
dichtbij
Kies uw site
Globaal
Sociale media

Auteur: Site-editor Publicatietijd: 12-07-2025 Herkomst: Locatie








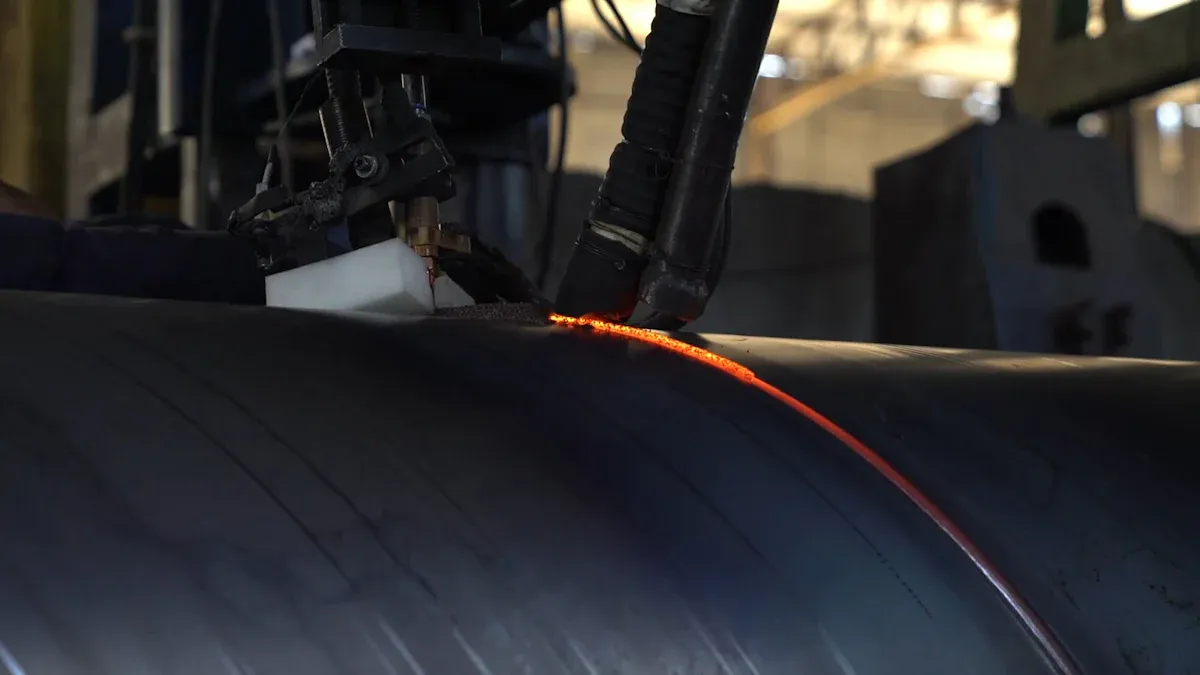
Als je wilt dat je 3 roestvrijstalen uitlaatpijpen lang meegaan en er geweldig uitzien, moet je je op een paar belangrijke stappen concentreren. Met TIG-lassen krijg je het beste resultaat bij afzuigwerkzaamheden, maar je moet ook ieder RVS oppervlak grondig reinigen. Zelfs een beetje olie of roest kan porositeit of spatten in uw lasnaden veroorzaken, waardoor de corrosiebestendigheid wordt aangetast. Zorg ervoor dat uw montage strak zit en gebruik terugspoeling om de binnenkant van de buis te beschermen. Dit voorkomt doorbranden en houdt uw uitlaat sterk en lekvrij.
Gebruik TIG-lassen voor schone, sterke lasnaden 3-inch roestvrijstalen uitlaatpijpen.
Maak elk buisoppervlak altijd grondig schoon voordat u gaat lassen om zwakke verbindingen en roest te voorkomen.
Kies de juiste roestvrij staalkwaliteit en bijpassende vulstaven voor de beste corrosieweerstand.
Zorg voor een strakke pasvorm en gebruik klemmen om de buizen stabiel te houden voor gladde, lekvrije lassen.
Spoel de binnenkant van de buis terug met argongas om de lassen te beschermen tegen oxidatie en corrosie.
Houd de warmte-inbreng onder controle door korte stukken te lassen en de buis te laten afkoelen om kromtrekken te voorkomen.
Draag de juiste veiligheidsuitrusting zoals helmen, handschoenen en ademhalingstoestellen om uzelf tijdens het lassen te beschermen.
Inspecteer en reinig de lasnaden na het afwerken om verkleuring te verwijderen en te controleren op defecten.
Voor het werken aan 3 inch RVS uitlaatpijpen wil je starten met de juiste lasapparatuur. Voor deze klus is een TIG-lasser de beste keuze. Veel lassers raden de AlphaTIG200X van AHP aan omdat deze geweldige controle en prestaties biedt zonder veel geld uit te geven. Ook voor betrouwbare machines en accessoires kunt u terecht bij merken als HTP. Zorg ervoor dat je een comfortabele zaklamp hebt, zoals een flexibele kop, en een responsief voetpedaal. Deze details helpen u uw laswerk stabiel en soepel te houden.
