
close
Choose Your Site
Global
Social Media

Author: Site Editor Publish Time: 2025-07-12 Origin: Site








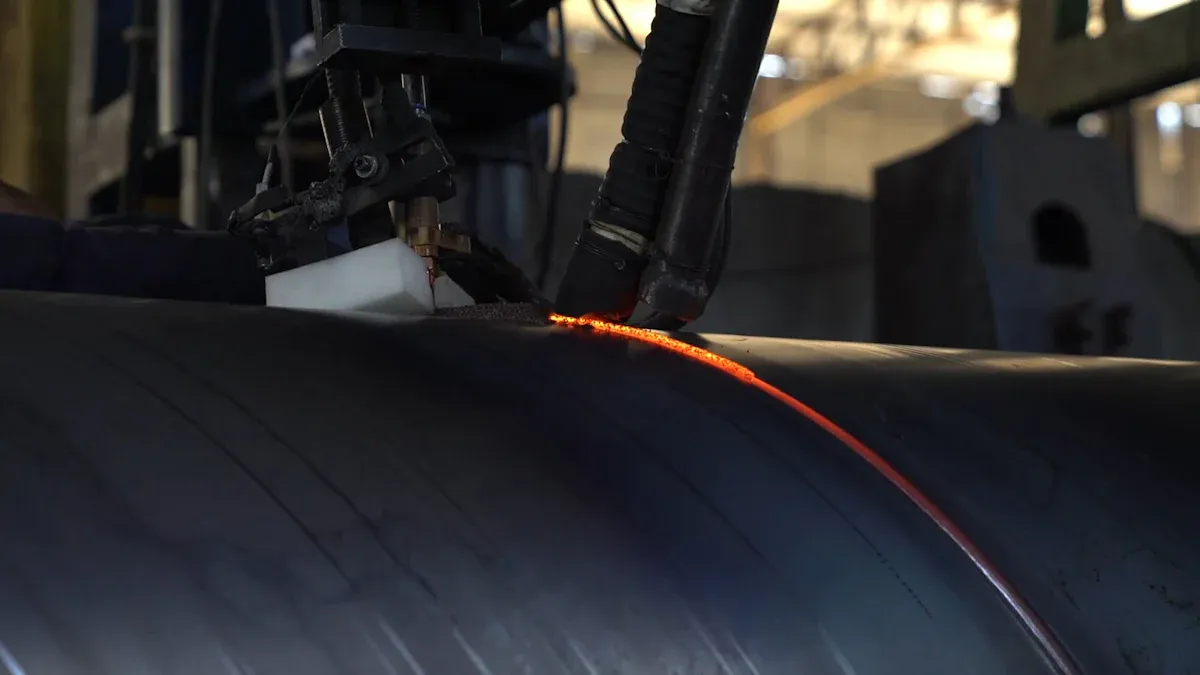
If you want your 3 stainless steel exhaust pipe to last and look great, you need to focus on a few key steps. TIG welding gives you the best results for exhaust work, but you also need to clean every stainless steel surface thoroughly. Even a little oil or rust can cause porosity or spatter in your welds, ruining corrosion resistance. Make sure your fit-up is tight and use back purging to protect the inside of the pipe. This prevents burn through and keeps your exhaust strong and free from leaks.
Use TIG welding for clean, strong welds on 3-inch stainless steel exhaust pipes.
Always clean every pipe surface thoroughly before welding to avoid weak joints and rust.
Choose the right stainless steel grade and matching filler rods for the best corrosion resistance.
Ensure tight fit-up and use clamps to hold pipes steady for smooth, leak-free welds.
Back purge the inside of the pipe with argon gas to protect welds from oxidation and corrosion.
Control heat input by welding in short sections and letting the pipe cool to prevent warping.
Wear proper safety gear like helmets, gloves, and respirators to protect yourself during welding.
Inspect and clean welds after finishing to remove discoloration and check for defects.
You want to start with the right welding equipment for working on 3-inch stainless steel exhaust pipes. A TIG welder is your best choice for this job. Many welders recommend the AlphaTIG200X by AHP because it offers great control and performance without breaking the bank. You can also look at brands like HTP for reliable machines and accessories. Make sure you have a comfortable torch, such as a flex head, and a responsive foot pedal. These details help you keep your welds steady and smooth.
You’ll need a welding cart to move your setup around your workspace. Keep a stainless steel wire brush and a dedicated grinder handy for cleaning the pipe before welding. Use clamps or strong magnets to hold the pipes in place. Angle iron can help you keep everything lined up. Don’t forget your filler rods—ER308LSi works well for most austenitic stainless steel pipes, but you might need a different type if you’re joining dissimilar metals. Always match your filler rod to the grade of stainless steel you’re welding.
Tip: Clean every joint with acetone and a stainless steel wire brush before you start welding. Even a tiny bit of oil or rust can ruin your weld.
Welding stainless steel creates intense heat and dangerous fumes, so you need to protect yourself. Always wear an auto-darkening welding helmet with a lens shade that meets ANSI and AWS standards. Under your helmet, put on safety glasses with side shields (Z87.1 approved) to guard against flying sparks and debris.
