
aproape
Alegeți site-ul dvs
Global
Social Media

Autor: Site Editor Ora publicării: 2025-07-12 Origine: Site








Dacă doriți ca cele trei țevi de evacuare din oțel inoxidabil să reziste și să arate grozav, trebuie să vă concentrați pe câțiva pași cheie. Sudarea TIG vă oferă cele mai bune rezultate pentru lucrările de evacuare, dar trebuie să curățați temeinic fiecare suprafață din oțel inoxidabil. Chiar și puțin ulei sau rugina poate cauza porozitate sau stropire în sudurile dvs., stricând rezistența la coroziune. Asigurați-vă că montarea dvs. este strânsă și utilizați purjare din spate pentru a proteja interiorul țevii. Acest lucru previne arderea și menține evacuarea puternică și fără scurgeri.
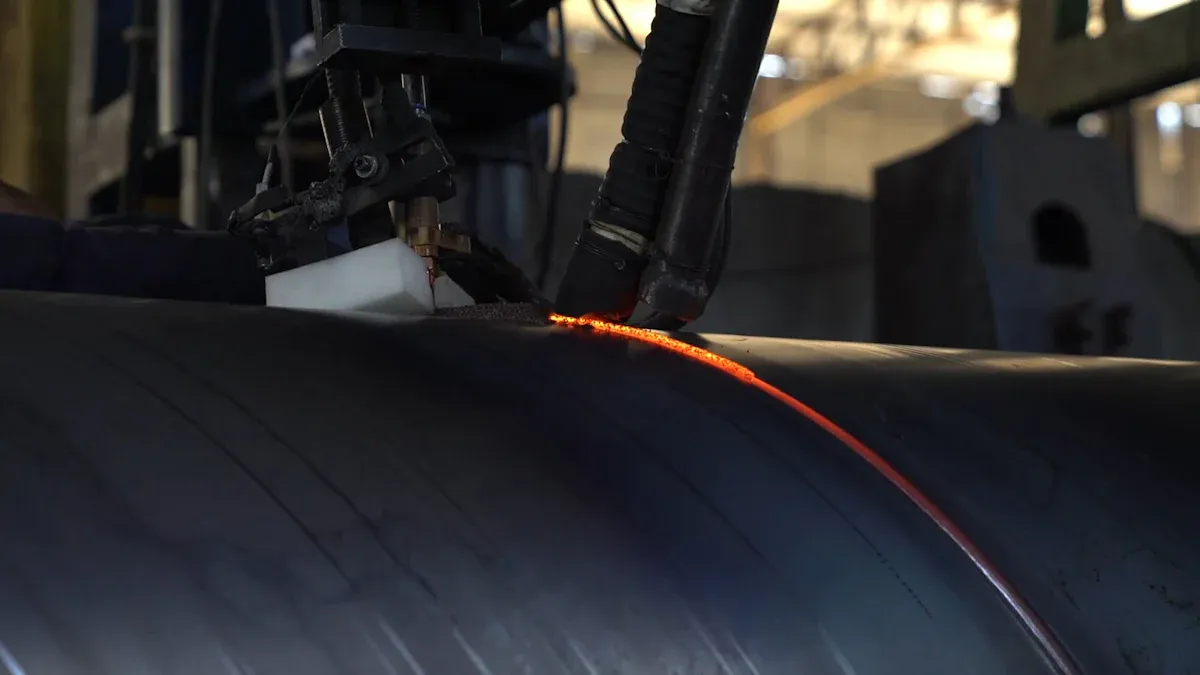
Utilizați sudarea TIG pentru suduri curate și puternice Țevi de evacuare din oțel inoxidabil de 3 inci.
Curățați întotdeauna fiecare suprafață a țevii înainte de sudare pentru a evita îmbinările slabe și rugina.
Alegeți calitate corectă din oțel inoxidabil și tije de umplutură potrivite pentru cea mai bună rezistență la coroziune.
Asigurați-vă montarea strânsă și folosiți cleme pentru a menține țevile stabile pentru suduri netede, fără scurgeri.
Purjați interiorul conductei cu gaz argon pentru a proteja sudurile de oxidare și coroziune.
Controlați aportul de căldură prin sudarea în secțiuni scurte și lăsând conducta să se răcească pentru a preveni deformarea.
Purtați echipament de protecție adecvat, cum ar fi căști, mănuși și aparate de protecție pentru a vă proteja în timpul sudării.
Inspectați și curățați sudurile după terminare pentru a îndepărta decolorarea și pentru a verifica dacă există defecte.
Doriți să începeți cu echipamentul de sudură potrivit pentru a lucra la țevi de evacuare din oțel inoxidabil de 3 inci. Un sudor TIG este cea mai bună alegere pentru această lucrare. Mulți sudori recomandă AlphaTIG200X de la AHP, deoarece oferă un control și performanță deosebite, fără a pierde banii. De asemenea, vă puteți uita la mărci precum HTP pentru mașini și accesorii de încredere. Asigurați-vă că aveți o lanternă confortabilă, cum ar fi un cap flexibil și o pedală de picior sensibilă. Aceste detalii vă ajută să vă mențineți sudurile stabile și netede.
Veți avea nevoie de un cărucior de sudură pentru a vă muta configurația în spațiul de lucru. Păstrați la îndemână o perie de sârmă din oțel inoxidabil și o râșniță dedicată pentru curățarea țevii înainte de sudare. Utilizați cleme sau magneți puternici pentru a ține țevile pe loc. Fierul unghiular vă poate ajuta să mențineți totul aliniat. Nu uitați tijele de umplere—ER308LSi funcționează bine pentru majoritatea țevilor din oțel inoxidabil austenitic, dar este posibil să aveți nevoie de un tip diferit dacă îmbinați metale diferite. Potriviți întotdeauna tija de umplere cu gradul de oțel inoxidabil pe care îl sudați.
Sfat: Curățați fiecare îmbinare cu acetonă și o perie de sârmă din oțel inoxidabil înainte de a începe sudarea. Chiar și puțin ulei sau rugină vă poate strica sudura.
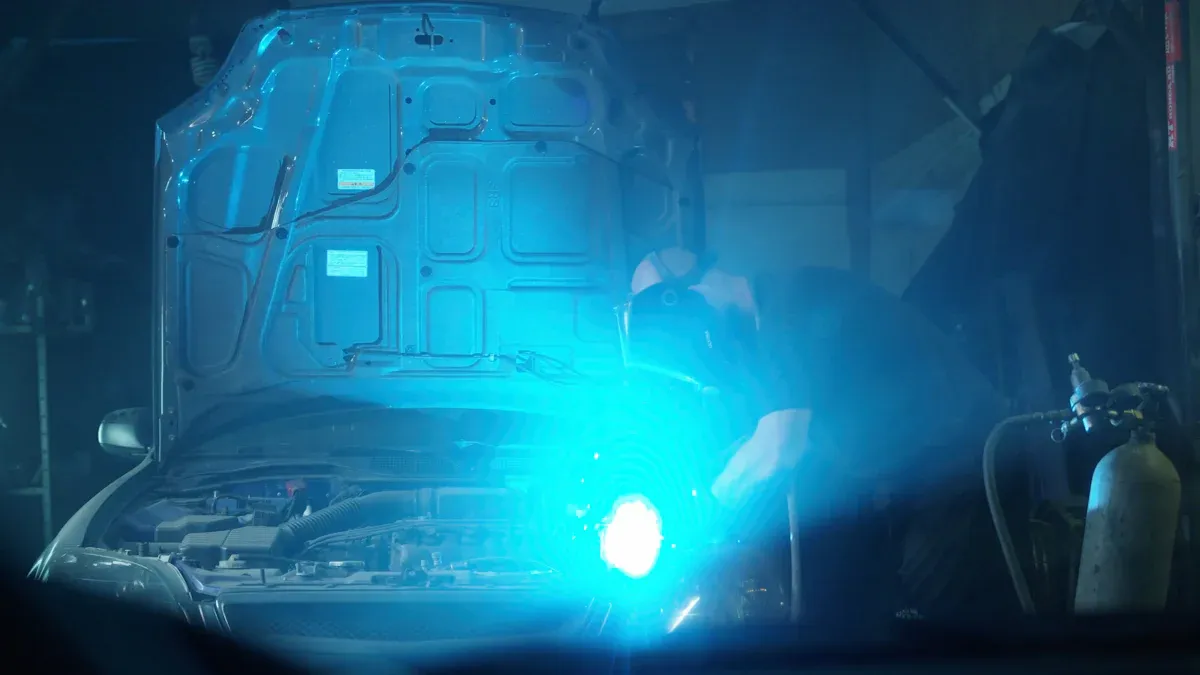
Sudarea oțelului inoxidabil creează căldură intensă și fumuri periculoase, așa că trebuie să vă protejați. Purtați întotdeauna o cască de sudură cu întunecare automată, cu o lentilă care îndeplinește standardele ANSI și AWS. Sub cască, puneți ochelari de protecție cu scuturi laterale (aprobate Z87.1) pentru a vă proteja împotriva scânteilor și a resturilor.