Om uw opstelling door uw werkruimte te verplaatsen, heeft u een laswagen nodig. Houd een roestvrijstalen draadborstel en een speciale slijpmachine bij de hand om de buis schoon te maken vóór het lassen. Gebruik klemmen of sterke magneten om de buizen op hun plaats te houden. Hoekijzer kan u helpen alles op één lijn te houden. Vergeet uw vulstaven niet -ER308LSi werkt goed voor de meeste austenitische roestvrijstalen buizen, maar het kan zijn dat u een ander type nodig heeft als u ongelijksoortige metalen verbindt. Zorg er altijd voor dat uw lasstaaf overeenkomt met de kwaliteit roestvrij staal die u last.
Tip: Reinig elke verbinding met aceton en een roestvrijstalen draadborstel voordat u begint met lassen. Zelfs een klein beetje olie of roest kan uw las verpesten.
Het lassen van roestvrij staal veroorzaakt intense hitte en gevaarlijke dampen, dus u moet uzelf beschermen. Draag altijd een automatisch verduisterende lashelm met een lenskap die voldoet aan de ANSI- en AWS-normen. Zet onder uw helm een veiligheidsbril met zijschermen (Z87.1 goedgekeurd) op om u te beschermen tegen rondvliegende vonken en vuil.
Kies voor zware, vlamwerende handschoenen en een lasjas of -schort van wol of behandeld katoen. Leren laarzen met veiligheidsneuzen en enkelbedekking houden je voeten veilig. Als u in een ruimte met slechte ventilatie werkt, gebruik dan een gasmasker dat goed past en geschikt is voor lasrook. Goede hygiëne en regelmatige controles van de uitrusting zorgen ervoor dat u veilig en comfortabel blijft tijdens lange lassessies.
Let bij het kiezen van materialen op de juiste kwaliteit roestvrij staal voor uw uitlaatsysteem. De meeste uitlaatpijpen voor auto's gebruiken kwaliteiten als 304, 321 of 409. Elke kwaliteit heeft zijn eigen sterke punten:
Roestvrij staalkwaliteit |
Algemeen gebruik in uitlaatpijpen |
Belangrijkste eigenschappen |
|---|---|---|
304 |
Algemene auto-uitlaat |
Goede corrosie- en hittebestendigheid, gemakkelijk te lassen |
321 |
Uitlaatsystemen voor hoge temperaturen |
Titanium gestabiliseerd, bestand tegen scheuren na het lassen |
409 |
Kosteneffectieve uitlaten |
Ferritisch, goede lasbaarheid, matige corrosieweerstand |
Je hebt ook roestvrijstalen vulstaven nodig die bij je pijp passen. Zorg ervoor dat uw leidingen geen defecten vertonen en de juiste dikte hebben, meestal rond de 1 mm voor uitlaatwerkzaamheden. Houd uw werkruimte netjes, goed verlicht en goed geventileerd om zowel de veiligheid als de laskwaliteit te verbeteren. Gebruik klemmen om alles stabiel te houden tijdens het lassen en installeren. Met de juiste gereedschappen en materialen kunt u sterke, schone lasnaden maken die lang meegaan.
Als u uw 3-inch roestvrijstalen uitlaatpijp op de juiste manier installeert, moet u het beste gereedschap voor de klus gebruiken. U wilt dat uw systeem goed aansluit, veilig blijft en lang meegaat. Laten we de onmisbare installatietools opsommen die het proces soepel en stressvrij maken.
Sleutels en dopsleutelsets
U zult deze gereedschappen bijna bij elke stap gebruiken. Sleutels en doppensets helpen u bij het vastdraaien van bouten, moeren en klemmen. Ze geven u de controle die u nodig hebt om te strak aandraaien te voorkomen, wat uw roestvrijstalen leidingen kan beschadigen. Houd zowel metrische als standaardformaten bij de hand. Je weet nooit wat je onder de auto tegenkomt.
Uitlaatklemmen
Deze klemmen verbinden verschillende delen van uw uitlaatpijp. Ze houden alles bij elkaar en stoppen lekken. Kies voor RVS klemmen voor de beste match en de langste levensduur. Wanneer u ze vastdraait, zorg er dan voor dat ze goed aansluiten, maar de buis niet platdrukken. Een goede klem houdt uw systeem afgedicht en rammelvrij.
Uitlaathangers
Hangers ondersteunen het gewicht van uw uitlaat en houden deze op zijn plaats. Bovendien absorberen ze trillingen, waardoor je rit stil blijft. Gebruik extra hangers als je nog meer stabiliteit wilt. Bevestig elke hanger aan de bevestigingspunten op het frame van uw auto. Deze stap zorgt ervoor dat uw uitlaat na verloop van tijd niet doorbuigt of verschuift.
Meetlint en marker
Nauwkeurige metingen maken een groot verschil. Gebruik een meetlint om de lengte en speling van de leidingen te controleren. Markeer uw inkepingen en montagepunten met een heldere marker. Dit helpt u fouten te voorkomen en bespaart tijd tijdens de installatie.
