
blízko
Vyberte si svůj web
Globální
Sociální média

Autor: Editor webu Čas publikování: 2025-07-12 Původ: místo








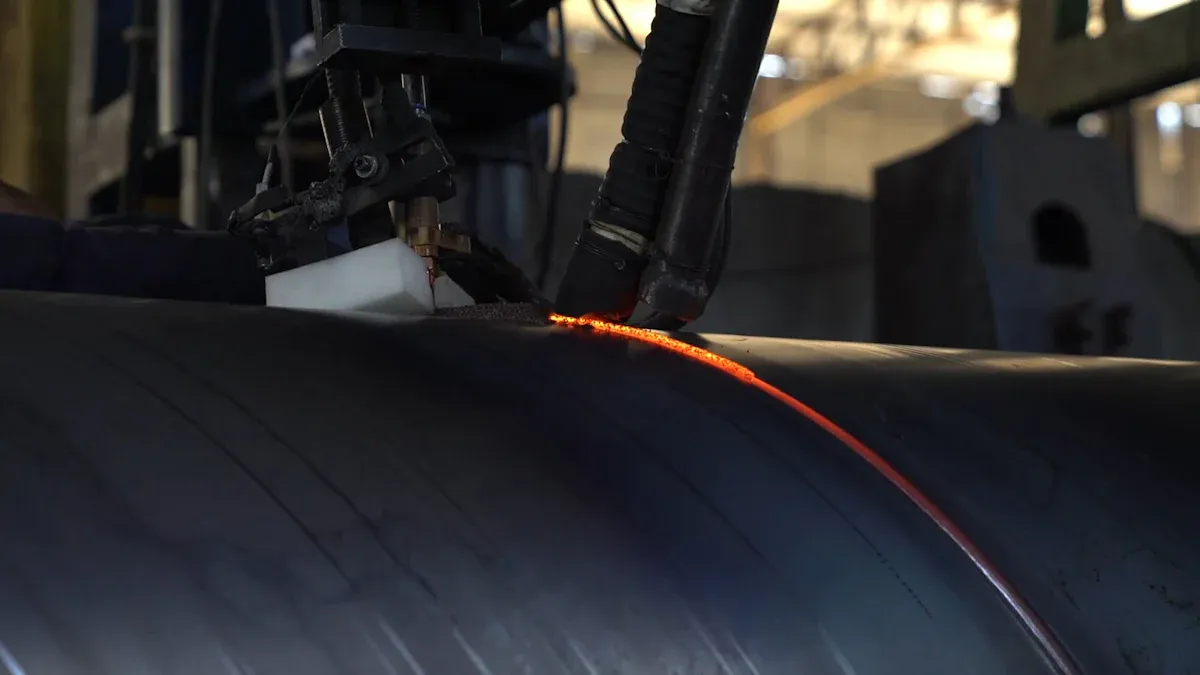
Pokud chcete, aby vaše výfukové potrubí 3 z nerezové oceli vydrželo a vypadalo skvěle, musíte se zaměřit na několik klíčových kroků. Svařování TIG vám poskytuje nejlepší výsledky při práci s odsáváním, ale také musíte důkladně vyčistit každý povrch z nerezové oceli. I malé množství oleje nebo rzi může způsobit poréznost nebo rozstřik ve svarech a zničit tak odolnost proti korozi. Ujistěte se, že je vaše spojení těsné a použijte zpětné proplachování k ochraně vnitřku potrubí. To zabraňuje propálení a udržuje váš výfuk silný a bez úniků.
Pro čisté a pevné svary použijte svařování TIG 3palcové výfukové potrubí z nerezové oceli.
Před svařováním vždy důkladně očistěte každý povrch trubky, abyste předešli slabým spojům a korozi.
Vyberte správná třída nerezové oceli a odpovídající výplňové tyče pro nejlepší odolnost proti korozi.
Zajistěte pevné uchycení a pomocí svorek držte trubky stabilně pro hladké a nepropustné svary.
Proplachujte vnitřek potrubí plynným argonem, abyste chránili sváry před oxidací a korozí.
Ovládejte přívod tepla svařováním v krátkých úsecích a nechejte trubku vychladnout, aby se zabránilo deformaci.
Používejte správné bezpečnostní vybavení, jako jsou helmy, rukavice a respirátory, abyste se chránili během svařování.
Po dokončení zkontrolujte a očistěte sváry, abyste odstranili změnu barvy a zkontrolujte vady.
Chcete začít se správným svařovacím zařízením pro práci na 3palcových výfukových potrubích z nerezové oceli. Svářečka TIG je pro tuto práci vaší nejlepší volbou. Mnoho svářečů doporučuje AlphaTIG200X od AHP, protože nabízí skvělé ovládání a výkon, aniž by zruinoval. Můžete se také podívat na značky jako HTP pro spolehlivé stroje a příslušenství. Ujistěte se, že máte pohodlnou svítilnu, jako je ohebná hlava, a citlivý nožní pedál. Tyto detaily vám pomohou udržet vaše svary stabilní a hladké.
Budete potřebovat svářecí vozík, abyste mohli své zařízení přesunout po vašem pracovním prostoru. Mějte po ruce nerezový drátěný kartáč a speciální brusku pro čištění trubky před svařováním. Použijte svorky nebo silné magnety, abyste trubky přidrželi na místě. Úhlová žehlička vám pomůže udržet vše zarovnané. Nezapomeňte na plnicí tyče –ER308LSi funguje dobře pro většinu trubek z austenitické nerezové oceli, ale pokud spojujete různé kovy, možná budete potřebovat jiný typ. Vždy přizpůsobte svou přídavnou tyč jakosti nerezové oceli, kterou svařujete.
Tip: Před zahájením svařování očistěte každý spoj acetonem a nerezovým drátěným kartáčem. I nepatrné množství oleje nebo rzi může zničit váš svar.
Svařování nerezové oceli vytváří intenzivní teplo a nebezpečné výpary, takže se musíte chránit. Vždy používejte samozatmívací svářečskou kuklu se stíněním čoček, které splňuje normy ANSI a AWS. Pod přilbu si nasaďte ochranné brýle s bočními štíty (schváleno Z87.1), které chrání před odletujícími jiskrami a úlomky.
Vyberte si těžké, ohnivzdorné rukavice a svářečskou bundu nebo zástěru z vlny nebo upravené bavlny. Kožené boty s bezpečnostními špičkami a krytím kotníků udrží vaše nohy v bezpečí. Pokud pracujete v prostoru se špatnou ventilací, používejte respirátor, který dobře padne a je dimenzován na výpary ze svařování. Dobrá hygiena a pravidelné kontroly vybavení vám pomohou zůstat v bezpečí a pohodlí během dlouhých svařovacích relací.