Alegeți mănuși grele, rezistente la flacără și o jachetă de sudură sau șorț din lână sau bumbac tratat. Cizmele din piele cu degetele de siguranță și acoperirea gleznelor vă țin picioarele în siguranță. Dacă lucrați într-un spațiu cu ventilație slabă, utilizați un respirator care se potrivește bine și este evaluat pentru vapori de sudură. Igiena bună și verificările regulate ale echipamentului vă ajută să rămâneți în siguranță și confortabil în timpul sesiunilor lungi de sudare.
Când alegeți materiale, concentrați-vă pe calitatea potrivită de oțel inoxidabil pentru sistemul dvs. de evacuare. Majoritatea țevilor de eșapament auto folosesc clase precum 304, 321 sau 409. Fiecare grad are propriile sale puncte forte:
Clasa de oțel inoxidabil |
Utilizare comună în țevile de evacuare |
Proprietăți cheie |
|---|---|---|
304 |
Evacuare generală pentru autovehicule |
Rezistență bună la coroziune și căldură, ușor de sudat |
321 |
Sisteme de evacuare la temperaturi ridicate |
Stabilizat cu titan, rezistă la crăpare după sudare |
409 |
Evacuări rentabile |
Feritic, sudabilitate bună, rezistență moderată la coroziune |
De asemenea, veți avea nevoie de tije de umplere din oțel inoxidabil care se potrivesc cu țeava dvs. Asigurați-vă că țevile dumneavoastră nu prezintă defecte și că au grosimea potrivită - de obicei aproximativ 1 mm pentru lucrările de evacuare. Păstrați spațiul de lucru ordonat, bine iluminat și bine ventilat pentru a îmbunătăți atât siguranța, cât și calitatea sudurii. Utilizați cleme pentru a menține totul stabil în timpul sudării și instalării. Cu instrumentele și materialele potrivite, vă veți pregăti pentru suduri puternice, curate, care durează.
Instalarea corectă a țevii de evacuare din oțel inoxidabil de 3 inci înseamnă utilizarea celor mai bune instrumente pentru muncă. Vrei ca sistemul tău să se potrivească bine, să rămână în siguranță și să reziste mult timp. Să defalcăm instrumentele de instalare indispensabile care fac procesul neted și fără stres.
Chei și seturi de prize
Veți folosi aceste instrumente aproape la fiecare pas. Cheile și seturile de prize vă ajută să strângeți șuruburile, piulițele și clemele. Ele vă oferă controlul de care aveți nevoie pentru a evita strângerea excesivă, care vă poate deteriora țevile din oțel inoxidabil. Păstrați atât dimensiunile metrice, cât și cele standard la îndemână. Nu știi niciodată cu ce te vei lovi sub mașină.
Cleme de evacuare
Aceste cleme conectează diferite secțiuni ale țevii de evacuare. Ei țin totul împreună și opresc scurgerile. Alegeți clemele din oțel inoxidabil pentru cea mai bună potrivire și cea mai lungă durată de viață. Când le strângeți, asigurați-vă că sunt bine, dar nu zdrobesc țeava. O clemă bună vă menține sistemul etanș și fără zdrăngănit.
Umerașe pentru evacuare
Umerașele susțin greutatea eșapamentului și o mențin pe loc. De asemenea, absorb vibrațiile, astfel încât călătoria dumneavoastră să rămână silențioasă. Folosiți umerase suplimentare dacă doriți și mai multă stabilitate. Fixați fiecare cuier de punctele de montare de pe cadrul mașinii dvs. Acest pas vă împiedică evacuarea să se lase sau să se miște în timp.
Bandă de măsurare și marker
Măsurătorile precise fac o mare diferență. Utilizați o bandă de măsurare pentru a verifica lungimile și distanța dintre țevi. Marcați tăieturile și punctele de montare cu un marker luminos. Acest lucru vă ajută să evitați greșelile și să economisiți timp în timpul instalării.
Ciocul de cauciuc
Uneori, țevile au nevoie de o atingere blândă pentru a se potrivi. Un ciocan de cauciuc vă permite să introduceți piesele în poziție fără să zgâriați sau să zgâriați oțelul inoxidabil. Este un instrument simplu, dar face o mare diferență.
Suporturi și cric hidraulic
Siguranța pe primul loc. Ridicați întotdeauna mașina cu un cric hidraulic și sprijiniți-o cu suporturi de cric. Niciodată să nu ai încredere doar în mufă. Standurile Jack vă țin în siguranță în timp ce lucrați sub vehicul.
Mănuși de protecție
Marginile din oțel inoxidabil pot fi ascuțite. Purtați mănuși pentru a vă proteja mâinile de tăieturi și zgârieturi. De asemenea, veți obține o aderență mai bună a uneltelor și a pieselor.
Sfat: așezați toate instrumentele înainte de a începe. Acest lucru economisește timp și vă menține concentrat pe muncă.
Cu aceste instrumente, vă puteți alinia perfect țevile de eșapament și le puteți asigura pe termen lung. Fă-ți timp cu fiecare pas. Verificați de două ori alinierea înainte de a strânge totul. O evacuare bine instalată nu numai că arată grozav, dar are și performanțe mai bune și durează mai mult.
Când lucrezi cu țevi de eșapament, vei vedea oteluri inoxidabile austenitice peste tot. Aceste oțeluri aparțin seriei 300, precum 304 și 321. Au un amestec special de crom și nichel. Acest amestec le oferă niște calități unice care le fac perfecte pentru proiectele tale de evacuare.
Iată ce diferențiază oțelurile inoxidabile austenitice:
Rezistența remarcabilă la coroziune vă menține țeava de evacuare în siguranță de rugină și acid.
Natura nemagnetică înseamnă că nu se vor încurca cu senzorii sau electronicele din mașină.
Ductilitatea și duritatea ridicate vă permit să îndoiți și să modelați țeava fără a se crăpa.
Sudabilitatea superioară vă ajută să îmbinați piesele împreună.
Rezistența bună la temperatură înaltă ajută sistemul dumneavoastră de evacuare să gestioneze căldura.
Sfat: Dacă doriți ca evacuarea să dureze, alegeți întotdeauna oțel inoxidabil austenitic pentru secțiunile principale de țeavă.
S-ar putea să vă întrebați de ce aproape fiecare sistem de evacuare utilizează oțel inoxidabil austenitic. Răspunsul se rezumă la performanță și fiabilitate. Gradul 304 este cea mai populară alegere pentru țevile de evacuare. Rezistă condițiilor dure de drum, umidității și căldurii. Obțineți o țeavă care rezistă la rugină și continuă să arate bine ani de zile.