Rubberen hamer
Soms hebben buizen een zacht tikje nodig om in elkaar te passen. Met een rubberen hamer kunt u onderdelen op hun plaats duwen zonder het roestvrij staal te krassen of te deuken. Het is een eenvoudig hulpmiddel, maar het maakt een groot verschil.
Kriksteunen en hydraulische
krikveiligheid staat voorop. Til uw auto altijd op met een hydraulische krik en ondersteun hem met kriksteunen. Vertrouw nooit alleen op de krik. Kriksteunen houden u veilig terwijl u onder het voertuig werkt.
Beschermende handschoenen
Roestvrijstalen randen kunnen scherp zijn. Draag handschoenen om uw handen te beschermen tegen snij- en schaafwonden. Ook krijg je meer grip op gereedschappen en onderdelen.
Tip: Leg al uw gereedschap klaar voordat u begint. Dit bespaart tijd en houdt u gefocust op uw werk.
Met dit gereedschap kunt u uw uitlaatpijpen perfect uitlijnen en langdurig vastzetten. Neem de tijd voor elke stap. Controleer nogmaals uw uitlijning voordat u alles vastdraait. Een goed geïnstalleerde uitlaat ziet er niet alleen prachtig uit, maar presteert ook beter en gaat langer mee.
Als je met uitlaatpijpen werkt, zul je het zien overal austenitisch roestvast staal . Deze staalsoorten behoren tot de 300-serie, net als 304 en 321. Ze hebben een speciale mix van chroom en nikkel. Deze mix geeft ze een aantal unieke eigenschappen die ze perfect maken voor uw uitlaatprojecten.
Dit is wat austenitisch roestvast staal onderscheidt:
Uitstekende corrosiebestendigheid beschermt uw uitlaatpijp tegen roest en zuur.
Omdat ze niet-magnetisch zijn, zullen ze geen problemen veroorzaken met sensoren of elektronica in uw auto.
Dankzij de hoge ductiliteit en taaiheid kunt u de buis buigen en vormgeven zonder te barsten.
Superieure lasbaarheid maakt het gemakkelijk voor u om stukken aan elkaar te verbinden.
Een goede sterkte bij hoge temperaturen zorgt ervoor dat uw uitlaatsysteem de hitte aankan.
Tip: Als u wilt dat uw uitlaat lang meegaat, kies dan altijd voor austenitisch roestvrij staal voor de hoofdpijpsecties.
Je vraagt je misschien af waarom bijna elk uitlaatsysteem austenitisch roestvrij staal gebruikt. Het antwoord komt neer op prestaties en betrouwbaarheid. Kwaliteit 304 is de meest populaire keuze voor uitlaatpijpen. Het is bestand tegen zware wegomstandigheden, vocht en hitte. Je krijgt een pijp die bestand is tegen roest en er jarenlang mooi uit blijft zien.
Bekijk deze tabel om te zien waarom austenitisch roestvast staal zo vaak voorkomt in uitlaatsystemen:
Kenmerkend |
Uitleg |
Relevante cijfers |
Toepassing in uitlaatsystemen |
|---|---|---|---|
Corrosiebestendigheid |
Beschermt tegen oxidatie en zuuraantasting |
310, 321 |
Houdt uitlaatpijpen sterk in zware omstandigheden |
Sterkte bij hoge temperaturen |
Behoudt vorm en sterkte onder uitlaatwarmte |
310, 321 |
Voorkomt doorzakken of falen in hete secties |
Lasbaarheid |
Gemakkelijk te lassen zonder speciale warmtebehandelingen |
310, 321 |
Hiermee kunt u eenvoudig uitlaatsystemen bouwen en repareren |
Niet-magnetische natuur |
Zal de elektronica niet verstoren |
300 serie |
Veilig voor moderne voertuigen met veel sensoren |
Ductiliteit en vervormbaarheid |
Gemakkelijk te buigen en te vormen voor aangepaste uitlaatpijpontwerpen |
310, 321 |
Perfect voor krappe bochten en complexe uitlaatontwerpen |
Weerstand tegen sensibilisatie |
Bestand tegen korrelgrenscorrosie bij hoge temperaturen |
321 |
Verlengt de levensduur van uitlaatonderdelen die aan hitte worden blootgesteld |
De meeste auto's in de VS, Europa en Japan gebruiken roestvrij staal voor hun uitlaatsystemen. Ruim de helft van al het RVS in auto’s gaat de uitlaat in. Hoewel sommige nieuwere systemen om kostenredenen ferritische kwaliteiten gebruiken, blijft austenitisch roestvrij staal de beste keuze voor hoogwaardige en duurzame uitlaatpijpen.
Als u van plan bent uw uitlaatsysteem te lassen, zult u er met veel plezier mee werken austenitisch roestvrij staal . Deze staalsoorten hebben een hoog nikkelgehalte, waardoor u gladde, schone lasnaden krijgt. U heeft geen speciale warmtebehandelingen nodig en u kunt rekenen op sterke verbindingen die bestand zijn tegen corrosie.