Choose heavy, flame-resistant gloves and a welding jacket or apron made from wool or treated cotton. Leather boots with safety toes and ankle coverage keep your feet safe. If you’re working in a space with poor ventilation, use a respirator that fits well and is rated for welding fumes. Good hygiene and regular gear checks help you stay safe and comfortable during long welding sessions.
When picking materials, focus on the right grade of stainless steel for your exhaust system. Most automotive exhaust pipes use grades like 304, 321, or 409. Each grade has its own strengths:
Stainless Steel Grade | Common Use in Exhaust Pipes | Key Properties |
|---|---|---|
304 | General automotive exhaust | Good corrosion and heat resistance, easy to weld |
321 | High-temp exhaust systems | Titanium stabilized, resists cracking after welding |
409 | Cost-effective exhausts | Ferritic, good weldability, moderate corrosion resistance |
You’ll also need stainless steel filler rods that match your pipe. Make sure your pipes are free from defects and have the right thickness—usually around 1 mm for exhaust work. Keep your workspace tidy, well-lit, and well-ventilated to improve both safety and weld quality. Use clamps to hold everything steady during welding and installation. With the right tools and materials, you’ll set yourself up for strong, clean welds that last.
Getting your 3-inch stainless steel exhaust pipe installed right means using the best tools for the job. You want your system to fit tight, stay secure, and last a long time. Let’s break down the must-have installation tools that make the process smooth and stress-free.
Wrenches and Socket Sets
You’ll use these tools almost every step of the way. Wrenches and socket sets help you tighten bolts, nuts, and clamps. They give you the control you need to avoid overtightening, which can damage your stainless steel pipes. Keep both metric and standard sizes on hand. You never know what you’ll run into under the car.
Exhaust Clamps
These clamps connect different sections of your exhaust pipe. They hold everything together and stop leaks. Choose stainless steel clamps for the best match and longest life. When you tighten them, make sure they’re snug but not crushing the pipe. A good clamp keeps your system sealed and rattle-free.
Exhaust Hangers
Hangers support the weight of your exhaust and keep it in place. They also absorb vibrations, so your ride stays quiet. Use extra hangers if you want even more stability. Secure each hanger to the mounting points on your car’s frame. This step keeps your exhaust from sagging or shifting over time.
Measuring Tape and Marker
Accurate measurements make a big difference. Use a measuring tape to check pipe lengths and clearances. Mark your cuts and mounting points with a bright marker. This helps you avoid mistakes and saves time during installation.
Rubber Mallet
Sometimes pipes need a gentle tap to fit together. A rubber mallet lets you nudge parts into place without scratching or denting the stainless steel. It’s a simple tool, but it makes a big difference.
Jack Stands and Hydraulic Jack
Safety comes first. Always lift your car with a hydraulic jack and support it with jack stands. Never trust just the jack. Jack stands keep you safe while you work under the vehicle.
Protective Gloves
Stainless steel edges can be sharp. Wear gloves to protect your hands from cuts and scrapes. You’ll also get a better grip on tools and parts.
Tip: Lay out all your tools before you start. This saves time and keeps you focused on the job.
With these tools, you can line up your exhaust pipes perfectly and secure them for the long haul. Take your time with each step. Double-check your alignment before tightening everything down. A well-installed exhaust not only looks great but also performs better and lasts longer.
When you work with exhaust pipes, you’ll see austenitic stainless steels everywhere. These steels belong to the 300 series, like 304 and 321. They have a special mix of chromium and nickel. This mix gives them some unique qualities that make them perfect for your exhaust projects.
Here’s what sets austenitic stainless steels apart:
Outstanding corrosion resistance keeps your exhaust pipe safe from rust and acid.
Non-magnetic nature means they won’t mess with sensors or electronics in your car.
High ductility and toughness let you bend and shape the pipe without cracking.
Superior weldability makes it easy for you to join pieces together.
Good high-temperature strength helps your exhaust system handle the heat.
Tip: If you want your exhaust to last, always choose austenitic stainless steel for the main pipe sections.
You might wonder why almost every exhaust system uses austenitic stainless steel. The answer comes down to performance and reliability. Grade 304 is the most popular choice for exhaust pipes. It stands up to harsh road conditions, moisture, and heat. You get a pipe that resists rust and keeps looking good for years.
Check out this table to see why austenitic stainless steels are so common in exhaust systems:
Characteristic | Explanation | Relevant Grades | Application in Exhaust Systems |
|---|---|---|---|
Corrosion Resistance | Protects against oxidation and acid attack | 310, 321 | Keeps exhaust pipes strong in tough environments |
High-Temperature Strength | Maintains shape and strength under exhaust heat | 310, 321 | Prevents sagging or failure in hot sections |
Weldability | Easy to weld without special heat treatments | 310, 321 | Lets you build and repair exhaust systems easily |
Non-Magnetic Nature | Won’t interfere with electronics | 300 series | Safe for modern vehicles with lots of sensors |
Ductility and Formability | Easy to bend and shape for custom exhaust pipe designs | 310, 321 | Perfect for tight bends and complex exhaust layouts |
Resistance to Sensitization | Resists grain boundary corrosion at high temperatures | 321 | Extends the life of exhaust parts exposed to heat |
Most cars in the US, Europe, and Japan use stainless steel for their exhaust systems. More than half of all stainless steel in cars goes into the exhaust. Even though some newer systems use ferritic grades for cost reasons, austenitic stainless steel remains the top pick for high-performance and long-lasting exhaust pipes.