Při výběru materiálů se zaměřte na správnou třídu nerezové oceli pro váš výfukový systém. Většina automobilových výfuků používá třídy jako 304, 321 nebo 409. Každá třída má své vlastní silné stránky:
Třída nerezové oceli |
Běžné použití ve výfukových potrubích |
Vlastnosti klíče |
|---|---|---|
304 |
Obecný automobilový výfuk |
Dobrá odolnost proti korozi a teplu, snadné svařování |
321 |
Vysokoteplotní výfukové systémy |
Titanem stabilizovaný, odolává praskání po svařování |
409 |
Cenově výhodné výfuky |
Feritický, dobrá svařitelnost, střední odolnost proti korozi |
Budete také potřebovat výplňové tyče z nerezové oceli, které odpovídají vaší trubce. Ujistěte se, že vaše trubky jsou bez vad a mají správnou tloušťku – obvykle kolem 1 mm pro práci s výfukem. Udržujte svůj pracovní prostor uklizený, dobře osvětlený a dobře větraný, abyste zlepšili bezpečnost i kvalitu svarů. Použijte svorky, abyste vše při svařování a instalaci drželi pevně. Se správnými nástroji a materiály se připravíte na silné, čisté svary, které vydrží.
Správná instalace 3palcového výfukového potrubí z nerezové oceli znamená použití těch nejlepších nástrojů pro tuto práci. Chcete, aby váš systém pevně seděl, zůstal bezpečný a dlouho vydržel. Pojďme si rozebrat nezbytné instalační nástroje, díky nimž je proces hladký a bez stresu.
Sady klíčů a nástrčných klíčů
Tyto nástroje využijete téměř na každém kroku. Sady klíčů a nástrčných klíčů vám pomohou utáhnout šrouby, matice a svorky. Poskytují vám kontrolu, kterou potřebujete, abyste se vyhnuli přílišnému utažení, které může poškodit vaše nerezové trubky. Mějte po ruce metrické i standardní velikosti. Nikdy nevíte, na co narazíte pod autem.
Svorky výfuku
Tyto svorky spojují různé části vašeho výfukového potrubí. Vše drží pohromadě a zamezují únikům. Vyberte si svorky z nerezové oceli pro nejlepší přizpůsobení a nejdelší životnost. Když je utáhnete, ujistěte se, že jsou přiléhavé, ale nedrtí trubku. Dobrá svorka udržuje váš systém utěsněný a bez chrastění.
Závěsy výfuku
Závěsy podporují hmotnost vašeho výfuku a udržují jej na místě. Absorbují také vibrace, takže vaše jízda zůstane tichá. Pokud chcete ještě větší stabilitu, použijte další věšáky. Zajistěte každý závěs k montážním bodům na rámu vašeho auta. Tento krok zabrání tomu, aby se výfuk v průběhu času prohýbal nebo posouval.
Měřicí páska a značka
Přesná měření jsou velkým rozdílem. Ke kontrole délek potrubí a vůlí použijte měřicí pásku. Označte své řezy a montážní body jasným fixem. To vám pomůže vyhnout se chybám a ušetří čas při instalaci.
Gumová palička
Někdy potřebují trubky jemné poklepání, aby do sebe zapadly. Gumová palička vám umožní zasunout díly na místo bez poškrábání nebo promáčknutí nerezové oceli. Je to jednoduchý nástroj, ale má velký rozdíl.
Zvedák stojí a
bezpečnost hydraulického zvedáku je na prvním místě. Svůj vůz vždy zvedněte pomocí hydraulického zvedáku a podepřete jej stojany na zvedáky. Nikdy nevěřte jen zvedáku. Při práci pod vozidlem vás udrží v bezpečí stojany Jack.
Ochranné rukavice
Nerezové hrany mohou být ostré. Používejte rukavice, abyste si chránili ruce před pořezáním a poškrábáním. Také získáte lepší uchopení nástrojů a dílů.
Tip: Než začnete, rozložte si všechny nástroje. To šetří čas a můžete se soustředit na práci.
S těmito nástroji můžete výfukové potrubí dokonale vyrovnat a zajistit na dlouhou trať. Nespěchejte s každým krokem. Než vše dotáhnete, dvakrát zkontrolujte zarovnání. Dobře nainstalovaný výfuk nejen skvěle vypadá, ale také lépe funguje a déle vydrží.
Až budeš pracovat s výfukovým potrubím, uvidíš austenitické nerezové oceli . všude Tyto oceli patří do řady 300, jako 304 a 321. Mají speciální směs chrómu a niklu. Tato směs jim dává některé jedinečné vlastnosti, díky nimž jsou ideální pro vaše výfukové projekty.
Zde je to, co odlišuje austenitické nerezové oceli:
Vynikající odolnost proti korozi chrání vaše výfukové potrubí před korozí a kyselinou.
Nemagnetická povaha znamená, že si nebudou zahrávat se senzory nebo elektronikou ve vašem autě.
Vysoká tažnost a houževnatost vám umožní ohýbat a tvarovat trubku bez praskání.
Vynikající svařitelnost vám usnadní spojování kusů dohromady.
Dobrá pevnost při vysokých teplotách pomáhá vašemu výfukovému systému zvládat teplo.
Tip: Chcete-li, aby vám výfuk vydržel, volte pro hlavní části potrubí vždy austenitickou nerezovou ocel.
Možná se divíte, proč téměř každý výfukový systém používá austenitickou nerezovou ocel. Odpověď spočívá ve výkonu a spolehlivosti. Třída 304 je nejoblíbenější volbou pro výfukové potrubí. Odolává drsným silničním podmínkám, vlhkosti a horku. Získáte trubku, která odolává korozi a vypadá dobře po léta.
V této tabulce zjistíte, proč jsou austenitické nerezové oceli tak běžné ve výfukových systémech:
Charakteristický |
Vysvětlení |
Příslušné známky |
Aplikace ve výfukových systémech |
|---|---|---|---|
Odolnost proti korozi |
Chrání před oxidací a kyselým napadením |
310, 321 |
Udržuje výfukové potrubí pevné v náročných prostředích |
Pevnost při vysoké teplotě |
Udržuje tvar a pevnost pod výfukovým teplem |
310, 321 |
Zabraňuje prohýbání nebo selhání v horkých sekcích |
Svařitelnost |
Snadno se svařuje bez speciálních tepelných úprav |
310, 321 |
Umožňuje snadno stavět a opravovat výfukové systémy |
Nemagnetická povaha |
Nebude rušit elektroniku |
série 300 |
Bezpečné pro moderní vozidla se spoustou senzorů |
Tažnost a tvárnost |
Snadno se ohýbá a tvaruje pro vlastní design výfukového potrubí |
310, 321 |
Ideální pro úzké zatáčky a složité uspořádání výfuků |
Odolnost vůči senzibilizaci |
Odolává korozi na hranicích zrn při vysokých teplotách |
321 |
Prodlužuje životnost částí výfuku vystavených teplu |
Většina automobilů v USA, Evropě a Japonsku používá pro své výfukové systémy nerezovou ocel. Více než polovina veškeré nerezové oceli v autech jde do výfuku. I když některé novější systémy používají z cenových důvodů feritické třídy, zůstává austenitická nerezová ocel nejlepší volbou pro vysoce výkonné výfukové potrubí s dlouhou životností.
Pokud plánujete svařovat výfukový systém, budete s ním rádi pracovat austenitická nerezová ocel . Tyto oceli mají vysoký obsah niklu, což vám zajistí hladké a čisté svary. Nepotřebujete speciální tepelné úpravy a můžete počítat s pevnými spoji, které odolávají korozi.