Austenitisch roestvast staal onderscheidt zich van ferritische en martensitische soorten. Ferritisch roestvrij staal kan lastig te lassen zijn omdat het grove korrels vormt en zijn taaiheid verliest. Martensitisch roestvrij staal scheurt gemakkelijk en kan de laswarmte niet goed verwerken. Met austenitisch roestvrij staal krijgt u:
Superieure lasbaarheid voor al uw uitlaatpijpverbindingen
Betrouwbare corrosiebestendigheid bij elke las
Minder risico op kromtrekken of barsten tijdens de fabricage
Let op: Gebruik altijd de juiste vulstaaf voor uw roestvaststaalsoort. Hierdoor blijven uw lasnaden sterk en blijft uw uitlaatsysteem lekvrij.
Het perfect laten passen van uw 3-inch roestvrijstalen uitlaatpijp begint met de juiste snij- en maatmethoden. U wilt zuivere, nauwkeurige sneden die het lassen eenvoudiger maken en ervoor zorgen dat uw systeem langer meegaat. Hier is een eenvoudig proces dat u kunt volgen:
Gebruik een lintzaag of hakzaag met een blad gemaakt van roestvrij staal. Deze gereedschappen zorgen voor rechte, gladde sneden en houden de door hitte beïnvloede zone klein.
Pak na het snijden een vijl of een ontbraamgereedschap. Strijk de binnen- en buitenranden van de buis glad. Deze stap verwijdert scherpe plekken en zorgt ervoor dat uw lasnaden er professioneel uitzien.
Test elke sectie. Soms moet je zachtjes op de buis tikken met een rubberen hamer of deze aanpassen met een hamer en een dolly. U wilt een strakke pasvorm voordat u begint met lassen.
Als uw slang dik is, moet u mogelijk de randen afschuinen met een slijpmachine. Dit zorgt voor een betere laspenetratie en een sterkere verbinding.
Tip: Controleer altijd uw afmetingen voordat u gaat snijden. Een kleine fout hier kan uw hele project in de war sturen.
Een goede reiniging is een groot deel van de lasvoorbereiding. Roestvast staal moet vlekkeloos zijn voordat u gaat lassen, anders riskeert u zwakke verbindingen en lelijke verkleuringen. Zo kun je je pijp klaarmaken:
Was de pijp met warm water en een beetje afwasmiddel. Gebruik een zachte doek of een niet-schurende spons om vuil en vet weg te vegen.
Kies voor hardnekkige vlekken een roestvrijstalen reiniger die het oppervlak niet bekrast of beschadigt.
Maak zowel de binnenkant als de buitenkant schoon. Een flexibele borstel gedrenkt in een sopje werkt uitstekend voor het interieur. Spoel alles af met warm water.
Droog de pijp volledig af met een zachte handdoek. Watervlekken kunnen later voor problemen zorgen.
Veeg vlak voor het lassen het lasgebied af met aceton en een schone doek. Hiermee worden eventuele laatste sporen van olie of resten verwijderd.
Opmerking: Vermijd agressieve chemicaliën of schuursponsjes. Ze kunnen krassen op de pijp veroorzaken, waardoor de kans groter is dat deze gaat roesten.
Neem voordat u begint met lassen een paar minuten de tijd om uw leidingdelen te inspecteren. Deze stap kan u later veel problemen besparen.
Zoek naar scheuren, deuken of diepe krassen. Zelfs kleine defecten kunnen uw lasnaden verzwakken.
Controleer de uiteinden van elke buis op ronding. Niet-ronde pijpen maken het moeilijk om een strakke pasvorm te krijgen.
Zorg ervoor dat er geen bramen of metaalspaanders achterblijven bij het snijden en op maat maken.
Als u problemen opmerkt, los deze dan nu op. Gebruik een vijl, slijpmachine of schuurpapier om ruwe plekken glad te strijken.
Toelichting: Zorgvuldige voorbereiding en inspectie helpen u lekkages te voorkomen en ervoor te zorgen dat uw uitlaatsysteem langer meegaat.

Een strakke pasvorm krijgen is een van de belangrijkste stappen bij het lassen van een 3-inch RVS uitlaat . Je wilt dat elke sectie perfect uitgelijnd is, zonder grote gaten of ongelijke randen. Als je dit onderdeel overhaast, zul je later te maken krijgen met lekken en zwakke lasnaden. Begin met het droogpassen van elk stuk. Schuif de uiteinden naar elkaar toe en controleer op vloeiende overgangen. Als u daglicht tussen de voegen ziet, gebruik dan een vijl of slijpmachine om de randen aan te passen totdat ze elkaar netjes raken. Een goede montage maakt het lassen eenvoudiger en zorgt ervoor dat uw uitlaat langer meegaat.
Tip: Houd de pijpen tegen fel licht. Als u gaten ziet, blijf dan werken totdat de pasvorm helemaal rondom strak zit.
U hebt vaste handen en stevige ondersteuning nodig om alles op zijn plaats te houden tijdens het lassen. Klemmen en armaturen maken dit werk veel eenvoudiger. Voor roestvrijstalen uitlaatwerkzaamheden kunt u speciale headerklemmen gebruiken of zelfs een gewone slangklem aanpassen. Slijp gewoon een klein gleufje in de klem. Hiermee kunt u door de gleuf hechtlassen en vervolgens de klem rond de verbinding bewegen om andere plekken vast te lassen. Deze truc geeft je een stabiele houvast en laat je helemaal rond de pijp werken.