If you plan to weld your exhaust system, you’ll love working with austenitic stainless steel. These steels have a high nickel content, which gives you smooth, clean welds. You don’t need special heat treatments, and you can count on strong joints that resist corrosion.
Austenitic stainless steel stands out from ferritic and martensitic types. Ferritic stainless steel can be tricky to weld because it forms coarse grains and loses toughness. Martensitic stainless steel cracks easily and doesn’t handle welding heat well. With austenitic stainless, you get:
Superior weldability for all your exhaust pipe joints
Reliable corrosion resistance at every weld
Less risk of warping or cracking during fabrication
Note: Always use the right filler rod for your stainless steel grade. This keeps your welds strong and your exhaust system leak-free.
Getting your 3-inch stainless steel exhaust pipe to fit perfectly starts with the right cutting and sizing methods. You want clean, accurate cuts that make welding easier and help your system last longer. Here’s a simple process you can follow:
Use a band saw or chop saw with a blade made for stainless steel. These tools give you straight, smooth cuts and keep the heat-affected zone small.
After cutting, grab a file or a deburring tool. Smooth out the inside and outside edges of the pipe. This step removes sharp spots and helps your welds look professional.
Test-fit each section. Sometimes you need to tap the pipe gently with a rubber mallet or adjust it with a hammer and dolly. You want a tight fit-up before you start welding.
If your tubing is thick, you might need to bevel the edges with a grinder. This helps you get better weld penetration and a stronger joint.
Tip: Always double-check your measurements before you cut. A small mistake here can throw off your whole project.
Proper cleaning is a huge part of weld preparation. Stainless steel needs to be spotless before you weld, or you risk weak joints and ugly discoloration. Here’s how you can get your pipe ready:
Wash the pipe with warm water and a little dish soap. Use a soft cloth or non-abrasive sponge to wipe away dirt and grease.
For stubborn stains, pick a stainless steel cleaner that won’t scratch or damage the surface.
Clean both the inside and outside. A flexible brush dipped in soapy water works great for the interior. Rinse everything with warm water.
Dry the pipe completely with a soft towel. Water spots can cause problems later.
Right before welding, wipe the weld area with acetone and a clean rag. This removes any last traces of oil or residue.
Note: Avoid harsh chemicals or abrasive pads. They can scratch the pipe and make it more likely to rust.
Before you start welding, take a few minutes to inspect your pipe sections. This step can save you a lot of trouble down the road.
Look for cracks, dents, or deep scratches. Even small defects can weaken your welds.
Check the ends of each pipe for roundness. Out-of-round pipes make it hard to get a tight fit-up.
Make sure there are no leftover burrs or metal shavings from cutting and sizing.
If you spot any issues, fix them now. Use a file, grinder, or sandpaper to smooth out rough spots.
Callout: Careful preparation and inspection help you avoid leaks and make your exhaust system last longer.

Getting a tight fit-up is one of the most important steps when you weld a 3-inch stainless steel exhaust. You want each section to line up perfectly, with no big gaps or uneven edges. If you rush this part, you’ll end up fighting leaks and weak welds later. Start by dry-fitting every piece. Slide the ends together and check for smooth transitions. If you see daylight between the joints, use a file or grinder to adjust the edges until they meet cleanly. A proper fit-up makes welding easier and helps your exhaust last longer.
Tip: Hold the pipes up to a bright light. If you spot any gaps, keep working until the fit is tight all the way around.
You need steady hands and solid support to keep everything in place while you weld. Clamps and fixtures make this job much easier. For stainless steel exhaust work, you can use special header clamps or even modify a regular hose clamp. Just grind a small slot in the clamp. This lets you tack weld through the slot, then move the clamp around the joint to tack other spots. This trick gives you a stable hold and lets you work all the way around the pipe.