Austenitická nerezová ocel se odlišuje od feritických a martenzitických typů. Feritická nerezová ocel může být obtížně svařitelná, protože tvoří hrubá zrna a ztrácí houževnatost. Martenzitická nerezová ocel snadno praská a špatně snáší svařovací teplo. S austenitickým nerezem získáte:
Vynikající svařitelnost pro všechny vaše spoje výfukového potrubí
Spolehlivá odolnost proti korozi při každém svaru
Menší riziko deformace nebo prasknutí během výroby
Poznámka: Vždy používejte správnou plnicí tyč pro vaši třídu nerezové oceli. Díky tomu budou vaše sváry pevné a váš výfukový systém bude těsný.
Dokonalé přizpůsobení 3palcového výfukového potrubí z nerezové oceli začíná správnými metodami řezání a dimenzování. Chcete čisté a přesné řezy, které usnadní svařování a pomohou vašemu systému vydržet déle. Zde je jednoduchý postup, který můžete sledovat:
Používejte pásovou pilu nebo řezací pilu s kotoučem vyrobeným z nerezové oceli. Tyto nástroje umožňují rovné, hladké řezy a udržují tepelně ovlivněnou oblast malou.
Po řezání uchopte pilník nebo nástroj na odstraňování otřepů. Vyhlaďte vnitřní a vnější okraje trubky. Tento krok odstraní ostré body a pomůže vašim svarům vypadat profesionálně.
Vyzkoušejte každou sekci. Někdy je potřeba na trubku jemně poklepat gumovou paličkou nebo ji upravit kladivem a panákem. Než začnete svařovat, chcete pevné uchycení.
Pokud je vaše potrubí tlusté, možná budete muset zkosit okraje pomocí brusky. To vám pomůže dosáhnout lepší penetrace svaru a pevnějšího spoje.
Tip: Před řezáním vždy dvakrát zkontrolujte své míry. Malá chyba zde může shodit celý váš projekt.
Správné čištění je obrovskou součástí přípravy svaru. Nerezová ocel musí být před svařováním bez skvrn, jinak riskujete slabé spoje a ošklivé zabarvení. Zde je návod, jak si připravit dýmku:
Umyjte trubku teplou vodou a trochou saponátu. K odstranění nečistot a mastnoty použijte měkký hadřík nebo neabrazivní houbu.
Na odolné skvrny vyberte čistič na nerezovou ocel, který nepoškrábe ani nepoškodí povrch.
Vyčistěte jak zevnitř, tak zvenku. Do interiéru skvěle poslouží flexibilní kartáč namočený v mýdlové vodě. Vše opláchněte teplou vodou.
Trubku úplně osušte měkkým ručníkem. Vodní skvrny mohou později způsobit problémy.
Těsně před svařováním otřete oblast svaru acetonem a čistým hadrem. Tím se odstraní poslední stopy oleje nebo zbytků.
Poznámka: Vyhněte se agresivním chemikáliím nebo abrazivním houbám. Mohou trubku poškrábat a zvýšit pravděpodobnost, že bude rezavět.
Než začnete svařovat, věnujte několik minut kontrole částí potrubí. Tento krok vám může ušetřit spoustu problémů.
Hledejte praskliny, promáčkliny nebo hluboké škrábance. I malé vady mohou oslabit vaše svary.
Zkontrolujte kulatost konců každé trubky. Nekulaté trubky ztěžují pevné uchycení.
Ujistěte se, že nezůstaly žádné zbytky otřepů nebo kovových hoblin po řezání a klížení.
Pokud narazíte na nějaké problémy, opravte je nyní. K vyhlazení drsných míst použijte pilník, brusku nebo brusný papír.
Popis: Pečlivá příprava a kontrola vám pomohou vyhnout se únikům a prodlouží životnost vašeho výfukového systému.

Pevné uchycení je jedním z nejdůležitějších kroků při svařování 3palcového materiálu výfuk z nerezové oceli . Chcete, aby každá sekce byla dokonale zarovnaná, bez velkých mezer nebo nerovných hran. Pokud tuto část uspěcháte, budete později bojovat s netěsnostmi a slabými svary. Začněte suchou montáží každého kusu. Posuňte konce k sobě a zkontrolujte hladké přechody. Vidíte-li mezi spárami denní světlo, upravte okraje pilníkem nebo bruskou, dokud se nebudou čistě dotýkat. Správné uchycení usnadňuje svařování a prodlužuje životnost výfuku.
Tip: Držte trubky v jasném světle. Pokud zjistíte nějaké mezery, pokračujte v práci, dokud nebude lícování po celém obvodu těsné.
Potřebujete pevné ruce a pevnou oporu, abyste při svařování udrželi vše na svém místě. Svorky a přípravky tuto práci značně usnadňují. Pro výfukové práce z nerezové oceli můžete použít speciální hlavové svorky nebo dokonce upravit běžnou hadicovou svorku. Stačí vybrousit malou štěrbinu ve svorce. To vám umožní přilepit svar skrz štěrbinu a poté posouvat svorku kolem spoje a přilepit další místa. Tento trik vám zajistí stabilní držení a umožní vám pracovat po celé délce potrubí.
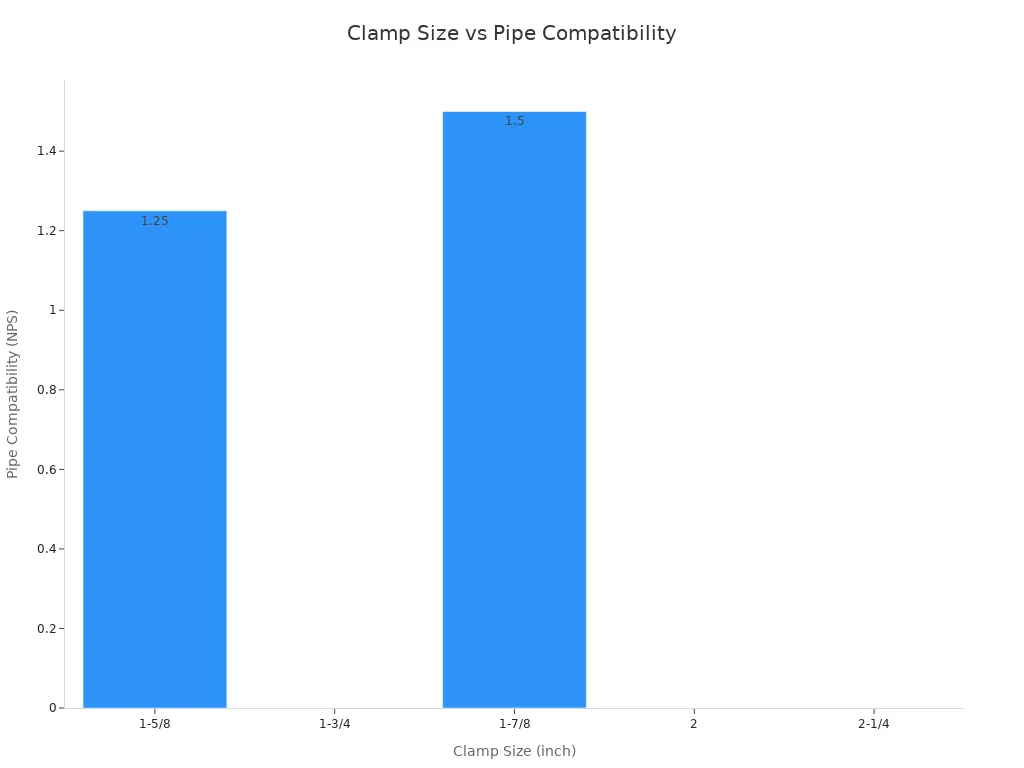
Zde je rychlý pohled na některé velikosti svorek a jejich použití:
Velikost svorky (palce) |
Kompatibilita potrubí (NPS) |
Materiál |
Vlastnosti |
|---|---|---|---|
1-5/8 |
1-1/4 (1,660 palce vnější průměr) |
Nerez |
Skvělé pro výrobu hlaviček, různé velikosti |
1-3/4 |
N/A |
Nerez |
Hodí se pro mnoho výfukových sestav |
1-7/8 |
1-1/2 (1,90 palce vnější průměr) |
Nerez |
Funguje pro montáž záhlaví schodů |
2 |
N/A |
Nerez |
Univerzální pro různé trubky |
2-1/4 |
N/A |
Nerez |
Užitečné pro větší části výfuku |
Tyto svorky drží vaše fit-up stabilně a pomáhají vám získat spoje bez mezer. Můžete kombinovat velikosti, aby vyhovovaly různým částem vašeho výfuku.