Consultați acest tabel pentru a vedea de ce oțelurile inoxidabile austenitice sunt atât de comune în sistemele de evacuare:
Caracteristică |
Explicaţie |
Note relevante |
Aplicație în sistemele de evacuare |
|---|---|---|---|
Rezistenta la coroziune |
Protejează împotriva oxidării și atacului acidului |
310, 321 |
Menține țevile de evacuare puternice în medii dificile |
Rezistență la temperatură ridicată |
Mentine forma si rezistenta sub caldura de evacuare |
310, 321 |
Previne slăbirea sau defecțiunea în secțiunile fierbinți |
Sudabilitate |
Ușor de sudat fără tratamente termice speciale |
310, 321 |
Vă permite să construiți și să reparați cu ușurință sistemele de evacuare |
Natura non-magnetică |
Nu va interfera cu electronica |
seria 300 |
Sigur pentru vehiculele moderne cu o mulțime de senzori |
Ductilitate și formabilitate |
Ușor de îndoit și modelat pentru modele personalizate de țevi de eșapament |
310, 321 |
Perfect pentru curbe strânse și configurații complexe de evacuare |
Rezistenta la sensibilizare |
Rezistă la coroziune la limită de cereale la temperaturi ridicate |
321 |
Prelungește durata de viață a pieselor de evacuare expuse la căldură |
Majoritatea mașinilor din SUA, Europa și Japonia folosesc oțel inoxidabil pentru sistemele lor de evacuare. Mai mult de jumătate din oțelul inoxidabil din mașini intră în evacuare. Chiar dacă unele sisteme mai noi folosesc calități feritice din motive de cost, oțelul inoxidabil austenitic rămâne alegerea de top pentru țevile de evacuare de înaltă performanță și de lungă durată.
Dacă intenționați să sudați sistemul de evacuare, vă va plăcea să lucrați cu el otel inoxidabil austenitic . Aceste oțeluri au un conținut ridicat de nichel, ceea ce vă oferă suduri netede și curate. Nu aveți nevoie de tratamente termice speciale și puteți conta pe îmbinări rezistente la coroziune.
Oțelul inoxidabil austenitic se distinge de tipurile feritice și martensitice. Oțelul inoxidabil feritic poate fi dificil de sudat, deoarece formează granule grosiere și își pierde duritatea. Oțelul inoxidabil martensitic crapă ușor și nu suportă bine căldura de sudare. Cu inoxidabil austenitic, obțineți:
Sudabilitate superioară pentru toate îmbinările țevilor de evacuare
Rezistență fiabilă la coroziune la fiecare sudură
Risc mai mic de deformare sau crăpare în timpul fabricării
Notă: Utilizați întotdeauna tija de umplere potrivită pentru calitatea dvs. de oțel inoxidabil. Acest lucru vă menține sudurile puternice și sistemul de evacuare fără scurgeri.
A se potrivi perfect țeava de evacuare din oțel inoxidabil de 3 inci începe cu metodele potrivite de tăiere și dimensionare. Doriți tăieturi curate, precise, care să facă sudarea mai ușoară și să vă ajute sistemul să dureze mai mult. Iată un proces simplu pe care îl puteți urma:
Utilizați un ferăstrău cu bandă sau un ferăstrău pentru tocat cu o lamă din oțel inoxidabil. Aceste instrumente vă oferă tăieturi drepte, netede și mențin zona afectată de căldură mică.
După tăiere, luați o pilă sau o unealtă de debavurat. Neteziți marginile interioare și exterioare ale țevii. Acest pas îndepărtează punctele ascuțite și ajută sudurile să arate profesionale.
Testează-te la fiecare secțiune. Uneori trebuie să bateți ușor țeava cu un ciocan de cauciuc sau să o reglați cu un ciocan și un cărucior. Vrei o potrivire strânsă înainte de a începe sudarea.
Dacă tubul tău este gros, ar putea fi necesar să teșiți marginile cu o râșniță. Acest lucru vă ajută să obțineți o mai bună penetrare a sudurii și o îmbinare mai puternică.
Sfat: verificați întotdeauna măsurătorile înainte de a tăia. O mică greșeală aici vă poate arunca întregul proiect.
Curățarea corectă este o parte importantă a pregătirii sudurii. Oțelul inoxidabil trebuie să fie impecabil înainte de a suda, altfel riscați îmbinări slabe și decolorare urâtă. Iată cum vă puteți pregăti țeava:
Spălați țeava cu apă caldă și puțin săpun de vase. Utilizați o cârpă moale sau un burete neabraziv pentru a șterge murdăria și grăsimea.
Pentru petele persistente, alegeți un produs de curățare din oțel inoxidabil care să nu zgârie și să nu deterioreze suprafața.
Curățați atât interiorul cât și exteriorul. O perie flexibilă înmuiată în apă cu săpun funcționează excelent pentru interior. Clătiți totul cu apă caldă.
Uscați complet țeava cu un prosop moale. Petele de apă pot cauza probleme mai târziu.
Imediat înainte de sudare, ștergeți zona de sudură cu acetonă și o cârpă curată. Acest lucru elimină ultimele urme de ulei sau reziduuri.
Notă: Evitați substanțele chimice dure sau tampoanele abrazive. Ele pot zgâria țeava și o pot face mai probabil să ruginească.
Înainte de a începe sudarea, luați câteva minute pentru a vă inspecta secțiunile de țeavă. Acest pas vă poate scuti de multe probleme pe drum.
Căutați crăpături, lovituri sau zgârieturi adânci. Chiar și micile defecte vă pot slăbi sudurile.
Verificați capetele fiecărei țevi pentru rotunjime. Țevile deformate fac dificilă o potrivire strânsă.
Asigurați-vă că nu există resturi de bavuri sau așchii de metal de la tăiere și dimensionare.
Dacă observați probleme, remediați-le acum. Utilizați o pilă, o râșniță sau un șmirghel pentru a netezi punctele aspre.
Indicație: pregătirea și inspecția atentă vă ajută să evitați scurgerile și să vă facă sistemul de evacuare să dureze mai mult.

Obținerea unei potriviri strânse este unul dintre cei mai importanți pași atunci când sudați un dispozitiv de 3 inchi evacuare din oțel inoxidabil . Doriți ca fiecare secțiune să se alinieze perfect, fără goluri mari sau margini neuniforme. Dacă grăbiți această parte, veți sfârși prin a combate scurgerile și sudurile slabe mai târziu. Începeți prin a monta uscat fiecare piesă. Glisați capetele împreună și verificați dacă există tranziții netede. Dacă vedeți lumina zilei între îmbinări, utilizați o pilă sau o râșniță pentru a regla marginile până când se întâlnesc curat. O montare corectă face sudarea mai ușoară și ajută la evacuarea să dureze mai mult.
Sfat: Țineți țevile până la o lumină puternică. Dacă observați orice goluri, continuați să lucrați până când potrivirea este strânsă în jur.
Aveți nevoie de mâini stabile și de sprijin solid pentru a menține totul pe loc în timp ce sudați. Clemele și dispozitivele de fixare fac această muncă mult mai ușoară. Pentru lucrările de evacuare din oțel inoxidabil, puteți utiliza cleme speciale pentru colector sau chiar puteți modifica o clemă de furtun obișnuită. Doar șlefuiți o mică fantă în clemă. Acest lucru vă permite să fixați sudura prin fantă, apoi să mutați clema în jurul îmbinării pentru a fixa alte puncte. Acest truc vă oferă o fixare stabilă și vă permite să lucrați în jurul țevii.