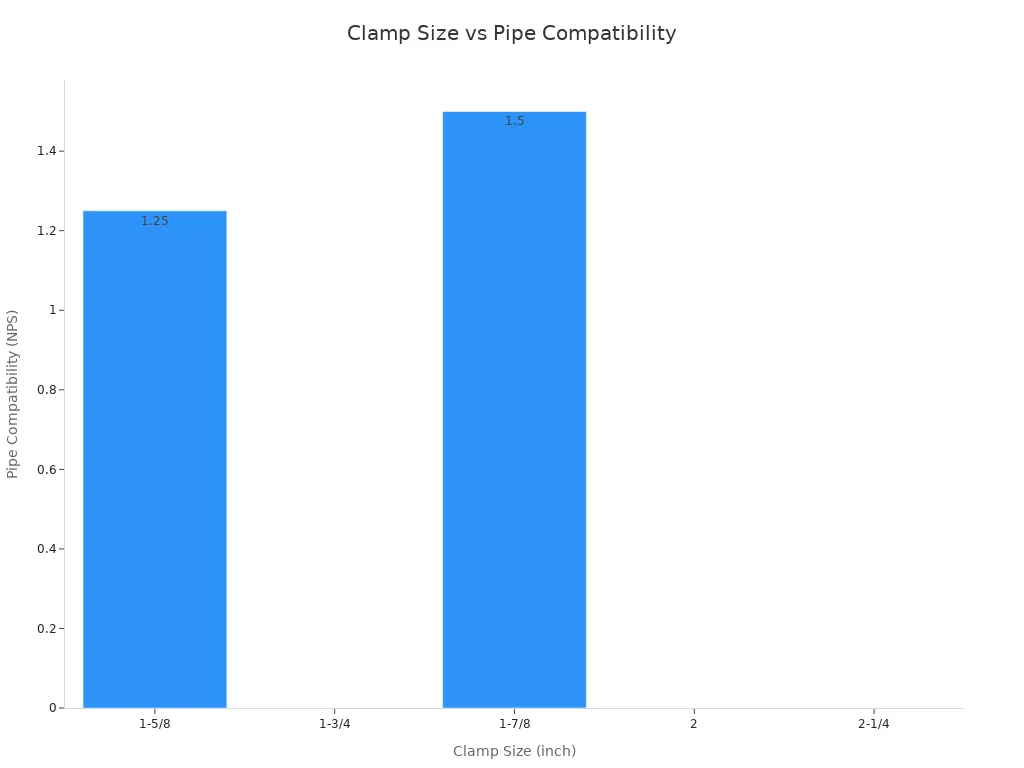
Here’s a quick look at some clamp sizes and their uses:
Clamp Size (inch) | Pipe Compatibility (NPS) | Material | Features |
|---|---|---|---|
1-5/8 | 1-1/4 (1.660 inch OD) | Stainless Steel | Great for header fabrication, mix and match sizes |
1-3/4 | N/A | Stainless Steel | Fits many exhaust setups |
1-7/8 | 1-1/2 (1.90 inch OD) | Stainless Steel | Works for step header assembly |
2 | N/A | Stainless Steel | Versatile for different pipes |
2-1/4 | N/A | Stainless Steel | Useful for larger exhaust sections |
These clamps hold your fit-up steady and help you get gap-free joints. You can mix and match sizes to fit different sections of your exhaust.
Note: Always double-check your alignment before you start welding. A small shift now can cause big problems later.
Once you have your fit-up and clamping sorted, it’s time to tack weld. Tack welds are small, quick welds that hold everything together before you run the final bead. Place a tack at the top, bottom, and both sides of each joint. This keeps the pipe from moving or warping as you finish the weld. Move the clamp around as you go, using the slot to reach new spots. After you tack all the way around, remove the clamp and check your alignment one more time.
If you see any movement or gaps, fix them now. Good tack welds make the final welding much smoother and help you avoid surprises. Remember, a little extra time spent on proper fit-up and alignment pays off with a stronger, better-looking exhaust.
If you want your 3 stainless steel exhaust pipe to last, you need to use the right welding technique. TIG welding stands out as the best choice for this job. It gives you clean, strong welds and helps you avoid common problems like warping or leaks. Here are some tips for welding that will help you get professional results:
Always clean the stainless steel pipe before you start. Use a wire wheel or a rust remover to get rid of any dirt or oil.
Disconnect your car’s negative battery terminal. This protects your electronics from the welding current.
TIG welding works best for stainless exhaust pipes. It is more forgiving than MIG welding and gives you better control.
Try weld sequencing. Tack weld several points around the joint first. Then connect these points with short welds. This technique helps you avoid warping and keeps your exhaust system straight.
Make sure your workspace has good ventilation. Welding stainless steel can create fumes, so keep the air moving.
Tip: Take your time with each weld. Rushing can lead to weak spots and poor corrosion resistance.
You might wonder if you should use TIG or MIG welding for your exhaust system. Both methods have their place, but TIG welding is usually the top pick for 3-inch stainless steel exhaust pipes. Let’s break down the differences:
Aspect | TIG Welding | MIG Welding |
|---|---|---|
Weld Quality | Precise, clean welds with almost no spatter. Great for thin stainless steel pipes. | Strong, clean welds with minimal spatter. Good for thicker pipes but less precise. |
Excellent. TIG keeps heat low and protects the metal, so your welds last longer. | Lower. More heat can damage the pipe and make it rust faster. | |
Ease of Use | Harder to learn. Slower process. Needs more skill and better equipment. | Easier to learn. Faster. Good for big jobs or thick pipes. |
TIG welding gives you more control and better corrosion resistance. You get smooth, professional-looking welds that hold up over time. MIG welding is faster and easier, but it can leave your exhaust system more open to rust and leaks. For most custom or performance exhaust work, TIG is the way to go.
Note: If you’re new to welding, start with some practice pieces before working on your actual exhaust.
Choosing the right filler metal and shielding gas is key to strong, long-lasting welds. For a 3 stainless steel exhaust pipe, you want to match your filler rod to the grade of your pipe. ER308L or ER308LSi rods work well for most 304 stainless steel exhaust systems. If you’re joining different metals, try ER309 filler rod for better compatibility.