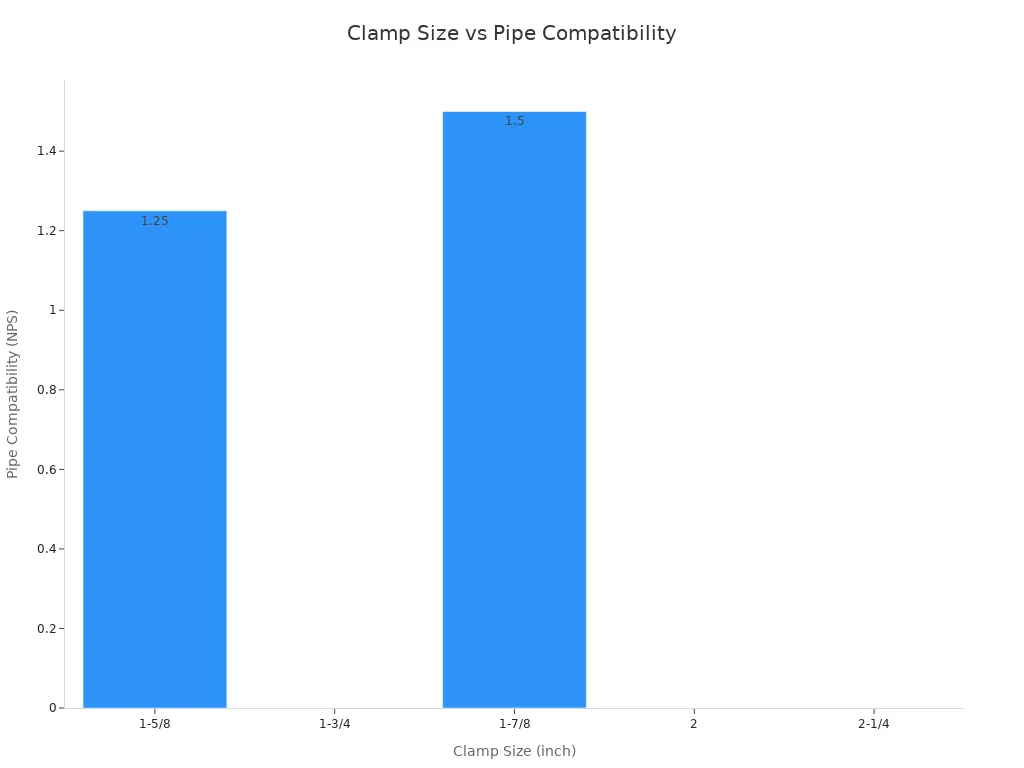
Hier volgt een korte blik op enkele klemformaten en hun toepassingen:
Klemgrootte (inch) |
Compatibiliteit van leidingen (NPS) |
Materiaal |
Functies |
|---|---|---|---|
1-5/8 |
1-1/4 (1,660 inch buitendiameter) |
Roestvrij staal |
Ideaal voor het maken van kopteksten en het mixen en matchen van maten |
1-3/4 |
N.v.t |
Roestvrij staal |
Past op veel uitlaatopstellingen |
1-7/8 |
1-1/2 (1,90 inch buitendiameter) |
Roestvrij staal |
Werkt voor stap-headermontage |
2 |
N.v.t |
Roestvrij staal |
Veelzijdig voor verschillende pijpen |
2-1/4 |
N.v.t |
Roestvrij staal |
Handig voor grotere uitlaatsecties |
Deze klemmen houden uw pasvorm stabiel en helpen u om verbindingen zonder openingen te krijgen. Je kunt de maten mixen en matchen, zodat ze op verschillende delen van je uitlaat passen.
Opmerking: Controleer altijd uw uitlijning voordat u begint met lassen. Een kleine verschuiving nu kan later voor grote problemen zorgen.
Zodra u uw montage en klemming hebt geregeld, is het tijd om te hechten. Hechtlassen zijn kleine, snelle lassen die alles bij elkaar houden voordat u de laatste kraal aanbrengt. Plaats een tack aan de boven-, onderkant en beide zijden van elke verbinding. Dit zorgt ervoor dat de buis niet beweegt of kromtrekt terwijl u de las afwerkt. Beweeg de klem onderweg en gebruik de sleuf om nieuwe plekken te bereiken. Nadat u helemaal rond bent gegaan, verwijdert u de klem en controleert u nogmaals uw uitlijning.
Als u enige beweging of gaten ziet, repareer deze dan nu. Goede hechtlassen maken het uiteindelijke lassen veel soepeler en voorkomen verrassingen. Vergeet niet dat een beetje extra tijd die wordt besteed aan een goede montage en uitlijning de moeite waard is met een sterkere, mooiere uitlaat.