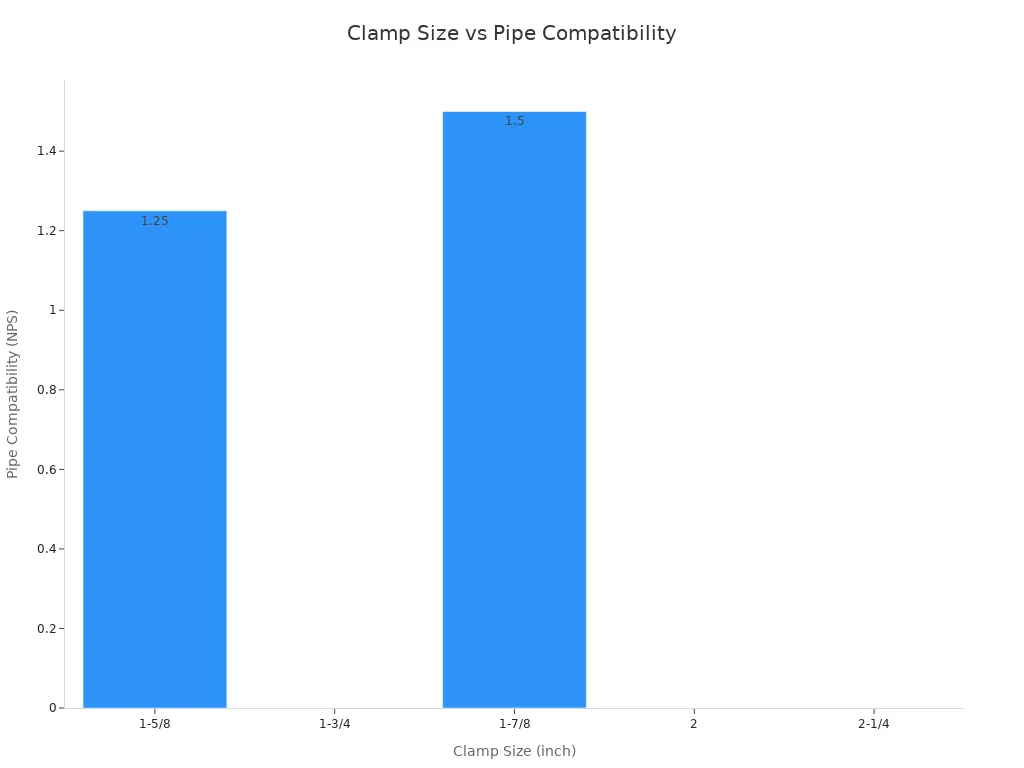
Iată o privire rapidă asupra unor dimensiuni de cleme și a utilizărilor acestora:
Dimensiunea clemei (inci) |
Compatibilitatea conductelor (NPS) |
Material |
Caracteristici |
|---|---|---|---|
1-5/8 |
1-1/4 (1,660 inchi OD) |
Oţel inoxidabil |
Excelent pentru fabricarea antetului, amestecați și potriviți dimensiunile |
1-3/4 |
N / A |
Oţel inoxidabil |
Se potrivește multor configurații de evacuare |
1-7/8 |
1-1/2 (1,90 inchi OD) |
Oţel inoxidabil |
Funcționează pentru asamblarea antetului pas |
2 |
N / A |
Oţel inoxidabil |
Versatil pentru diferite țevi |
2-1/4 |
N / A |
Oţel inoxidabil |
Util pentru secțiuni de evacuare mai mari |
Aceste cleme vă mențin fixarea stabilă și vă ajută să obțineți îmbinări fără goluri. Puteți combina și potrivi dimensiunile pentru a se potrivi diferitelor secțiuni ale evacuarii.
Notă: Verificați întotdeauna alinierea înainte de a începe sudarea. O mică schimbare acum poate cauza mari probleme mai târziu.
Odată ce ați sortat montarea și prindere, este timpul să faceți sudură. Sudurile de prindere sunt suduri mici, rapide, care țin totul împreună înainte de a rula cordonul final. Așezați o linie în partea de sus, de jos și de ambele părți ale fiecărei îmbinări. Acest lucru împiedică țeava să se miște sau să se deformeze pe măsură ce terminați sudarea. Deplasați clema pe măsură ce mergeți, folosind fanta pentru a ajunge la noi locuri. După ce ați lipit de tot, scoateți clema și verificați încă o dată alinierea.
Dacă vedeți orice mișcare sau goluri, remediați-le acum. Sudurile bune fac sudura finală mult mai lină și vă ajută să evitați surprizele. Amintiți-vă, puțin timp în plus petrecut pentru amenajarea și alinierea corespunzătoare se plătește cu o evacuare mai puternică și mai bine aspectată.
Dacă doriți ca cele 3 conducte de evacuare din oțel inoxidabil să reziste, trebuie să utilizați tehnica potrivită de sudare. Sudarea TIG se remarcă ca fiind cea mai bună alegere pentru această lucrare. Vă oferă suduri curate, puternice și vă ajută să evitați problemele comune precum deformarea sau scurgerile. Iată câteva sfaturi pentru sudare care vă vor ajuta să obțineți rezultate profesionale:
Curățați întotdeauna țeava de oțel inoxidabil înainte de a începe. Utilizați o roată de sârmă sau un agent de îndepărtare a ruginii pentru a scăpa de orice murdărie sau ulei.
Deconectați borna negativă a bateriei mașinii dvs. Acest lucru vă protejează electronicele de curentul de sudare.
Sudarea TIG funcționează cel mai bine pentru țevile de evacuare din inox. Este mai iertător decât sudarea MIG și vă oferă un control mai bun.
Încercați secvențierea sudurii. Mai întâi sudați mai multe puncte în jurul îmbinării. Apoi conectați aceste puncte cu suduri scurte. Această tehnică vă ajută să evitați deformarea și vă menține sistemul de evacuare drept.
Asigurați-vă că spațiul dvs. de lucru are o bună ventilație. Sudarea oțelului inoxidabil poate crea vapori, așa că mențineți aerul în mișcare.
Sfat: Fă-ți timp cu fiecare sudură. Grabita poate duce la puncte slabe și rezistență scăzută la coroziune.
S-ar putea să vă întrebați dacă ar trebui să utilizați sudarea TIG sau MIG pentru sistemul dvs. de evacuare. Ambele metode au locul lor, dar sudarea TIG este de obicei alegerea de top pentru țevile de eșapament din oțel inoxidabil de 3 inchi. Să defalcăm diferențele:
Aspect |
Sudarea TIG |
Sudarea MIG |
|---|---|---|
Calitatea sudurii |
Suduri precise, curate, aproape fără stropi. Excelent pentru țevi subțiri din oțel inoxidabil. |
Suduri puternice, curate, cu stropi minime. Bun pentru țevi mai groase, dar mai puțin precise. |
Excelent. TIG menține căldura scăzută și protejează metalul, astfel încât sudurile dumneavoastră durează mai mult. |
Mai jos. Mai multă căldură poate deteriora conducta și o poate face să ruginească mai repede. |
|
Ușurință în utilizare |
Mai greu de învățat. Proces mai lent. Are nevoie de mai multe abilități și echipamente mai bune. |
Mai ușor de învățat. Mai repede. Bun pentru lucrări mari sau țevi groase. |
Sudarea TIG vă oferă mai mult control și o rezistență mai bună la coroziune. Obțineți suduri netede, cu aspect profesional, care rezistă în timp. Sudarea MIG este mai rapidă și mai ușoară, dar vă poate lăsa sistemul de evacuare mai deschis la rugină și scurgeri. Pentru majoritatea lucrărilor de evacuare personalizate sau de performanță, TIG este calea de urmat.
Notă: Dacă sunteți nou în domeniul sudării, începeți cu câteva piese de exersare înainte de a lucra la evacuarea propriu-zisă.
Alegerea corectă a metalului de adaos și a gazului de protecție este cheia pentru suduri puternice și de lungă durată. Pentru o țeavă de evacuare din oțel inoxidabil 3, doriți să potriviți tija de umplere cu gradul țevii dvs. Tijele ER308L sau ER308LSi funcționează bine pentru majoritatea sistemelor de evacuare din oțel inoxidabil 304. Dacă îmbinați diferite metale, încercați tija de umplutură ER309 pentru o mai bună compatibilitate.