Poznámka: Před zahájením svařování vždy dvakrát zkontrolujte vyrovnání. Malý posun nyní může způsobit později velké problémy.
Jakmile máte seřízení a upnutí vytříděné, je čas na přichycení sváru. Tack svary jsou malé, rychlé svary, které drží vše pohromadě, než spustíte finální housenku. Umístěte připínáček na horní, spodní a obě strany každého spoje. To zabrání tomu, aby se trubka pohybovala nebo deformovala, když dokončíte svar. Pohybujte svěrkou, jak jdete, pomocí štěrbiny k dosažení nových míst. Po úplném přišpendlení sejměte svorku a ještě jednou zkontrolujte zarovnání.
Pokud vidíte nějaké pohyby nebo mezery, opravte je nyní. Dobré lepivé svary dělají konečné svařování mnohem hladší a pomáhají vám vyhnout se překvapením. Pamatujte, že trocha času navíc stráveného správným seřízením a vyrovnáním se vyplatí díky silnějšímu a lépe vypadajícímu výfuku.
Pokud chcete, aby vaše výfukové potrubí 3 z nerezové oceli vydrželo, musíte použít správnou techniku svařování. TIG svařování je pro tuto práci nejlepší volbou. Poskytuje čisté, pevné svary a pomáhá vám vyhnout se běžným problémům, jako jsou deformace nebo netěsnosti. Zde je několik tipů pro svařování, které vám pomohou dosáhnout profesionálních výsledků:
Než začnete, vždy vyčistěte nerezovou trubku. K odstranění nečistot nebo oleje použijte drátěné kolečko nebo odstraňovač rzi.
Odpojte záporný pól baterie auta. To chrání vaši elektroniku před svařovacím proudem.
TIG svařování funguje nejlépe pro nerezové výfukové potrubí. Je shovívavější než svařování MIG a poskytuje vám lepší kontrolu.
Zkuste posloupnost svarů. Nejprve přilepte několik bodů kolem spoje. Poté tyto body spojte krátkými svary. Tato technika vám pomůže vyhnout se deformaci a udržuje váš výfukový systém rovný.
Ujistěte se, že váš pracovní prostor má dobré větrání. Svařování nerezové oceli může vytvářet výpary, proto udržujte vzduch v pohybu.
Tip: Nespěchejte s každým svarem. Spěch může vést ke slabým místům a špatné odolnosti proti korozi.
Možná vás napadne, zda byste pro svůj výfukový systém měli použít svařování TIG nebo MIG. Obě metody mají své místo, ale u 3palcových nerezových výfukových trubek je obvykle nejlepší TIG svařování. Pojďme si rozdíly rozebrat:
Aspekt |
TIG svařování |
Svařování MIG |
|---|---|---|
Kvalita svaru |
Přesné, čisté svary téměř bez rozstřiku. Skvělé pro tenké trubky z nerezové oceli. |
Pevné, čisté svary s minimálním rozstřikem. Dobré pro tlustší trubky, ale méně přesné. |
Vynikající. TIG udržuje nízké teplo a chrání kov, takže vaše svary vydrží déle. |
Spodní. Větší teplo může trubku poškodit a rychleji zrezivět. |
|
Snadné použití |
Těžší na učení. Pomalejší proces. Potřebuje více dovedností a lepší vybavení. |
Snáze se učí. Rychleji. Dobré pro velké práce nebo tlusté trubky. |
Svařování TIG vám poskytuje větší kontrolu a lepší odolnost proti korozi. Získáte hladké, profesionálně vypadající svary, které časem vydrží. Svařování MIG je rychlejší a jednodušší, ale může způsobit, že váš výfukový systém bude více otevřený korozi a netěsnostem. Pro většinu zakázkových nebo výkonných výfukových prací je TIG správnou cestou.
Poznámka: Pokud se svařováním začínáte, začněte s několika cvičnými kousky, než začnete pracovat na svém skutečném výfuku.
Výběr správného přídavného kovu a ochranného plynu je klíčem k pevným a trvanlivým svarům. U výfukového potrubí 3 z nerezové oceli chcete, aby plnicí tyč odpovídala třídě vašeho potrubí. Tyče ER308L nebo ER308LSi dobře fungují pro většinu výfukových systémů z nerezové oceli 304. Pokud spojujete různé kovy, vyzkoušejte plnicí tyč ER309 pro lepší kompatibilitu.
Důležitý je také ochranný plyn, který používáte. Čistý argon je standardem pro svařování nerezové oceli metodou TIG. Chrání svarovou lázeň před vzduchem, což udržuje vaše svary čisté a zvyšuje odolnost proti korozi. U silnějších trubek můžete do směsi přidat trochu helia. To pomáhá svaru proniknout hlouběji a svar je hladší.
Zde je rychlý pohled na nejlepší možnosti:
Proces svařování |
Doporučené přídavné kovy |
Ochranné plyny |
Vliv na integritu svaru |
|---|---|---|---|
TIG (GTAW) |
Přizpůsobte tyč třídě nerezové oceli (ER308L, ER308LSi, ER309 pro různé kovy) |
Argon (čistý); Argon + Helium pro tlusté trubky |
Argon zastavuje oxidaci, udržuje svary čisté a zlepšuje odolnost proti korozi. U tlustších trubek pomáhá helium. |
MIG (GMAW) |
Nerezový drát odpovídající jakosti potrubí |
Argon s trochou CO2 |
Argon udržuje svary čisté. CO2 pomáhá se stabilitou oblouku, ale může snížit odolnost proti korozi. |
Popis: Tyče a drát vždy skladujte na suchém místě. Vlhkost může způsobit poréznost a oslabit vaše svary.