The shielding gas you use also matters. Pure argon is the standard for TIG welding stainless steel. It protects the weld pool from air, which keeps your welds clean and boosts corrosion resistance. For thicker pipes, you can add a little helium to the mix. This helps the weld penetrate deeper and makes the weld bead smoother.
Here’s a quick look at the best choices:
Welding Process | Recommended Filler Metals | Shielding Gases | Effects on Weld Integrity |
|---|---|---|---|
TIG (GTAW) | Match rod to stainless steel grade (ER308L, ER308LSi, ER309 for dissimilar metals) | Argon (pure); Argon + Helium for thick pipes | Argon stops oxidation, keeps welds clean, and improves corrosion resistance. Helium helps with thicker pipes. |
MIG (GMAW) | Stainless steel wire matching pipe grade | Argon with a little CO2 | Argon keeps welds clean. CO2 helps with arc stability but can lower corrosion resistance. |
Callout: Always store your filler rods and wire in a dry place. Moisture can cause porosity and weaken your welds.
With the right filler metal and shielding gas, you’ll get welds that look great and last for years. This is one of the most important tips for welding any stainless steel exhaust system.
Back purging is a game-changer when you weld a 3 stainless steel exhaust pipe. If you want your welds to last and look professional, you need to protect the inside of the pipe from oxygen. When you weld stainless steel, the outside might look fine, but the inside can turn rough and crusty if you skip back purging. This roughness is called "sugaring," and it leads to weak spots and rust.
You can avoid these problems by filling the inside of your exhaust system with argon gas before you start welding. Argon pushes out the oxygen and nitrogen, creating a safe zone for your weld. This technique keeps the inside of your welds flat, shiny, and free from valleys or cracks. You get a weld that is just as strong and clean on the inside as it is on the outside.
Tip: Always use argon for back purging. It keeps your welds free from blackened surfaces and ugly oxidation. Your exhaust will stay strong, and you won’t have to worry about corrosion sneaking in later.
When you back purge, you also boost the corrosion resistance of your stainless steel exhaust system. The welds stay smooth, and you avoid the formation of chromium carbides that can eat away at your pipe over time. If you want your exhaust to handle vibration, heat, and road salt, don’t skip this step. Back purging is one of the most important tips for welding stainless steel pipes.
Pulse TIG welding is a smart technique for working on stainless steel exhaust pipes. You control the heat by switching between high and low amperage very quickly. This helps you keep the weld pool stable and prevents the pipe from getting too hot.
Here’s a quick table to help you set up your welder for 3-inch exhaust work:
Parameter | Recommended Setting/Range | What It Does for Your Welds |
|---|---|---|
Peak Amperage | Set as usual for TIG welding | Gives you the power for full penetration |
Pulse Frequency | 100-250 pulses per second (PPS) | Narrows the bead, increases penetration, and cuts down heat input |
Peak Time | 40-60% of each pulse cycle | Controls bead width and heat |
Background Amperage | 25-40% of peak amperage | Lowers heat input, keeps puddle fluid |
When you use pulse settings, you can shrink the heat-affected zone and reduce the risk of warping your exhaust system. The weld bead stays narrow, and you get deeper penetration without overheating the pipe. This is especially helpful when you want your welds to look neat and last a long time.
Note: Start with 100 PPS and adjust as you get comfortable. Higher frequencies help you keep the weld tight and the pipe cool.
Pulse welding is a great way to control the heat and get consistent results. If you want to master welding stainless steel, learning to use pulse settings will make your exhaust projects much easier.
Heat control is everything when you weld stainless steel exhaust pipes. Too much heat can warp your pipe, ruin the corrosion resistance, and make your welds brittle. You want to keep the weld and the area around it out of the danger zone—between 950 and 1,500 °F. Staying in this range for too long can cause the steel to lose its protective layer and start to rust.
Here are some simple ways to control heat input:
Make sure your pipe fit-up is tight. Gaps force you to dwell longer with the torch, which adds heat.
Use short welds and let the pipe cool between passes.
Choose low-carbon filler metals when possible. They help prevent the formation of chromium carbides, which hurt corrosion resistance.
Try regulated metal deposition (RMD) for the root pass and pulsed welding for the fill and cap passes. These processes let you weld faster without overheating the pipe.
Keep your welding speed up—aim for 6 to 12 inches per minute if you can.
Callout: If you can’t use low-carbon filler, pay extra attention to your heat input. This keeps your exhaust system strong and rust-free.
By following these tips for welding, you protect your 3 stainless steel exhaust pipe from warping and keep the corrosion resistance high. Good heat control means your exhaust system will last longer and look better, even after years of use.
After you finish welding your exhaust, you need to clean the welds to keep your system strong and rust-free. Stainless steel welds pick up heat tint, oxides, and other contamination during welding. If you leave these on the surface, your exhaust can start to corrode much faster than you expect.
Here’s how you can get your welds looking great and protected:
Use a pickling paste (acid-based) to remove oxidation and discoloration from the weld area. This chemical cleaning step restores the corrosion resistance of your stainless steel exhaust.