Contează și gazul de protecție pe care îl utilizați. Argonul pur este standardul pentru sudarea TIG a oțelului inoxidabil. Protejează bazinul de sudură de aer, ceea ce vă menține sudurile curate și crește rezistența la coroziune. Pentru țevi mai groase, puteți adăuga puțin heliu la amestec. Acest lucru ajută sudarea să pătrundă mai adânc și face cordonul de sudură mai neted.
Iată o privire rapidă asupra celor mai bune alegeri:
Procesul de sudare |
Metale de umplutură recomandate |
Gaze de protecție |
Efecte asupra integrității sudurii |
|---|---|---|---|
TIG (GTAW) |
Potriviți tija cu calitatea de oțel inoxidabil (ER308L, ER308LSi, ER309 pentru metale diferite) |
Argon (pur); Argon + Heliu pentru tevi groase |
Argonul oprește oxidarea, menține sudurile curate și îmbunătățește rezistența la coroziune. Heliul ajută la țevile mai groase. |
MIG (GMAW) |
Sârmă din oțel inoxidabil de calitate pentru țevi |
Argon cu putin CO2 |
Argonul menține sudurile curate. CO2 ajută la stabilitatea arcului, dar poate reduce rezistența la coroziune. |
Indicație: Depozitați întotdeauna tijele de umplere și sârma într-un loc uscat. Umiditatea poate cauza porozitate și vă poate slăbi sudurile.
Cu metalul de umplutură și gazul de protecție potrivite, veți obține suduri care arată grozav și durează ani de zile. Acesta este unul dintre cele mai importante sfaturi pentru sudarea oricărui sistem de evacuare din oțel inoxidabil.
Purjarea din spate este o schimbare atunci când sudați o țeavă de evacuare din oțel inoxidabil 3. Dacă doriți ca sudurile dvs. să reziste și să arate profesional, trebuie să protejați interiorul conductei de oxigen. Când sudați oțel inoxidabil, exteriorul s-ar putea să arate bine, dar interiorul poate deveni aspru și crocant dacă renunțați la purjare. Această rugozitate se numește „zahăr” și duce la puncte slabe și rugină.
Puteți evita aceste probleme umplând interiorul sistemului de evacuare cu gaz argon înainte de a începe sudarea. Argonul împinge oxigenul și azotul, creând o zonă sigură pentru sudarea dumneavoastră. Această tehnică menține interiorul sudurilor dumneavoastră plat, strălucitor și fără văi sau fisuri. Obțineți o sudură care este la fel de puternică și curată la interior ca și la exterior.
Sfat: Folosiți întotdeauna argon pentru curățarea spatelui. Vă menține sudurile fără suprafețe înnegrite și oxidare urâtă. Evacuarea dvs. va rămâne puternică și nu va trebui să vă faceți griji că coroziunea se strecoară mai târziu.
Când purjați înapoi, creșteți și rezistența la coroziune a sistemului dvs. de evacuare din oțel inoxidabil. Sudurile rămân netede și evitați formarea de carburi de crom care vă pot distruge țeava în timp. Dacă doriți ca evacuarea dvs. să suporte vibrațiile, căldura și sarea din drum, nu săriți peste acest pas. Purjarea din spate este unul dintre cele mai importante sfaturi pentru sudarea țevilor din oțel inoxidabil.
Sudarea Pulse TIG este o tehnică inteligentă de lucru pe țevile de evacuare din oțel inoxidabil. Controlați căldura trecând foarte repede între amperajul ridicat și cel scăzut. Acest lucru vă ajută să mențineți stabilitatea bazinului de sudură și împiedică țeava să se încălzească prea mult.
Iată un tabel rapid pentru a vă ajuta să vă configurați sudorul pentru lucrări de evacuare de 3 inchi:
Parametru |
Setare/Interval recomandat |
Ce face pentru sudurile dvs |
|---|---|---|
Amperajul maxim |
Setat ca de obicei pentru sudarea TIG |
Vă oferă puterea de penetrare completă |
Frecvența pulsului |
100-250 de impulsuri pe secundă (PPS) |
Îngustează șiragul, crește penetrarea și reduce aportul de căldură |
Ora de vârf |
40-60% din fiecare ciclu de puls |
Controlează lățimea și căldura mărgelelor |
Amperajul de fundal |
25-40% din amperajul de vârf |
Reduce aportul de căldură, menține lichidul din baltă |
Când utilizați setările de puls, puteți micșora zona afectată de căldură și puteți reduce riscul deformarii sistemului de evacuare. Cordonul de sudură rămâne îngust și obțineți o penetrare mai profundă fără a supraîncălzi țeava. Acest lucru este util în special atunci când doriți ca sudurile dvs. să arate îngrijite și să reziste mult timp.
Notă: Începeți cu 100 PPS și ajustați pe măsură ce vă simțiți confortabil. Frecvențele mai înalte vă ajută să mențineți sudura strânsă și țeava rece.
Sudarea cu impulsuri este o modalitate excelentă de a controla căldura și de a obține rezultate consistente. Dacă doriți să stăpâniți sudarea oțelului inoxidabil, învățarea utilizării setărilor de puls vă va ușura mult proiectele de evacuare.
Controlul căldurii este totul atunci când sudați țevi de eșapament din oțel inoxidabil. Prea multă căldură vă poate deforma țeava, vă poate distruge rezistența la coroziune și vă poate fragiliza sudurile. Doriți să mențineți sudarea și zona din jurul ei în afara zonei de pericol - între 950 și 1.500 °F. Dacă rămâneți în acest interval prea mult timp, oțelul poate să-și piardă stratul protector și să înceapă să ruginească.
Iată câteva modalități simple de a controla aportul de căldură:
Asigurați-vă că montarea țevii este strânsă. Golurile te obligă să stai mai mult cu lanterna, ceea ce adaugă căldură.
Folosiți suduri scurte și lăsați conducta să se răcească între treceri.
Alegeți metale de umplutură cu emisii scăzute de carbon atunci când este posibil. Ele ajută la prevenirea formării carburilor de crom, care afectează rezistența la coroziune.
Încercați depunerea metalică reglementată (RMD) pentru trecerea rădăcinii și sudarea în impulsuri pentru trecerile de umplere și capac. Aceste procese vă permit să sudați mai rapid fără a supraîncălzi țeava.
Păstrați viteza de sudare mai mare - țintați 6 până la 12 inchi pe minut dacă puteți.
Indicație: Dacă nu puteți utiliza umplutură cu emisii scăzute de carbon, acordați o atenție sporită aportului de căldură. Acest lucru vă menține sistemul de evacuare puternic și fără rugină.
Urmând aceste sfaturi pentru sudare, vă protejați cele 3 țevi de evacuare din oțel inoxidabil de deformare și mențineți rezistența la coroziune ridicată. Un control bun al căldurii înseamnă că sistemul dumneavoastră de evacuare va dura mai mult și va arăta mai bine, chiar și după ani de utilizare.
După ce ați terminat de sudat evacuarea, trebuie să curățați sudurile pentru a vă menține sistemul puternic și fără rugină. Sudurile din oțel inoxidabil preiau nuanța termică, oxizii și alte contaminari în timpul sudării. Dacă le lăsați la suprafață, evacuarea poate începe să se corodeze mult mai repede decât vă așteptați.
Iată cum vă puteți face sudurile să arate grozav și protejate:
Utilizați o pastă de decapare (pe bază de acid) pentru a îndepărta oxidarea și decolorarea din zona de sudură. Această etapă de curățare chimică restabilește rezistența la coroziune a eșapamentului din oțel inoxidabil.
