään. Kiristä puristimet ja tarkasta ripustimien liikkeet.
Huolellinen asennus tarkoittaa, että pakokaasusi pysyy hiljaisena, vuotamattomana ja vahvana vuosia. Ota aikaa ja tarkista jokainen vaihe uudelleen. Kiität itseäsi myöhemmin!
Saat parhaat tulokset 3 ruostumattomasta teräksestä valmistetun pakoputken kanssa noudattamalla muutamia avainvaiheita. TIG-hitsauksella saat puhtaat ja vahvat hitsit ruostumattomiin putkiin. Puhdista aina kaikki ruostumattoman teräksen pinnat ja käytä oikeaa suojakaasua. Varmista, että kiinnitys on tiukka ja tyhjennä putki takaisin korroosion estämiseksi.
Käytä tarkistuslistaa jokaisessa projektissa.
Käytä asianmukaisia suojavarusteita, kuten kypärää ja nahkaesiliinaa.
Katso TIG-hitsauksen opetusohjelmat, jos olet uusi.
Kun kiinnität huomiota näihin yksityiskohtiin, ruostumattomasta teräksestä valmistettu pakoputki kestää pidempään ja näyttää hyvältä.
Hitsaa lyhyissä osissa ja anna putken jäähtyä käyntien välillä. Käytä puristimia pitääksesi kaiken vakaana. Pidä lämmöntuotto alhaisena ja liiku nopeasti. Tämä auttaa pitämään putken suorana ja vahvana.
Kyllä, voit käyttää MIG-hitsauskonetta, mutta TIG-hitsauksella saat puhtaammat ja vahvemmat hitsit. MIG toimii paremmin paksummissa putkissa. Jos käytät MIG:tä, valitse ruostumattomalle teräkselle oikea lanka ja suojakaasu.
Täysin! Takahuuhtelu suojaa hitsin sisäpuolta hapettumiselta. Jos ohitat sen, vaarana on heikko, ruosteinen hitsaus. Vaikka et näe sisäpuolta, takapuhallus pitää pakokaasun vuotottomana ja pitkäikäisenä.
Tarkista, ovatko sileät, tasaiset helmet, joissa ei ole reikiä tai halkeamia. Napauta hitsiä varovasti vasaralla. Jos se kuulostaa kiinteältä eikä halkeile, teit hyvää työtä. Lisää mielenrauhaa suihkuttamalla saippuavettä ja etsimällä kuplia.
Käytä ER308L- tai ER308LSi-täyttötankoja ruostumattomasta teräksestä valmistettujen 304-putkien kanssa. Jos liität eri metalleja, kokeile ER309:ää. Yhdistä aina täyttötanko putkeen saadaksesi parhaat tulokset.
Käytä ruostumattomasta teräksestä valmistettua teräsharjaa tai peittaustahnaa lämpösävyn ja hapettumisen poistamiseen. Huuhtele puhtaalla vedellä kemikaalien käytön jälkeen. Älä koskaan käytä harjaa, joka kosketti hiiliterästä, sillä se voi aiheuttaa ruostetta.
Voit, mutta se on vaikeampaa. Varmista, että irrotat akun ja suojaat lähellä olevia osia kipinöiltä. Hyvä ilmanvaihto on välttämätöntä. Jos mahdollista, irrota putki helpompaa ja turvallisempaa hitsausta varten.