Try electropolishing if you want a super-smooth finish and even better corrosion protection. This method works well for high-end or show-quality exhaust systems.
Always use a stainless steel wire brush or Scotch Brite pad for mechanical cleaning. Never use brushes that have touched carbon steel, or you risk contaminating your exhaust.
After chemical cleaning, rinse the welded area with clean water. This step removes any leftover acid and keeps your exhaust safe.
For the best results, combine brushing with pickling. This two-step process removes both surface dirt and deeper impurities.
Tip: Passivation after cleaning can boost the protective layer on your stainless steel exhaust. This extra step helps your system fight off rust for years.
Once your welds are clean, it’s time to check for any problems. You want your stainless steel exhaust to last, so don’t skip this inspection step. Start with a good visual inspection. Look for cracks, porosity, undercut, or any signs of slag. A flashlight helps you spot small defects on the surface.
For a deeper look, you can use more advanced inspection methods:
Radiographic inspection (X-ray) lets you see inside the weld. This method finds hidden defects that could cause leaks or weak spots in your exhaust.
Phased Array Ultrasound Testing (PAUT) uses sound waves to scan the weld. It works well for complex shapes and can find flaws near the root or inside the weld.
Surface wave techniques, like Eddy Currents or ACFM, help you check the crown of the weld for cracks or other issues.
If you only have access to one side of the weld, Electromagnetic Acoustic Transducer (EMAT) probes can help you inspect the root area.
Note: Always calibrate your inspection tools using reference blocks. This step makes sure your results are accurate and reliable.
A careful inspection gives you peace of mind. You know your stainless steel exhaust is solid, leak-free, and ready for the road.
When you install a 3-inch stainless steel exhaust, you want everything to stay tight and rattle-free. The right way to use clamps and hangers makes a huge difference in how your system performs and lasts. Let’s break down the best practices so you get a secure, leak-free fit every time.
First, always clean the pipe surfaces before you start. Dirt or rust can stop the clamps from sealing well. Measure the outer diameter of your pipes and pick the right size clamp. If the clamp is too big or too small, you might get leaks or even damage the pipe.
You have a few clamp options for your exhaust:
Band clamps work best for stainless steel tubing. They have a wide surface and don’t crush the pipe. Place the clamp over the joint, line it up, and tighten both sides evenly. This gives you a tight seal and keeps the joint looking clean.
U-bolt clamps are common, but you need to be careful. Put the U-bolt over the joint and tighten the nuts a little at a time. If you go too tight, you can deform the pipe and cause leaks.
V-band clamps are great for high-performance or turbo setups. You need to weld flanges to the pipe ends first. Then, fit the v-band clamp around the flanges and tighten it. Always check the alignment to avoid leaks.
Tip: Use a torque wrench to tighten clamps to the manufacturer’s specs. This helps you avoid over-tightening and keeps your exhaust pipes in good shape.
Now, let’s talk about hangers. These support the weight of your exhaust and stop it from sagging or rattling. Place hangers at key points along the system, especially near bends or heavy sections. Stainless steel hangers last longer and resist rust, so they’re a smart choice for any installation.
Here’s how you can use clamps and hangers for the best results:
Position pipe hanger clamps to add extra support and reduce stress on the exhaust.
After installation, check for leaks and make sure everything lines up. Run your engine and listen for any rattles or odd noises.
Re-check clamp tightness after a few heat cycles. Pipes expand and contract, so a quick check keeps your system sealed.
If you want to go the extra mile, you can use high-temperature exhaust sealant or flexible couplings. These help your system handle vibration and thermal expansion.
Note: Always choose stainless steel clamps and hangers for the best corrosion resistance. This keeps your exhaust looking and working great, even in tough weather.
When you use clamps and hangers the right way, your installation will stay solid and trouble-free for years.
You’ve finished installing your 3-inch stainless steel exhaust pipe. Now, you want to make sure there are no leaks before you hit the road. Even a tiny leak can cause noise, reduce performance, or let fumes into your car. Here’s how you can check your work and make sure your exhaust system is sealed tight.
Pressurize the System
Start by making sure the exhaust is cool. Insert a shop vacuum hose into the tailpipe and seal it with tape. Set the vacuum to blow air into the exhaust. You only need a little pressure—about 3 to 5 psi is enough. Don’t overdo it, or you might damage the system.
Spray Soapy Water
Mix up a solution of dish soap and water in a spray bottle. Spray this soapy water on every joint, clamp, and weld. Watch closely. If you see bubbles forming, you’ve found a leak. Bubbles mean air is escaping through a gap.
Check All Connections
Pay extra attention to slip joints, band clamps, and welded seams. These spots are the most likely places for leaks to show up. Move slowly and check each area from different angles.
Look for Visual Clues
Sometimes, leaks leave behind clues. Look for gray or black sooty marks, or yellow stains around joints and clamps. These stains often show where exhaust gases have been escaping.
Inspect for Damage
Use a flashlight to check for cracks, bulges, or thin spots in the pipe. If you see any metal that looks weak, poke it gently with an awl. Soft or pitted areas can turn into leaks over time.