Als u wilt dat uw 3 roestvrijstalen uitlaatpijpen lang meegaan, moet u de juiste lastechniek gebruiken. TIG-lassen komt naar voren als de beste keuze voor deze klus. Het zorgt voor schone, sterke lasnaden en helpt veelvoorkomende problemen zoals kromtrekken of lekkages te voorkomen. Hier zijn enkele tips voor het lassen waarmee u professionele resultaten kunt behalen:
Maak altijd de RVS buis schoon voordat u begint. Gebruik een spaakwiel of een roestverwijderaar om vuil en olie te verwijderen.
Ontkoppel de negatieve accupool van uw auto. Dit beschermt uw elektronica tegen de lasstroom.
TIG-lassen werkt het beste voor roestvrijstalen uitlaatpijpen. Het is vergevingsgezinder dan MIG-lassen en geeft u een betere controle.
Probeer lasvolgorde. Hechtlas eerst enkele punten rond de verbinding. Verbind deze punten vervolgens met korte lasnaden. Deze techniek helpt kromtrekken te voorkomen en houdt uw uitlaatsysteem recht.
Zorg ervoor dat uw werkruimte goed geventileerd is. Bij het lassen van roestvrij staal kunnen dampen ontstaan, dus zorg ervoor dat de lucht in beweging blijft.
Tip: Neem de tijd voor elke las. Haasten kan leiden tot zwakke plekken en een slechte corrosieweerstand.
U vraagt zich misschien af of u TIG- of MIG-lassen moet gebruiken voor uw uitlaatsysteem. Beide methoden hebben hun plaats, maar TIG-lassen is meestal de beste keuze voor roestvrijstalen uitlaatpijpen van 3 inch. Laten we de verschillen opsplitsen:
Aspect |
TIG-lassen |
MIG-lassen |
|---|---|---|
Laskwaliteit |
Nauwkeurige, zuivere lasnaden met vrijwel geen spatten. Ideaal voor dunne roestvrijstalen buizen. |
Sterke, schone lasnaden met minimale spatten. Goed voor dikkere pijpen, maar minder nauwkeurig. |
Uitstekend. TIG houdt de hitte laag en beschermt het metaal, zodat uw lassen langer meegaan. |
Lager. Meer hitte kan de buis beschadigen en sneller laten roesten. |
|
Gebruiksgemak |
Moeilijker om te leren. Langzamer proces. Heeft meer vaardigheden en betere uitrusting nodig. |
Makkelijker om te leren. Sneller. Goed voor grote klussen of dikke buizen. |
TIG-lassen geeft u meer controle en een betere corrosieweerstand. U krijgt gladde, professioneel ogende lasnaden die na verloop van tijd standhouden. MIG-lassen is sneller en gemakkelijker, maar het kan ervoor zorgen dat uw uitlaatsysteem meer vatbaar is voor roest en lekkages. Voor het meeste maatwerk of prestatie-uitlaatwerk is TIG de juiste keuze.
Let op: Als u nog niet bekend bent met lassen, begin dan met enkele oefenstukken voordat u aan uw daadwerkelijke uitlaat gaat werken.
Het kiezen van het juiste vulmetaal en beschermgas is de sleutel tot sterke, duurzame lassen. Voor een 3 roestvrijstalen uitlaatpijp wilt u uw vulstang afstemmen op de kwaliteit van uw pijp. ER308L- of ER308LSi-stangen werken goed voor de meeste 304 roestvrijstalen uitlaatsystemen. Als u verschillende metalen verbindt, probeer dan de ER309-vulstaaf voor een betere compatibiliteit.
Ook het beschermgas dat u gebruikt, is van belang. Zuiver argon is de standaard voor het TIG-lassen van roestvast staal. Het beschermt het lasbad tegen lucht, waardoor uw lasnaden schoon blijven en de corrosieweerstand wordt vergroot. Voor dikkere pijpen kun je een beetje helium aan het mengsel toevoegen. Hierdoor dringt de las dieper door en wordt de lasrups gladder.
Hier is een kort overzicht van de beste keuzes:
Lasproces |
Aanbevolen vulmetalen |
Beschermgassen |
Effecten op lasintegriteit |
|---|---|---|---|
TIG (GTAW) |
Match staaf met roestvrij staalsoort (ER308L, ER308LSi, ER309 voor ongelijksoortige metalen) |
Argon (puur); Argon + Helium voor dikke buizen |
Argon stopt oxidatie, houdt lassen schoon en verbetert de corrosieweerstand. Helium helpt bij dikkere pijpen. |
MIG (GMAW) |
Roestvrij staaldraad passend bij pijpkwaliteit |
Argon met een beetje CO2 |
Argon houdt lasnaden schoon. CO2 helpt bij de boogstabiliteit, maar kan de corrosieweerstand verlagen. |
Toelichting: Bewaar uw vulstaven en draad altijd op een droge plaats. Vocht kan porositeit veroorzaken en uw lasnaden verzwakken.
Met het juiste vulmetaal en beschermgas krijgt u lassen die er fantastisch uitzien en jarenlang meegaan. Dit is een van de belangrijkste tips voor het lassen van elk roestvrijstalen uitlaatsysteem.