Încercați electrolustruirea dacă doriți un finisaj super neted și o protecție chiar mai bună împotriva coroziunii. Această metodă funcționează bine pentru sistemele de evacuare de înaltă calitate sau de calitate.
Utilizați întotdeauna o perie de sârmă din oțel inoxidabil sau un tampon Scotch Brite pentru curățarea mecanică. Nu folosiți niciodată perii care au atins oțel carbon sau riscați să vă contaminați evacuarea.
După curățarea chimică, clătiți zona sudată cu apă curată. Acest pas elimină orice acid rămas și vă menține evacuarea în siguranță.
Pentru cele mai bune rezultate, combinați periajul cu decaparea. Acest proces în două etape îndepărtează atât murdăria de suprafață, cât și impuritățile mai adânci.
Sfat: pasivarea după curățare poate spori stratul protector de pe evacuarea din oțel inoxidabil. Acest pas suplimentar vă ajută sistemul să lupte împotriva ruginii ani de zile.
Odată ce sudurile sunt curate, este timpul să verificați dacă există probleme. Vrei ca evacuarea ta din oțel inoxidabil să reziste, așa că nu sări peste acest pas de inspecție. Începeți cu o inspecție vizuală bună. Căutați crăpături, porozitate, decupări sau orice semne de zgură. O lanternă vă ajută să identificați mici defecte de pe suprafață.
Pentru o privire mai profundă, puteți utiliza metode de inspecție mai avansate:
Inspecția radiografică (raze X) vă permite să vedeți interiorul sudurii. Această metodă găsește defecte ascunse care ar putea cauza scurgeri sau puncte slabe în evacuarea ta.
Phased Array Ultrasound Testing (PAUT) utilizează unde sonore pentru a scana sudura. Funcționează bine pentru forme complexe și poate găsi defecte în apropierea rădăcinii sau în interiorul sudurii.
Tehnicile undelor de suprafață, cum ar fi Eddy Currents sau ACFM, vă ajută să verificați coroana sudurii pentru fisuri sau alte probleme.
Dacă aveți acces doar la o parte a sudurii, sondele cu traductor acustic electromagnetic (EMAT) vă pot ajuta să inspectați zona rădăcinii.
Notă: calibrați întotdeauna instrumentele de inspecție folosind blocuri de referință. Acest pas vă asigură că rezultatele sunt corecte și de încredere.
O inspecție atentă vă oferă liniște sufletească. Știi că evacuarea ta din oțel inoxidabil este solidă, fără scurgeri și gata de drum.
Când tu instalați o evacuare din oțel inoxidabil de 3 inchi , doriți ca totul să rămână strâns și fără zdrăngănit. Modul corect de a folosi clemele și umerasele face o diferență uriașă în modul în care sistemul dumneavoastră funcționează și durează. Să dezvăluim cele mai bune practici, astfel încât să obțineți o potrivire sigură și fără scurgeri de fiecare dată.
În primul rând, curățați întotdeauna suprafețele țevilor înainte de a începe. Murdăria sau rugina pot împiedica etanșarea bine a clemelor. Măsurați diametrul exterior al țevilor și alegeți clema de dimensiunea potrivită. Dacă clema este prea mare sau prea mică, este posibil să aveți scurgeri sau chiar să deteriorați conducta.
Aveți câteva opțiuni de clemă pentru evacuarea dvs.:
Clemele cu bandă funcționează cel mai bine pentru țevi din oțel inoxidabil. Au suprafata larga si nu strivesc teava. Așezați clema peste îmbinare, aliniați-o și strângeți uniform ambele părți. Acest lucru vă oferă o etanșare etanșă și păstrează un aspect curat.
Clemele U-bolt sunt comune, dar trebuie să fii atent. Puneți șurubul în U peste îmbinare și strângeți piulițele puțin la un moment dat. Dacă strângeți prea mult, puteți deforma țeava și puteți provoca scurgeri.
Clemele cu bandă în V sunt excelente pentru configurații de înaltă performanță sau turbo. Mai întâi trebuie să sudați flanșele la capetele țevii. Apoi, fixați clema cu bandă în V în jurul flanșelor și strângeți-o. Verificați întotdeauna alinierea pentru a evita scurgerile.
Sfat: Folosiți o cheie dinamometrică pentru a strânge clemele conform specificațiilor producătorului. Acest lucru vă ajută să evitați strângerea excesivă și vă menține țevile de evacuare în stare bună.
Acum, să vorbim despre umerase. Acestea susțin greutatea eșapamentului dvs. și o împiedică să se lase sau să zdrănnească. Așezați umerașe în punctele cheie de-a lungul sistemului, în special lângă coturi sau secțiuni grele. Umerașele din oțel inoxidabil durează mai mult și rezistă la rugină, deci sunt o alegere inteligentă pentru orice instalare.
Iată cum puteți folosi clemele și umerasele pentru cele mai bune rezultate:
Poziționați clemele de fixare a țevii pentru a adăuga suport suplimentar și pentru a reduce stresul pe evacuare.
După instalare, verificați dacă există scurgeri și asigurați-vă că totul este aliniat. Porniți motorul și ascultați pentru orice zgomote sau zgomote ciudate.
Verificați din nou strângerea clemei după câteva cicluri de încălzire. Conductele se extind și se contractă, astfel încât o verificare rapidă vă menține sistemul etanș.
Dacă doriți să mergeți mai departe, puteți utiliza material de etanșare pentru evacuare la temperatură înaltă sau cuplaje flexibile. Acestea vă ajută sistemul să gestioneze vibrațiile și dilatarea termică.
Notă: alegeți întotdeauna Cleme și umerașe din oțel inoxidabil pentru cea mai bună rezistență la coroziune. Acest lucru vă menține evacuarea să arate și să funcționeze excelent, chiar și pe vreme grea.
Când utilizați clemele și umerasele în mod corect, instalația dvs. va rămâne solidă și fără probleme ani de zile.
Ați terminat de instalat țeava de evacuare din oțel inoxidabil de 3 inchi. Acum, vrei să te asiguri că nu există scurgeri înainte de a porni la drum. Chiar și o mică scurgere poate provoca zgomot, poate reduce performanța sau poate lăsa vapori să intre în mașină. Iată cum vă puteți verifica munca și vă puteți asigura că sistemul de evacuare este etanș.
Presurizați sistemul
Începeți asigurându-vă că evacuarea este rece. Introduceți un furtun de vid de magazin în țeava de evacuare și sigilați-l cu bandă adezivă. Setați aspiratorul pentru a sufla aer în evacuare. Ai nevoie doar de puțină presiune - aproximativ 3 până la 5 psi este suficient. Nu exagerați, altfel puteți deteriora sistemul.
Pulverizați apă cu săpun
Amestecați o soluție de săpun de vase și apă într-o sticlă de pulverizare. Pulverizați această apă cu săpun pe fiecare îmbinare, clemă și sudură. Urmărește cu atenție. Dacă vezi că se formează bule, ai găsit o scurgere. Bulele înseamnă că aerul iese printr-un gol.
Verificați toate conexiunile
Acordați o atenție sporită îmbinărilor de alunecare, cleme de bandă și cusături sudate. Aceste puncte sunt cele mai probabile locuri pentru apariția scurgerilor. Mișcă-te încet și verifică fiecare zonă din unghiuri diferite.
Căutați indicii vizuale
Uneori, scurgerile lasă în urmă indicii. Căutați urme de funingine gri sau negre sau pete galbene în jurul îmbinărilor și clemelor. Aceste pete arată adesea unde au scăpat gazele de eșapament.
Verificați pentru deteriorări
Folosiți o lanternă pentru a verifica dacă există crăpături, umflături sau pete subțiri în conductă. Dacă vedeți vreun metal care pare slab, împingeți-l ușor cu o punte. Zonele moi sau cu sâmburi se pot transforma în scurgeri în timp.