Submerge Small Parts (Optional)
If you have a section of pipe off the car, you can submerge it in water while it’s pressurized. Bubbles in the water will show you exactly where the leak is.
Tip: Always check your clamps and hangers after a few heat cycles. Pipes expand and contract, which can loosen connections and create new leaks.
Not all clamps seal the same way. Band clamps usually give you the best seal for stainless steel pipes. U-bolt and saddle-style clamps work, but you need to install them carefully. Make sure you have enough pipe overlap inside the clamp. Tighten clamps evenly to avoid crushing the pipe or leaving gaps.
Note: A good leak check now saves you from headaches later. Take your time and double-check every joint. Your exhaust will sound better, last longer, and keep you safe.
Overheating is one of the biggest mistakes you can make when welding a 3-inch stainless steel exhaust pipe. If you let the pipe get too hot, you risk warping the metal and ruining the corrosion resistance. You might notice the pipe turning blue or purple near the weld. That’s a clear sign you’ve gone too far with the heat.
When you use too much heat, the weld area can become brittle. This makes your exhaust more likely to crack or fail down the road. High heat also destroys the protective layer on stainless steel, which means rust can start to form much faster. If you use the wrong welding technique, like running a continuous bead around the pipe, you increase the risk of overheating and warping.
Tip: Use weld sequencing. Tack weld at several points around the joint, then connect those tacks with short welds. This helps you control heat and keeps your pipe straight.
Here’s a quick look at what can go wrong if you don’t control the heat:
Common Mistake | Consequence / Risk | Recommended Practice |
|---|---|---|
Improper welding technique (continuous weld) | Warping, weak welds | Use weld sequencing and short welds |
TIG welding with slow speed or high heat input | Risk of warping, inconsistent weld | Keep a steady pace and watch your amperage |
If you skip cleaning before welding, you set yourself up for trouble. Dirt, oil, or rust on the pipe can cause poor weld connection and weak joints. You might see porosity, spatter, or even cracks in your welds. These defects lower the corrosion resistance and can lead to leaks.
Always clean your pipes with a stainless steel wire brush or a rust remover. Wipe the area with acetone right before you start welding. This step removes any last traces of oil or residue. If you weld on unclean surfaces, you risk having to redo your work or, worse, ending up with an exhaust that fails early.
Note: Never use a brush that has touched carbon steel. Even a little contamination can ruin your weld’s corrosion resistance.
Bad fit-up is another mistake that can cause big problems. If your pipe sections don’t line up well, you’ll have gaps that are hard to fill. This forces you to dwell longer with the torch, which adds heat and increases the risk of warping. Poor fit-up also makes it tough to get a strong, leak-free weld.
You need to check every joint before welding. Make sure the ends are round and smooth. Use clamps and hangers to hold everything steady. This helps you get a tight, even fit-up and keeps your welds looking professional.
Here’s a table showing how these mistakes can affect your project:
Welding Mistake | Resulting Weld Defects | Consequences / Impact |
|---|---|---|
Welding on unclean surfaces | Weak joints, porosity | Reduced strength, poor corrosion resistance |
Not using clamps and hangers | Misalignment, bad fit-up | Leaks, inaccurate cuts, extra rework |
Improper welding technique | Warping, weak welds | Shorter exhaust life, more repairs needed |
Callout: Always double-check your fit-up before you start welding. A little extra time here saves you from headaches later.
Don’t forget about ventilation. Welding in a closed space without proper ventilation can expose you to toxic fumes. Always make ventilating the area a priority for your health and safety.
If you skip back purging when welding stainless steel exhaust pipes, you set yourself up for trouble. Back purging means filling the inside of the pipe with argon gas while you weld. This step protects the inside of your weld from oxygen. Many people think they can get away without it, but the results tell a different story.
When you don’t back purge, the inside of your weld gets exposed to air. Oxygen reacts with the hot stainless steel and creates a rough, crusty surface called “sugaring.” You might not see it from the outside, but inside the pipe, the weld looks black and gritty. This weakens the joint and makes it much more likely to rust. Over time, that rough surface can trap moisture and debris. Your exhaust system will start to corrode from the inside out.
Here’s what can go wrong if you skip back purging:
Sugaring: The inside of the weld turns gray or black and gets rough. This is a sign of oxidation.
Weaker Welds: The weld loses strength and can crack or fail under stress.
Corrosion: The rough surface traps water and salt, speeding up rust.
Leaks: Poor weld quality can lead to exhaust leaks, which hurt performance and safety.
Tip: Always use pure argon for back purging. Don’t try to save money by using CO₂ or compressed air. Only argon will protect your weld from oxidation.
You don’t need fancy equipment to back purge. You can use a simple setup:
Tape off both ends of the pipe, leaving a small hole for the argon hose.
Insert the hose and let argon flow for a minute to flush out the air.
Start welding while the argon keeps flowing inside the pipe.
Keep the flow going until the weld cools down.
A little extra time spent on back purging pays off. Your welds will look better, last longer, and resist rust. If you want your 3-inch stainless steel exhaust to stay strong and leak-free, never skip this step.