Se správným přídavným materiálem a ochranným plynem získáte sváry, které vypadají skvěle a vydrží roky. Toto je jeden z nejdůležitějších tipů pro svařování jakéhokoli výfukového systému z nerezové oceli.
Zpětné proplachování změní hru, když svaříte 3 výfukové potrubí z nerezové oceli. Pokud chcete, aby vaše svary vydržely a vypadaly profesionálně, musíte vnitřek potrubí chránit před kyslíkem. Když svařujete nerezovou ocel, zevnějšek může vypadat dobře, ale vnitřek může zdrsnit a ztvrdnout, pokud přeskočíte zpětné čištění. Tato drsnost se nazývá 'cukernatost' a vede ke vzniku slabých míst a rzi.
Těmto problémům se můžete vyhnout tím, že před zahájením svařování naplníte vnitřek výfukového systému argonem. Argon vytlačuje kyslík a dusík a vytváří bezpečnou zónu pro váš svar. Tato technika udržuje vnitřek vašich svarů plochý, lesklý a bez prohlubní nebo prasklin. Získáte svar, který je stejně pevný a čistý zevnitř jako zvenku.
Tip: K propláchnutí zadní části vždy používejte argon. Udržuje vaše sváry bez zčernalých povrchů a nevzhledné oxidace. Váš výfuk zůstane pevný a nebudete se muset obávat pozdější koroze.
Když provedete zpětné proplachování, zvýšíte také odolnost výfukového systému z nerezové oceli proti korozi. Svary zůstanou hladké a vyhnete se tvorbě karbidů chrómu, které mohou po čase rozežrat vaši trubku. Pokud chcete, aby váš výfuk zvládl vibrace, teplo a posypovou sůl, tento krok nevynechávejte. Zpětné proplachování je jedním z nejdůležitějších tipů pro svařování nerezových trubek.
Pulzní svařování TIG je chytrá technika pro práci na výfukových potrubích z nerezové oceli. Teplo ovládáte velmi rychlým přepínáním mezi vysokým a nízkým proudem. To vám pomůže udržet svarovou lázeň stabilní a zabrání přílišnému zahřátí trubky.
Zde je rychlá tabulka, která vám pomůže nastavit svářečku pro 3palcové odsávání:
Parametr |
Doporučené nastavení/rozsah |
Co to dělá pro vaše svary |
|---|---|---|
Špičkový proud |
Nastavte jako obvykle pro svařování TIG |
Dává vám sílu pro plnou penetraci |
Pulzní frekvence |
100-250 pulzů za sekundu (PPS) |
Zužuje housenku, zvyšuje penetraci a snižuje přívod tepla |
Špičkový čas |
40-60 % každého pulzního cyklu |
Ovládá šířku a teplo |
Proud na pozadí |
25-40% špičkového proudu |
Snižuje přísun tepla, udržuje louži tekutou |
Když použijete pulzní nastavení, můžete zmenšit tepelně ovlivněnou zónu a snížit riziko deformace výfukového systému. Svarová housenka zůstane úzká a získáte hlubší průnik bez přehřátí trubky. To je zvláště užitečné, když chcete, aby vaše svary vypadaly čistě a dlouho vydržely.
Poznámka: Začněte se 100 PPS a upravte, jak vám to bude příjemné. Vyšší frekvence vám pomohou udržet svar těsný a potrubí chladné.
Pulzní svařování je skvělý způsob, jak regulovat teplo a dosáhnout konzistentních výsledků. Pokud chcete zvládnout svařování nerezové oceli, naučíte se používat pulzní nastavení, které vám výrazně usnadní výfukové projekty.
Při svařování výfukových trubek z nerezové oceli je regulace tepla vším. Příliš mnoho tepla může deformovat vaši trubku, zničit odolnost proti korozi a způsobit křehnutí svarů. Chcete udržet svar a jeho okolí mimo nebezpečnou zónu – mezi 950 a 1 500 °F. Příliš dlouhé setrvání v tomto rozmezí může způsobit, že ocel ztratí svou ochrannou vrstvu a začne rezivět.
Zde je několik jednoduchých způsobů, jak regulovat přívod tepla:
Ujistěte se, že vaše potrubí je těsné. Mezery vás nutí zdržovat se s baterkou déle, což dodává teplo.
Použijte krátké svary a nechte trubku mezi průchody vychladnout.
Pokud je to možné, volte nízkouhlíkové přídavné kovy. Pomáhají předcházet tvorbě karbidů chrómu, které poškozují odolnost proti korozi.
Vyzkoušejte regulované nanášení kovu (RMD) pro kořenový průchod a pulzní svařování pro výplňový a uzávěrový průchod. Tyto procesy umožňují svařovat rychleji, aniž by došlo k přehřátí trubky.
Udržujte rychlost svařování – pokud můžete, zaměřte se na 6 až 12 palců za minutu.
Popis: Pokud nemůžete použít plnivo s nízkým obsahem uhlíku, věnujte zvýšenou pozornost svému tepelnému příkonu. To udržuje váš výfukový systém silný a bez rzi.
Dodržováním těchto tipů pro svařování chráníte výfukové potrubí z nerezové oceli 3 před deformací a udržujete vysokou odolnost proti korozi. Dobrá regulace tepla znamená, že váš výfukový systém vydrží déle a bude vypadat lépe i po letech používání.
Po dokončení svařování výfuku musíte sváry vyčistit, aby byl váš systém pevný a bez rzi. Svary z nerezové oceli zachycují během svařování tepelný nádech, oxidy a další znečištění. Pokud je necháte na povrchu, váš výfuk může začít korodovat mnohem rychleji, než byste čekali.
Zde je návod, jak dosáhnout toho, aby vaše svary vypadaly skvěle a byly chráněny:
Použijte mořicí pastu (na kyselé bázi) k odstranění oxidace a zabarvení z oblasti svaru. Tento krok chemického čištění obnoví odolnost vašeho výfuku z nerezové oceli proti korozi.
Pokud chcete super hladký povrch a ještě lepší ochranu proti korozi, zkuste elektrolytické leštění. Tato metoda funguje dobře pro špičkové výfukové systémy nebo výfukové systémy show-kvalitní.
K mechanickému čištění vždy používejte nerezový drátěný kartáč nebo pad Scotch Brite. Nikdy nepoužívejte kartáče, které se dotkly uhlíkové oceli, jinak riskujete znečištění výfuku.
Po chemickém čištění opláchněte svařované místo čistou vodou. Tento krok odstraní veškeré zbytky kyseliny a udrží váš výfuk v bezpečí.
Pro dosažení nejlepších výsledků kombinujte kartáčování s mořením. Tento dvoustupňový proces odstraňuje jak povrchové nečistoty, tak i hlubší nečistoty.
Tip: Pasivace po čištění může posílit ochrannou vrstvu na výfuku z nerezové oceli. Tento krok navíc pomáhá vašemu systému bojovat proti rzi po celá léta.
Jakmile jsou vaše svary čisté, je čas zkontrolovat případné problémy. Chcete, aby vám výfuk z nerezové oceli vydržel, proto tento kontrolní krok nepřeskakujte. Začněte dobrou vizuální kontrolou. Hledejte praskliny, poréznost, podříznutí nebo jakékoli známky strusky. Svítilna vám pomůže odhalit drobné vady na povrchu.