Scufundați piese mici (opțional)
Dacă aveți o secțiune de țeavă în afara mașinii, o puteți scufunda în apă în timp ce este sub presiune. Bulele din apă vă vor arăta exact unde este scurgerea.
Sfat: Verificați întotdeauna clemele și umerasele după câteva cicluri de încălzire. Conductele se extind și se contractă, ceea ce poate slăbi conexiunile și poate crea noi scurgeri.
Nu toate clemele etanșează la fel. Clemele cu bandă vă oferă de obicei cea mai bună etanșare pentru țevile din oțel inoxidabil. Șurubul în U și clemele de tip șa funcționează, dar trebuie să le instalați cu atenție. Asigurați-vă că aveți suficientă suprapunere a țevilor în interiorul clemei. Strângeți clemele uniform pentru a evita zdrobirea țevii sau lăsarea golurilor.
Notă: o verificare bună a scurgerilor acum vă scutește de durerile de cap mai târziu. Fă-ți timp și verifică fiecare articulație. Evacuarea va suna mai bine, va dura mai mult și vă va menține în siguranță.
Supraîncălzirea este una dintre cele mai mari greșeli pe care le poți face atunci când sudarea unei țevi de evacuare din oțel inoxidabil de 3 inci . Dacă lăsați țeava să se încălzească prea mult, riscați să deformați metalul și să distrugeți rezistența la coroziune. S-ar putea să observați că conducta devine albastră sau violetă lângă sudare. Acesta este un semn clar că ai mers prea departe cu căldura.
Când folosiți prea multă căldură, zona de sudură poate deveni casantă. Acest lucru face ca evacuarea să se spargă sau să se cedeze mai mult pe drum. Căldura ridicată distruge, de asemenea, stratul protector de pe oțel inoxidabil, ceea ce înseamnă că rugina poate începe să se formeze mult mai repede. Dacă utilizați o tehnică de sudare greșită, cum ar fi trecerea unui cordon continuu în jurul țevii, creșteți riscul de supraîncălzire și deformare.
Sfat: Folosiți secvențierea sudurii. Sudura prin prindere în mai multe puncte din jurul îmbinării, apoi conectați acele chinuri cu suduri scurte. Acest lucru vă ajută să controlați căldura și să vă mențineți țeava dreaptă.
Iată o privire rapidă asupra a ceea ce poate merge prost dacă nu controlezi căldura:
Greseala comuna |
Consecință / Risc |
Practică recomandată |
|---|---|---|
Tehnica de sudare necorespunzătoare (sudare continuă) |
Deformare, suduri slabe |
Utilizați secvențierea sudurilor și sudurile scurte |
Sudare TIG cu viteză mică sau aport de căldură mare |
Risc de deformare, sudare inconsistentă |
Păstrați un ritm constant și urmăriți-vă amperajul |
Dacă omiteți curățarea înainte de sudare, vă pregătiți pentru probleme. Murdăria, uleiul sau rugina de pe țeavă pot cauza conexiuni slabe de sudură și îmbinări slabe. Este posibil să observați porozitate, stropire sau chiar crăpături în sudurile dvs. Aceste defecte scad rezistența la coroziune și pot duce la scurgeri.
Curățați-vă întotdeauna țevile cu o perie de sârmă din oțel inoxidabil sau un agent de îndepărtare a ruginii. Ștergeți zona cu acetonă chiar înainte de a începe sudarea. Acest pas îndepărtează ultimele urme de ulei sau reziduuri. Dacă sudezi pe suprafețe necurate, riști să fii nevoit să-ți refaci munca sau, mai rău, să ajungi cu o evacuare care se defectează devreme.
Notă: Nu folosiți niciodată o perie care a atins oțel carbon. Chiar și puțină contaminare poate distruge rezistența la coroziune a sudurii.
Amenajarea proastă este o altă greșeală care poate cauza mari probleme. Dacă secțiunile de țeavă nu se aliniază bine, veți avea goluri greu de umplut. Acest lucru te obligă să stai mai mult cu lanterna, ceea ce adaugă căldură și crește riscul de deformare. Montarea proastă face, de asemenea, dificilă obținerea unei suduri puternice, fără scurgeri.
Trebuie să verificați fiecare îmbinare înainte de sudare. Asigurați-vă că capetele sunt rotunde și netede. Folosiți cleme și umerase pentru a menține totul stabil. Acest lucru vă ajută să obțineți o potrivire strânsă, uniformă și vă menține sudurile să arate profesional.
Iată un tabel care arată cum aceste greșeli vă pot afecta proiectul:
Greseala de sudare |
Defecte de sudare rezultate |
Consecințe / Impact |
|---|---|---|
Sudarea pe suprafete necurate |
Articulații slabe, porozitate |
Rezistență redusă, rezistență scăzută la coroziune |
Nu folosiți cleme și umerase |
Aliniere greșită, montare proastă |
Scurgeri, tăieturi inexacte, reluare suplimentară |
Tehnica de sudare necorespunzătoare |
Deformare, suduri slabe |
Durată de viață mai scurtă, sunt necesare mai multe reparații |
Indicație: Verificați întotdeauna de două ori ajustările înainte de a începe sudarea. Un pic de timp suplimentar aici te scutește de dureri de cap mai târziu.
Nu uitați de ventilație. Sudarea într-un spațiu închis fără ventilație adecvată vă poate expune la vapori toxici. Faceți întotdeauna ventilarea zonei o prioritate pentru sănătatea și siguranța dumneavoastră.
Dacă omiteți purjarea înapoi atunci când sudați țevi de eșapament din oțel inoxidabil, vă pregătiți pentru probleme. Purificarea înapoi înseamnă umplerea interiorului conductei cu gaz argon în timp ce sudați. Acest pas protejează interiorul sudurii de oxigen. Mulți oameni cred că pot scăpa fără el, dar rezultatele spun o altă poveste.
Când nu purjați înapoi, interiorul sudurii este expus la aer. Oxigenul reacționează cu oțelul inoxidabil fierbinte și creează o suprafață aspră și crustă numită „zahăr”. S-ar putea să nu o vedeți din exterior, dar în interiorul țevii, sudura pare neagră și granuloasă. Acest lucru slăbește articulația și o face mult mai probabil să ruginească. În timp, acea suprafață aspră poate prinde umezeala și resturile. Sistemul dvs. de evacuare va începe să se corodeze din interior spre exterior.
Iată ce poate merge prost dacă săriți înapoi la purjare:
Zahăr: Interiorul sudurii devine gri sau negru și devine dur. Acesta este un semn de oxidare.
Suduri mai slabe: sudura își pierde rezistența și se poate crăpa sau eșua sub stres.
Coroziune: Suprafața aspră reține apa și sarea, accelerând rugina.
Scurgeri: calitatea slabă a sudurii poate duce la scurgeri de evacuare, care dăunează performanței și siguranței.
Sfat: Folosiți întotdeauna argon pur pentru curățarea spatelui. Nu încercați să economisiți bani folosind CO₂ sau aer comprimat. Doar argonul vă va proteja sudurile de oxidare.
Nu aveți nevoie de echipament elegant pentru a curăța înapoi. Puteți utiliza o configurare simplă:
Îndepărtați ambele capete ale țevii, lăsând un mic orificiu pentru furtunul de argon.
Introduceți furtunul și lăsați argonul să curgă un minut pentru a elimina aerul.
Începeți sudarea în timp ce argonul continuă să curgă în interiorul țevii.
Mențineți fluxul până când sudura se răcește.
Un pic de timp suplimentar petrecut cu curățarea spatelui dă roade. Sudurile dumneavoastră vor arăta mai bine, vor dura mai mult și vor rezista la rugină. Dacă doriți ca evacuarea dvs. din oțel inoxidabil de 3 inchi să rămână puternică și fără scurgeri, nu săriți niciodată acest pas.