Callout: Back purging isn’t just for pros. Even if you’re new to welding, you can set up a basic purge system with some tape, a hose, and a bottle of argon. Your future self will thank you!
Before you start, make sure you have everything ready. This step saves you time and helps you avoid mistakes later.
Double-check your pipe measurements. Lay out all the pieces and see if they fit together.
Clean every pipe section with acetone and a stainless steel wire brush. Remove any oil, dirt, or rust.
Inspect each pipe for dents, cracks, or sharp edges. Smooth out any rough spots with a file.
Gather all your tools—TIG welder, clamps, filler rods, and safety gear. Place them within easy reach.
Set up your workspace. Make sure you have good lighting and ventilation.
Disconnect your car’s battery if you’re working on the vehicle.
Test-fit the pipes and use clamps to hold them in place. Adjust until you get a tight fit-up.
Tip: A clean and organized setup makes the welding process much smoother.
Now you’re ready to weld. Follow these steps for strong, clean joints:
Double-check your fit-up. Pipes should touch all the way around with no big gaps.
Tack weld at several points around each joint. This keeps everything from moving.
Set your TIG welder to the right settings for stainless steel. Use pulse mode if your machine has it.
Start welding in short sections. Let the pipe cool between passes to prevent overheating.
Use back purging with argon gas. This protects the inside of the pipe from oxidation.
Watch your heat input. Move at a steady pace and avoid lingering in one spot.
Add filler rod as needed, matching the type to your pipe.
Inspect each weld as you go. Look for smooth, even beads with no holes or cracks.
Callout: Take your time with each weld. Rushing can lead to weak spots and more work later.
You’ve finished welding and cleaning your exhaust pipe. Now it’s time for the installation. This step is where all your hard work comes together. If you want your exhaust to last and perform well, follow these steps closely.
Gather Your Tools
Lay out your wrenches, socket set, clamps, and measuring tape. Keep everything within reach. Double-check that you have all the parts, including new gaskets and hardware.
Lift and Support the Vehicle
Use a hydraulic jack to lift your car. Place jack stands under solid points on the frame. Never crawl under a car supported only by a jack. Safety comes first.
Test-Fit the Exhaust Pipe
Slide the pipe into position under the car. Check that each section lines up with the mounting points. Look for any tight spots or places where the pipe might rub against the frame or suspension.
Install Hangers and Clamps
Attach the hangers to the factory mounting points. These support the weight of your exhaust and keep it from rattling. Use stainless steel clamps to connect each section. Tighten them evenly, but don’t crush the pipe. If you use v-band clamps, make sure the flanges line up before tightening.
Check Alignment and Clearance
Make sure the exhaust sits straight and doesn’t touch any moving parts. You want at least half an inch of clearance from the frame, fuel lines, and brake hoses. Adjust the position as needed.
Tighten Everything Down
Start at the front and work your way back. Tighten each clamp and bolt to the manufacturer’s specs. Use a torque wrench if you have one. Re-check the hangers to make sure they’re secure.
Inspect for Leaks and Rattles
Lower the car and start the engine. Listen for any rattles or leaks. If you hear a hiss or see bubbles when you spray soapy water on the joints, tighten the clamps a bit more.
Tip: After your first drive, check the installation again. Pipes can shift as they heat up and cool down. Retighten clamps and inspect the hangers for any movement.
A careful installation means your exhaust will stay quiet, leak-free, and strong for years. Take your time and double-check every step. You’ll thank yourself later!
You can get the best results on your 3 stainless steel exhaust pipe by following a few key steps. TIG welding gives you clean, strong welds on stainless pipes. Always clean every stainless steel surface and use the right shielding gas. Make sure your fit-up is tight and back purge the pipe to prevent corrosion.
Use the checklist for every project.
Wear proper safety gear, like a helmet and leather apron.
Watch TIG welding tutorials if you’re new.
Paying attention to these details helps your stainless exhaust last longer and look great.
You should weld in short sections and let the pipe cool between passes. Use clamps to hold everything steady. Keep your heat input low and move quickly. This helps you keep the pipe straight and strong.
Yes, you can use a MIG welder, but TIG welding gives you cleaner, stronger welds. MIG works better for thicker pipes. If you use MIG, pick the right wire and shielding gas for stainless steel.
Absolutely! Back purging protects the inside of your weld from oxidation. If you skip it, you risk weak, rusty welds. Even if you can’t see the inside, back purging keeps your exhaust leak-free and long-lasting.
Check for smooth, even beads with no holes or cracks. Tap the weld gently with a hammer. If it sounds solid and doesn’t crack, you did a good job. For extra peace of mind, spray soapy water and look for bubbles.
Use ER308L or ER308LSi filler rods for 304 stainless steel pipes. If you’re joining different metals, try ER309. Always match your filler rod to your pipe for the best results.
Use a stainless steel wire brush or pickling paste to remove heat tint and oxidation. Rinse with clean water after using chemicals. Never use a brush that touched carbon steel, or you might cause rust.
You can, but it’s harder. Make sure you disconnect the battery and protect nearby parts from sparks. Good ventilation is a must. If possible, remove the pipe for easier, safer welding.