Terugspoelen is een game-changer als u een roestvrijstalen uitlaatpijp van 3 stuks last. Als u wilt dat uw lasnaden lang meegaan en er professioneel uitzien, moet u de binnenkant van de buis beschermen tegen zuurstof. Wanneer u roestvrij staal last, ziet de buitenkant er misschien goed uit, maar de binnenkant kan ruw en korstig worden als u het spoelen overslaat. Deze ruwheid wordt 'suikervorming' genoemd en leidt tot zwakke plekken en roest.
U kunt deze problemen voorkomen door de binnenkant van uw uitlaatsysteem te vullen met argongas voordat u gaat lassen. Argon duwt de zuurstof en stikstof naar buiten, waardoor een veilige zone voor uw las ontstaat. Deze techniek houdt de binnenkant van uw lasnaden vlak, glanzend en vrij van valleien of scheuren. U krijgt een las die van binnen net zo sterk en schoon is als van buiten.
Tip: Gebruik altijd argon voor het terugspoelen. Het houdt uw lasnaden vrij van zwartgeblakerde oppervlakken en lelijke oxidatie. Uw uitlaat blijft sterk en u hoeft zich geen zorgen te maken dat er later corrosie binnensluipt.
Wanneer u terugspoelt, verhoogt u ook de corrosieweerstand van uw roestvrijstalen uitlaatsysteem. De lassen blijven glad en u vermijdt de vorming van chroomcarbiden die na verloop van tijd aan uw pijp kunnen vreten. Als u wilt dat uw uitlaat trillingen, hitte en strooizout aankan, sla deze stap dan niet over. Terugspoelen is een van de belangrijkste tips bij het lassen van RVS buizen.
Puls-TIG-lassen is een slimme techniek voor het werken aan RVS uitlaatpijpen. Je regelt de warmte door zeer snel te schakelen tussen hoge en lage stroomsterkte. Hierdoor houdt u het smeltbad stabiel en wordt voorkomen dat de buis te heet wordt.
Hier is een korte tabel om u te helpen uw lasapparaat in te stellen voor uitlaatwerk van 3 inch:
Parameter |
Aanbevolen instelling/bereik |
Wat het voor uw lassen doet |
|---|---|---|
Piekstroom |
Instellen zoals gebruikelijk voor TIG-lassen |
Geeft je de kracht voor volledige penetratie |
Pulsfrequentie |
100-250 pulsen per seconde (PPS) |
Vernauwt de kraal, verhoogt de penetratie en vermindert de warmte-inbreng |
Piektijd |
40-60% van elke pulscyclus |
Regelt de kraalbreedte en warmte |
Achtergrondstroomsterkte |
25-40% van de piekstroom |
Verlaagt de warmte-inbreng, houdt plasvloeistof vast |
Wanneer u pulsinstellingen gebruikt, kunt u de door hitte beïnvloede zone verkleinen en het risico op kromtrekken van uw uitlaatsysteem verkleinen. De lasnaad blijft smal en u krijgt een diepere penetratie zonder dat de buis oververhit raakt. Dit is vooral handig als u wilt dat uw lasnaden er netjes uitzien en lang meegaan.
Opmerking: begin met 100 PPS en pas dit aan naarmate u zich prettiger voelt. Hogere frequenties helpen u de las strak te houden en de buis koel te houden.
Pulslassen is een geweldige manier om de hitte onder controle te houden en consistente resultaten te verkrijgen. Als u het lassen van roestvrij staal onder de knie wilt krijgen, zal het leren gebruiken van pulsinstellingen uw uitlaatprojecten veel eenvoudiger maken.
Warmtebeheersing is alles bij het lassen van roestvrijstalen uitlaatpijpen. Te veel hitte kan uw pijp vervormen, de corrosieweerstand verpesten en uw lassen broos maken. U wilt de las en het gebied eromheen buiten de gevarenzone houden – tussen 950 en 1.500 °F. Als u te lang binnen dit bereik blijft, kan het staal zijn beschermlaag verliezen en gaan roesten.
Hier zijn enkele eenvoudige manieren om de warmte-inbreng te regelen:
Zorg ervoor dat uw pijp goed aansluit. Door gaten moet je langer bij de fakkel blijven, wat warmte toevoegt.
Gebruik korte lasnaden en laat de buis tussendoor afkoelen.
Kies waar mogelijk koolstofarme vulmetalen. Ze helpen de vorming van chroomcarbiden te voorkomen, wat de corrosieweerstand schaadt.
Probeer gereguleerde metaalafzetting (RMD) voor de grondlaag en gepulseerd lassen voor de vul- en kappassages. Met deze processen kunt u sneller lassen zonder dat de buis oververhit raakt.
Houd uw lassnelheid hoog – streef naar 6 tot 12 inch per minuut als dat mogelijk is.
Toelichting: Als u geen koolstofarm vulmiddel kunt gebruiken, let dan extra op uw warmte-inbreng. Hierdoor blijft uw uitlaatsysteem sterk en roestvrij.