Pro hlubší pohled můžete použít pokročilejší metody kontroly:
Rentgenová kontrola (rentgen) vám umožní vidět vnitřek svaru. Tato metoda najde skryté vady, které by mohly způsobit netěsnosti nebo slabá místa ve výfuku.
Phased Array Ultrasound Testing (PAUT) využívá ke skenování svaru zvukové vlny. Funguje dobře pro složité tvary a dokáže najít chyby v blízkosti kořene nebo uvnitř svaru.
Techniky povrchových vln, jako jsou vířivé proudy nebo ACFM, vám pomohou zkontrolovat korunu svaru, zda neobsahuje praskliny nebo jiné problémy.
Pokud máte přístup pouze k jedné straně svaru, sondy elektromagnetického akustického snímače (EMAT) vám mohou pomoci při kontrole kořenové oblasti.
Poznámka: Kontrolní nástroje vždy kalibrujte pomocí referenčních bloků. Tento krok zajistí, že vaše výsledky budou přesné a spolehlivé.
Pečlivá kontrola vám dá klid. Víte, že váš výfuk z nerezové oceli je pevný, netěsný a připravený na cestu.
Když vy nainstalujte 3palcový výfuk z nerezové oceli , chcete, aby vše zůstalo těsné a bez chrastění. Správný způsob použití svorek a závěsů je obrovský rozdíl v tom, jak váš systém funguje a vydrží. Pojďme si rozebrat osvědčené postupy, abyste pokaždé dosáhli bezpečného a nepropustného uložení.
Nejprve vždy očistěte povrchy potrubí, než začnete. Nečistoty nebo rez mohou zabránit tomu, aby svorky dobře těsnily. Změřte vnější průměr vašich trubek a vyberte správnou velikost svorky. Pokud je svorka příliš velká nebo příliš malá, může dojít k úniku kapaliny nebo dokonce k poškození trubky.
Pro váš výfuk máte několik možností svorky:
Páskové svorky fungují nejlépe pro trubky z nerezové oceli. Mají široký povrch a nedrtí trubku. Umístěte svorku na spoj, srovnejte ji a rovnoměrně utáhněte obě strany. To vám dává těsné utěsnění a udržuje spoj čistý.
Svorky U-šroub jsou běžné, ale musíte být opatrní. Nasaďte U-šroub přes spoj a matice po částech utahujte. Pokud půjdete příliš těsně, můžete trubku zdeformovat a způsobit netěsnosti.
V-band svorky jsou skvělé pro vysoce výkonná nebo turbo nastavení. Nejprve musíte ke koncům trubek přivařit příruby. Poté nasaďte svorku V-band kolem přírub a utáhněte ji. Vždy zkontrolujte vyrovnání, abyste zabránili úniku.
Tip: Pomocí momentového klíče utáhněte svorky podle specifikací výrobce. To vám pomůže vyhnout se nadměrnému utažení a udrží vaše výfukové potrubí v dobrém stavu.
Nyní si povíme něco o věšákech. Ty podporují váhu vašeho výfuku a zabraňují jeho prohýbání nebo chrastění. Umístěte závěsy na klíčová místa podél systému, zejména v blízkosti zatáček nebo těžkých částí. Závěsy z nerezové oceli vydrží déle a odolávají korozi, takže jsou chytrou volbou pro jakoukoli instalaci.
Zde je návod, jak můžete použít svorky a závěsy pro dosažení nejlepších výsledků:
Umístěte svorky pro zavěšení potrubí, abyste přidali další podporu a snížili namáhání výfuku.
Po instalaci zkontrolujte těsnost a ujistěte se, že vše sedí. Spusťte motor a poslouchejte, zda se neozývá chrastění nebo podivné zvuky.
Po několika tepelných cyklech znovu zkontrolujte těsnost svorky. Potrubí se roztahuje a smršťuje, takže rychlá kontrola udržuje váš systém utěsněný.
Pokud chcete jít ještě o kus dál, můžete použít vysokoteplotní tmel výfuku nebo pružné spojky. Ty pomáhají vašemu systému zvládat vibrace a tepelnou roztažnost.
Poznámka: Vždy vybírejte nerezové svorky a závěsy pro nejlepší odolnost proti korozi. Díky tomu bude váš výfuk vypadat a fungovat skvěle i za nepříznivého počasí.
Když použijete svorky a věšáky správným způsobem, vaše instalace zůstane pevná a bezproblémová po mnoho let.
Dokončili jste instalaci 3palcového výfukového potrubí z nerezové oceli. Nyní se chcete ujistit, že nedochází k únikům, než vyrazíte na silnici. I nepatrná netěsnost může způsobit hluk, snížit výkon nebo propustit výpary do vašeho vozu. Zde je návod, jak můžete zkontrolovat svou práci a ujistit se, že je výfukový systém těsně utěsněn.
Natlakujte systém
Start tím, že se ujistěte, že je výfuk chladný. Vložte dílenskou podtlakovou hadici do koncovky výfuku a utěsněte ji páskou. Nastavte podtlak, aby vyfukoval vzduch do výfuku. Potřebujete jen malý tlak – stačí asi 3 až 5 psi. Nepřehánějte to, jinak byste mohli poškodit systém.
Rozprašovací mýdlová voda
Smíchejte roztok mýdla a vody ve spreji. Nastříkejte tuto mýdlovou vodu na každý spoj, svorku a svar. Sledujte pozorně. Pokud vidíte, že se tvoří bubliny, našli jste netěsnost. Bubliny znamenají, že vzduch uniká mezerou.
Zkontrolujte všechna připojení
Věnujte zvýšenou pozornost kluzným spojům, páskovým svorkám a svarovým spojům. Tato místa jsou nejpravděpodobnějšími místy, kde se mohou objevit netěsnosti. Pohybujte se pomalu a kontrolujte každou oblast z různých úhlů.
Hledejte vizuální vodítka
Někdy za sebou úniky zanechávají vodítka. Hledejte šedé nebo černé skvrny od sazí nebo žluté skvrny kolem spojů a svorek. Tyto skvrny často ukazují, kde výfukové plyny unikaly.
Kontrola poškození
Použijte baterku ke kontrole prasklin, vyboulení nebo tenkých míst v potrubí. Pokud vidíte nějaký kov, který vypadá slabý, jemně do něj šťouchněte šídlem. Měkká nebo důlková místa se mohou časem změnit v netěsnosti.
Ponoření malých dílů (volitelně)
Pokud máte kousek potrubí mimo auto, můžete jej ponořit do vody, dokud je pod tlakem. Bubliny ve vodě vám přesně ukáží, kde je únik.
Tip: Po několika tepelných cyklech vždy zkontrolujte svorky a závěsy. Trubky se roztahují a smršťují, což může uvolnit spojení a vytvořit nové netěsnosti.
Ne všechny svorky těsní stejně. Páskové svorky obvykle poskytují nejlepší těsnění pro trubky z nerezové oceli. U-šroub a sedlové svorky fungují, ale musíte je instalovat opatrně. Ujistěte se, že máte dostatečné překrytí potrubí uvnitř svorky. Rovnoměrně utahujte svorky, aby nedošlo k rozdrcení trubky nebo ponechání mezer.