Informație: curățarea din spate nu este doar pentru profesioniști. Chiar dacă sunteți nou în domeniul sudării, puteți configura un sistem de purjare de bază cu niște bandă adezivă, un furtun și o sticlă de argon. Sinele tău viitor îți va mulțumi!
Înainte de a începe, asigură-te că ai totul pregătit. Acest pas vă economisește timp și vă ajută să evitați greșelile mai târziu.
Verificați de două ori măsurătorile conductei. Așezați toate piesele și vedeți dacă se potrivesc.
Curățați fiecare secțiune de țeavă cu acetonă și o perie de sârmă din oțel inoxidabil. Îndepărtați orice ulei, murdărie sau rugină.
Inspectați fiecare țeavă pentru a detecta urme, fisuri sau margini ascuțite. Neteziți toate punctele aspre cu o pila.
Adunați-vă toate uneltele - sudor TIG, cleme, tije de umplere și echipament de siguranță. Așezați-le la îndemână.
Configurați-vă spațiul de lucru. Asigurați-vă că aveți o bună iluminare și ventilație.
Deconectați bateria mașinii dacă lucrați la vehicul.
Testați țevile și utilizați cleme pentru a le ține pe loc. Ajustați până obțineți o potrivire strânsă.
Sfat: O configurație curată și organizată face procesul de sudare mult mai ușor.
Acum ești gata să sudezi. Urmați acești pași pentru articulații puternice și curate:
Verificați-vă de două ori potrivirea. Țevile trebuie să se atingă de jur împrejur, fără goluri mari.
Sudura prin prindere în mai multe puncte în jurul fiecărei îmbinări. Acest lucru împiedică totul să se miște.
Setați sudorul TIG la setările potrivite pentru oțel inoxidabil. Utilizați modul puls dacă aparatul dvs. îl are.
Începeți să sudați în secțiuni scurte. Lăsați țeava să se răcească între treceri pentru a preveni supraîncălzirea.
Utilizați purjare înapoi cu gaz argon. Acest lucru protejează interiorul conductei de oxidare.
Urmăriți-vă aportul de căldură. Mișcați-vă într-un ritm constant și evitați să zăboviți într-un singur loc.
Adăugați tija de umplere după cum este necesar, potrivindu-vă tipul țevii dvs.
Inspectați fiecare sudură pe măsură ce mergeți. Căutați margele netede, uniforme, fără găuri sau crăpături.
Anunț: Fă-ți timp cu fiecare sudură. Grabita poate duce la puncte slabe și mai multă muncă mai târziu.
Ați terminat de sudat și curățat țeava de evacuare. Acum este timpul pentru instalare. Acest pas este locul în care toată munca ta grea se reunește. Dacă doriți ca evacuarea să reziste și să funcționeze bine, urmați cu atenție acești pași.
Adunați-vă instrumentele
Așezați cheile, setul de prize, clemele și banda de măsurare. Păstrați totul la îndemână. Verificați de două ori dacă aveți toate piesele, inclusiv garnituri și feronerie noi.
Ridicați și susțineți vehiculul
Utilizați un cric hidraulic pentru a vă ridica mașina. Așezați suporturile pentru cric sub punctele solide de pe cadru. Nu vă târâți niciodată sub o mașină susținută doar de un cric. Siguranța este pe primul loc.
Testarea țevii de eșapament
Glisați țeava în poziție sub mașină. Verificați dacă fiecare secțiune este aliniată cu punctele de montare. Căutați orice puncte strânse sau locuri unde țeava s-ar putea freca de cadru sau suspensie.
Instalați umerase și cleme
Atașați umerasele la punctele de montare din fabrică. Acestea susțin greutatea eșapamentului și o împiedică să zdrănnească. Utilizați cleme din oțel inoxidabil pentru a conecta fiecare secțiune. Strângeți-le uniform, dar nu zdrobiți țeava. Dacă utilizați cleme cu bandă în V, asigurați-vă că flanșele sunt aliniate înainte de a le strânge.
Verificați alinierea și spațiul liber
Asigurați-vă că evacuarea este dreaptă și că nu atinge nicio piesă în mișcare. Vrei un spațiu liber de cel puțin jumătate de inch față de cadru, conducte de combustibil și furtunuri de frână. Ajustați poziția după cum este necesar.
Strângeți totul în jos
Începeți din față și mergeți înapoi. Strângeți fiecare clemă și șurub conform specificațiilor producătorului. Folosiți o cheie dinamometrică dacă aveți una. Verificați din nou umerasele pentru a vă asigura că sunt sigure.
Verificați dacă există scurgeri și zdrăgănii
Coborâți mașina și porniți motorul. Ascultă pentru eventualele zdrăngănii sau scurgeri. Dacă auziți un șuierat sau vedeți bule când pulverizați apă cu săpun pe articulații, strângeți puțin mai mult clemele.
Sfat: După prima conducere, verificați din nou instalarea. Țevile se pot deplasa pe măsură ce se încălzesc și se răcesc. Strângeți din nou clemele și inspectați umerasele pentru orice mișcare.
O instalare atentă înseamnă că evacuarea dumneavoastră va rămâne silențioasă, fără scurgeri și puternică ani de zile. Fă-ți timp și verifică fiecare pas. Îți vei mulțumi mai târziu!
Puteți obține cele mai bune rezultate pe cele 3 țevi de evacuare din oțel inoxidabil urmând câțiva pași cheie. Sudarea TIG vă oferă suduri curate și puternice pe țevile inoxidabile. Curățați întotdeauna fiecare suprafață din oțel inoxidabil și utilizați gazul de protecție potrivit. Asigurați-vă că montarea dvs. este strânsă și purjați înapoi țeava pentru a preveni coroziunea.
Utilizați lista de verificare pentru fiecare proiect.
Purtați echipament de siguranță adecvat, cum ar fi o cască și șorț din piele.
Urmărește tutorialele de sudare TIG dacă ești nou.
Acordarea atenției acestor detalii ajută evacuarea ta din inox să dureze mai mult și să arate grozav.
Ar trebui să sudați în secțiuni scurte și să lăsați conducta să se răcească între treceri. Folosiți cleme pentru a menține totul stabil. Păstrați aportul de căldură scăzut și mișcați-vă rapid. Acest lucru vă ajută să mențineți țeava dreaptă și puternică.
Da, puteți folosi un sudor MIG, dar sudarea TIG vă oferă suduri mai curate și mai puternice. MIG funcționează mai bine pentru țevi mai groase. Dacă utilizați MIG, alegeți firul și gazul de protecție potrivit pentru oțel inoxidabil.
Absolut! Purjarea din spate protejează interiorul sudurii de oxidare. Dacă o săriți, riscați suduri slabe, ruginite. Chiar dacă nu puteți vedea interiorul, purjarea din spate vă menține evacuarea fără scurgeri și de lungă durată.
Verificați dacă mărgele netede, uniforme, fără găuri sau crăpături. Loviți ușor sudarea cu un ciocan. Dacă sună solid și nu crapă, ai făcut o treabă bună. Pentru o liniște sporită, pulverizează apă cu săpun și caută bule.
Utilizați tije de umplere ER308L sau ER308LSi pentru țevi din oțel inoxidabil 304. Dacă îmbinați diferite metale, încercați ER309. Potriviți întotdeauna tija de umplere cu conducta pentru cele mai bune rezultate.
Utilizați o perie de sârmă din oțel inoxidabil sau o pastă de decapare pentru a îndepărta nuanța termică și oxidarea. Clătiți cu apă curată după utilizarea substanțelor chimice. Nu folosiți niciodată o perie care a atins oțel carbon, altfel puteți provoca rugină.
Poți, dar e mai greu. Asigurați-vă că deconectați bateria și protejați piesele din apropiere de scântei. O bună ventilație este o necesitate. Dacă este posibil, îndepărtați țeava pentru o sudură mai ușoară și mai sigură.