Poznámka: Dobrá kontrola těsnosti vás nyní ušetří pozdějších bolestí hlavy. Nespěchejte a znovu zkontrolujte každý spoj. Váš výfuk bude znít lépe, vydrží déle a udrží vás v bezpečí.
Přehřátí je jednou z největších chyb, kterých se můžete dopustit svařování 3palcového výfukového potrubí z nerezové oceli . Pokud necháte trubku příliš zahřát, riskujete deformaci kovu a zničení odolnosti proti korozi. Můžete si všimnout, že se potrubí v blízkosti sváru zbarví do modra nebo fialova. To je jasné znamení, že jste to s horkem zašli příliš daleko.
Když použijete příliš mnoho tepla, svarová oblast může zkřehnout. To zvyšuje pravděpodobnost, že váš výfuk praskne nebo selže na silnici. Vysoké teplo také ničí ochrannou vrstvu na nerezové oceli, což znamená, že rez se může začít tvořit mnohem rychleji. Pokud použijete špatnou techniku svařování, jako je vedení souvislé housenky kolem trubky, zvyšujete riziko přehřátí a deformace.
Tip: Použijte posloupnost svarů. Přilepte svar v několika bodech kolem spoje a poté tyto spoje spojte krátkými svary. To vám pomůže regulovat teplo a udržuje vaše potrubí rovné.
Zde je rychlý pohled na to, co se může pokazit, pokud nekontrolujete teplo:
Častá chyba |
Důsledek / riziko |
Doporučená praxe |
|---|---|---|
Nesprávná technika svařování (kontinuální svar) |
Deformace, slabé svary |
Použijte posloupnost svarů a krátké svary |
TIG svařování nízkou rychlostí nebo vysokým tepelným příkonem |
Nebezpečí deformace, nekonzistentní svar |
Udržujte stálé tempo a hlídejte si proud |
Pokud vynecháte čištění před svařováním, můžete si zadělat na potíže. Nečistoty, olej nebo rez na potrubí mohou způsobit špatné svarové spojení a slabé spoje. Ve svarech můžete vidět poréznost, rozstřik nebo dokonce praskliny. Tyto vady snižují odolnost proti korozi a mohou vést k netěsnostem.
Potrubí vždy čistěte drátěným kartáčem z nerezové oceli nebo odstraňovačem rzi. Otřete oblast acetonem těsně před zahájením svařování. Tento krok odstraní všechny poslední stopy oleje nebo zbytků. Pokud svařujete na nečistých površích, riskujete, že budete muset svou práci předělat, nebo v horším případě skončíte s výfukem, který brzy selže.
Poznámka: Nikdy nepoužívejte kartáč, který se dotkl uhlíkové oceli. I malá kontaminace může zničit korozní odolnost vašeho svaru.
Špatné uchycení je další chybou, která může způsobit velké problémy. Pokud vaše části potrubí nejsou dobře zarovnány, budete mít mezery, které se těžko vyplňují. To vás nutí zdržovat se s baterkou déle, což zvyšuje teplo a zvyšuje riziko deformace. Špatné uchycení také ztěžuje dosažení silného svaru bez úniku.
Před svařováním musíte zkontrolovat každý spoj. Ujistěte se, že konce jsou kulaté a hladké. Použijte svorky a závěsy, aby vše drželo pevně. To vám pomůže dosáhnout těsného a rovnoměrného uchycení a vaše svary budou vypadat profesionálně.
Zde je tabulka, která ukazuje, jak tyto chyby mohou ovlivnit váš projekt:
Chyba při svařování |
Výsledné vady svarů |
Důsledky / Dopad |
|---|---|---|
Svařování na nečistých površích |
Slabé spoje, pórovitost |
Snížená pevnost, špatná odolnost proti korozi |
Bez použití svorek a závěsů |
Nesouosost, špatné usazení |
Netěsnosti, nepřesné řezy, dodatečné přepracování |
Nesprávná technika svařování |
Deformace, slabé svary |
Kratší životnost výfuku, potřeba více oprav |
Popis: Před zahájením svařování vždy dvakrát zkontrolujte své uchycení. Trochu času navíc vám ušetří pozdější bolesti hlavy.
Nezapomeňte na ventilaci. Svařování v uzavřeném prostoru bez řádného větrání vás může vystavit toxickým výparům. Vždy udělejte větrání prostoru prioritou pro vaše zdraví a bezpečnost.
Pokud přeskočíte zpětné proplachování při svařování nerezových výfukových trubek, zaděláte si na potíže. Zpětné proplachování znamená plnění vnitřku trubky plynem argon během svařování. Tento krok chrání vnitřek vašeho svaru před kyslíkem. Mnoho lidí si myslí, že se bez něj obejdou, ale výsledky vyprávějí jiný příběh.
Když neproplachujete, vnitřek svaru je vystaven vzduchu. Kyslík reaguje s horkou nerezovou ocelí a vytváří drsný, křupavý povrch zvaný 'cukrování'. Možná to zvenku nevidíte, ale uvnitř trubky vypadá svar černý a drsný. To oslabuje spoj a zvyšuje pravděpodobnost, že bude rezavět. V průběhu času může drsný povrch zachytit vlhkost a nečistoty. Váš výfukový systém začne korodovat zevnitř ven.
Zde je to, co se může pokazit, pokud přeskočíte zpětné čištění:
Cukernatění: Vnitřek svaru zešedne nebo zčerná a zdrsní. To je známka oxidace.
Slabší svary: Svar ztrácí pevnost a při namáhání může prasknout nebo selhat.
Koroze: Drsný povrch zachycuje vodu a sůl a urychluje rez.
Netěsnosti: Špatná kvalita svaru může vést k únikům výfukových plynů, které zhoršují výkon a bezpečnost.
Tip: Pro zpětné proplachování vždy používejte čistý argon. Nesnažte se ušetřit peníze používáním CO₂ nebo stlačeného vzduchu. Pouze argon ochrání váš svar před oxidací.
K očištění nepotřebujete luxusní vybavení. Můžete použít jednoduché nastavení:
Oba konce trubky olepte páskou a ponechte malý otvor pro argonovou hadici.
Vložte hadici a nechte minutu proudit argon, aby se vypláchl vzduch.
Začněte svařovat, zatímco argon stále proudí uvnitř trubky.
Udržujte průtok, dokud svar nevychladne.
Trochu času navíc stráveného čištěním zad se vyplatí. Vaše svary budou vypadat lépe, déle vydrží a odolají korozi. Pokud chcete, aby váš 3palcový výfuk z nerezové oceli zůstal pevný a bez úniku, nikdy tento krok nevynechejte.
Popis: Čištění zad není jen pro profesionály. I když jste ve svařování noví, můžete nastavit základní systém čištění pomocí pásky, hadice a láhve argonu. Vaše budoucí já vám poděkuje!
Než začnete, ujistěte se, že máte vše připraveno. Tento krok vám ušetří čas a pomůže vám vyhnout se později chybám.
Znovu zkontrolujte rozměry potrubí. Rozložte všechny díly a zjistěte, zda se k sobě hodí.
Vyčistěte každý úsek potrubí acetonem a drátěným kartáčem z nerezové oceli. Odstraňte veškerý olej, špínu nebo rez.
Zkontrolujte každou trubku, zda nemá promáčkliny, praskliny nebo ostré hrany. Případná drsná místa vyhlaďte pilníkem.
Shromážděte všechny své nástroje – svářečku TIG, svorky, plnicí tyče a bezpečnostní vybavení. Umístěte je na dosah.
Nastavte si pracovní prostor. Ujistěte se, že máte dobré osvětlení a větrání.
Pokud na vozidle pracujete, odpojte baterii auta.
Zkušebně upevněte trubky a pomocí svorek je držte na místě. Upravujte, dokud nedosáhnete těsného střihu.
Tip: Díky čistému a organizovanému nastavení je svařovací proces mnohem plynulejší.
Nyní jste připraveni svařovat. Pro pevné a čisté spoje postupujte podle následujících kroků:
Dvakrát si zkontrolujte, jak sedíte. Trubky by se měly dotýkat po celém obvodu bez velkých mezer.
Přilepte svar v několika bodech kolem každého spoje. Díky tomu se vše nehýbe.
Nastavte svou TIG svářečku na správné nastavení pro nerezovou ocel. Použijte pulzní režim, pokud jej váš stroj má.
Začněte svařovat po krátkých úsecích. Mezi jednotlivými průchody nechte potrubí vychladnout, abyste zabránili přehřátí.
Použijte zpětné proplachování plynem argon. To chrání vnitřek potrubí před oxidací.
Sledujte svůj tepelný příkon. Pohybujte se stálým tempem a vyhněte se zdržování na jednom místě.
Podle potřeby přidejte plnicí tyč, která odpovídá typu vaší trubky.
Kontrolujte každý svar za pochodu. Hledejte hladké, rovnoměrné korálky bez děr nebo prasklin.
Popis: Nespěchejte s každým svarem. Spěch může vést ke slabým místům a více práce později.
Dokončili jste svařování a čištění výfukového potrubí. Nyní je čas na instalaci. V tomto kroku se spojí všechna vaše tvrdá práce. Pokud chcete, aby vám výfuk vydržel a dobře fungoval, postupujte přesně podle těchto kroků.
Shromážděte si nástroje
Rozložte si klíče, sadu zásuvek, svorky a měřicí pásku. Mějte vše na dosah. Znovu zkontrolujte, zda máte všechny díly, včetně nových těsnění a hardwaru.
Zvedněte a podepřete vozidlo
Ke zvednutí auta použijte hydraulický zvedák. Umístěte podpěry zvedáku pod pevné body na rámu. Nikdy nelezte pod auto podepřené pouze zvedákem. Bezpečnost je na prvním místě.
Zkušební montáž výfukového potrubí
Zasuňte potrubí na místo pod autem. Zkontrolujte, zda je každá sekce zarovnaná s upevňovacími body. Hledejte těsná místa nebo místa, kde by se trubka mohla otírat o rám nebo zavěšení.
Instalace závěsů a svorek
Připevněte závěsy k továrním montážním bodům. Ty podporují váhu vašeho výfuku a zabraňují jeho drnčení. Ke spojení každé sekce použijte nerezové svorky. Rovnoměrně je utáhněte, ale nedrťte trubku. Pokud používáte svorky s V-bandem, ujistěte se, že jsou příruby v jedné rovině, než je utáhnete.
Zkontrolujte vyrovnání a vůli
Ujistěte se, že výfuk sedí rovně a nedotýká se žádných pohyblivých částí. Chcete alespoň půl palce volného prostoru od rámu, palivového potrubí a brzdových hadic. Upravte polohu podle potřeby.
Vše utáhněte
Začněte vepředu a postupujte zpět. Utáhněte každou svorku a šroub podle specifikací výrobce. Použijte momentový klíč, pokud jej máte. Znovu zkontrolujte věšáky, abyste se ujistili, že jsou bezpečné.
Zkontrolujte netěsnosti a chrastění
Spusťte vůz a nastartujte motor. Poslouchejte chrastění nebo úniky. Pokud při stříkání mýdlové vody na spoje slyšíte syčení nebo vidíte bublinky, utáhněte svorky ještě trochu.
Tip: Po první jízdě znovu zkontrolujte instalaci. Trubky se mohou při zahřívání a ochlazování posouvat. Znovu utáhněte svorky a zkontrolujte, zda se závěsy nepohybují.
Pečlivá instalace znamená, že váš výfuk zůstane tichý, bez úniků a silný po celá léta. Udělejte si čas a dvakrát zkontrolujte každý krok. Později si poděkujete!
Nejlepších výsledků na vašem 3 výfukovém potrubí z nerezové oceli dosáhnete provedením několika klíčových kroků. Svařování TIG vám zajistí čisté a pevné svary na nerezových trubkách. Vždy čistěte každý nerezový povrch a používejte správný ochranný plyn. Ujistěte se, že je vaše spojení těsné, a potrubí pročistěte zpět, abyste zabránili korozi.
Použijte kontrolní seznam pro každý projekt.
Používejte správné bezpečnostní vybavení, jako je helma a kožená zástěra.
Pokud jste noví, podívejte se na výukové programy svařování TIG.
Věnování pozornosti těmto detailům pomáhá vašemu nerezovému výfuku vydržet déle a vypadat skvěle.
Měli byste svařovat v krátkých úsecích a mezi průchody nechat trubku vychladnout. Použijte svorky, abyste vše drželi pevně. Udržujte nízký přísun tepla a pohybujte se rychle. To vám pomůže udržet potrubí rovné a silné.
Ano, můžete použít svářečku MIG, ale svařování TIG vám zajistí čistší a pevnější svary. MIG funguje lépe pro tlustší potrubí. Pokud používáte MIG, vyberte správný drát a ochranný plyn pro nerezovou ocel.
Absolutně! Zpětné čištění chrání vnitřek vašeho svaru před oxidací. Pokud jej přeskočíte, riskujete slabé, rezavé svary. I když nevidíte dovnitř, zpětné proplachování udrží váš výfuk bez úniku a dlouhou životnost.
Zkontrolujte hladké, rovnoměrné korálky bez děr nebo prasklin. Svar jemně poklepejte kladivem. Pokud to zní solidně a nepraská, odvedli jste dobrou práci. Pro větší klid nastříkejte mýdlovou vodu a hledejte bublinky.
Pro trubky z nerezové oceli 304 použijte výplňové tyče ER308L nebo ER308LSi. Pokud spojujete různé kovy, zkuste ER309. Vždy přiřaďte plnicí tyč k potrubí, abyste dosáhli nejlepších výsledků.
K odstranění tepelného zabarvení a oxidace použijte drátěný kartáč z nerezové oceli nebo mořicí pastu. Po použití chemikálií opláchněte čistou vodou. Nikdy nepoužívejte kartáč, který by se dotýkal uhlíkové oceli, mohlo by dojít ke korozi.
Můžeš, ale je to těžší. Ujistěte se, že jste odpojili baterii a chraňte blízké části před jiskrami. Dobré větrání je nutností. Pokud je to možné, vyjměte trubku pro snadnější a bezpečnější svařování.