Door deze lastips op te volgen, beschermt u uw RVS 3 uitlaatpijp tegen kromtrekken en houdt u de corrosieweerstand hoog. Een goede hittebeheersing betekent dat uw uitlaatsysteem langer meegaat en er beter uitziet, zelfs na jarenlang gebruik.
Nadat u klaar bent met het lassen van uw uitlaat, moet u de lasnaden schoonmaken om uw systeem sterk en roestvrij te houden. Roestvaststalen lassen nemen tijdens het lassen hittetinten, oxiden en andere verontreinigingen op. Als je deze op het oppervlak laat liggen, kan je uitlaat veel sneller gaan roesten dan je verwacht.
Zo kunt u ervoor zorgen dat uw lasnaden er fantastisch en beschermd uitzien:
Gebruik een beitspasta (op zuurbasis) om oxidatie en verkleuring van het lasgebied te verwijderen. Deze chemische reinigingsstap herstelt de corrosieweerstand van uw RVS uitlaat.
Probeer elektrolytisch polijsten als u een supergladde afwerking en een nog betere corrosiebescherming wilt. Deze methode werkt goed voor hoogwaardige uitlaatsystemen of uitlaatsystemen van showkwaliteit.
Gebruik voor mechanische reiniging altijd een roestvrijstalen draadborstel of Scotch Brite-pad. Gebruik nooit borstels die koolstofstaal hebben aangeraakt, anders loopt u het risico uw uitlaat te vervuilen.
Na de chemische reiniging het lasgedeelte met schoon water afspoelen. Deze stap verwijdert eventueel overgebleven zuur en houdt uw uitlaat veilig.
Voor het beste resultaat combineer je het borstelen met beitsen. Dit tweestapsproces verwijdert zowel oppervlaktevuil als diepere onzuiverheden.
Tip: Passiveren na het reinigen kan de beschermlaag op uw RVS uitlaat versterken. Deze extra stap helpt uw systeem jarenlang roest tegen te gaan.
Zodra uw lasnaden schoon zijn, is het tijd om te controleren op eventuele problemen. U wilt dat uw roestvrijstalen uitlaat lang meegaat, dus sla deze inspectiestap niet over. Begin met een goede visuele inspectie. Zoek naar scheuren, porositeit, ondersnijding of tekenen van slak. Met een zaklamp kunt u kleine defecten aan het oppervlak opsporen.
Voor een dieper inzicht kunt u geavanceerdere inspectiemethoden gebruiken:
Met radiografische inspectie (röntgenstraling) kunt u binnenin de las kijken. Deze methode spoort verborgen gebreken op die lekkages of zwakke plekken in uw uitlaat kunnen veroorzaken.
Phased Array Ultrasound Testing (PAUT) maakt gebruik van geluidsgolven om de las te scannen. Het werkt goed voor complexe vormen en kan fouten bij de wortel of in de las opsporen.
Oppervlaktegolftechnieken, zoals Eddy Currents of ACFM, helpen u de kruin van de las te controleren op scheuren of andere problemen.
Als u slechts toegang heeft tot één kant van de las, kunnen Electromagnetic Acoustic Transducer (EMAT)-sondes u helpen het wortelgebied te inspecteren.
Let op: Kalibreer uw inspectiegereedschappen altijd met behulp van referentieblokken. Deze stap zorgt ervoor dat uw resultaten nauwkeurig en betrouwbaar zijn.
Een zorgvuldige inspectie geeft u gemoedsrust. U weet dat uw roestvrijstalen uitlaat solide, lekvrij en klaar voor gebruik is.
Wanneer jij installeer een 3 inch roestvrijstalen uitlaat , je wilt dat alles strak en rammelvrij blijft. De juiste manier om klemmen en hangers te gebruiken maakt een groot verschil in hoe uw systeem presteert en meegaat. Laten we de best practices op een rij zetten, zodat u elke keer een veilige, lekvrije pasvorm krijgt.
Maak eerst altijd de leidingoppervlakken schoon voordat u begint. Vuil of roest kunnen ervoor zorgen dat de klemmen niet goed afdichten. Meet de buitendiameter van uw buizen en kies de juiste maat klem. Als de klem te groot of te klein is, kunt u lekkages krijgen of zelfs de leiding beschadigen.
Voor je uitlaat heb je een aantal klemmogelijkheden:
Bandklemmen werken het beste voor roestvrijstalen buizen. Ze hebben een breed oppervlak en verpletteren de buis niet. Plaats de klem over de verbinding, lijn hem uit en draai beide zijden gelijkmatig vast. Hierdoor krijgt u een goede afdichting en blijft de voeg er schoon uitzien.
U-boutklemmen komen vaak voor, maar u moet voorzichtig zijn. Plaats de U-bout over de verbinding en draai de moeren beetje bij beetje vast. Als u te strak aandraait, kunt u de leiding vervormen en lekkages veroorzaken.
V-bandklemmen zijn ideaal voor krachtige of turbo-opstellingen. U moet eerst flenzen aan de buisuiteinden lassen. Plaats vervolgens de V-bandklem rond de flenzen en draai deze vast. Controleer altijd de uitlijning om lekkage te voorkomen.
Tip: Gebruik een momentsleutel om de klemmen vast te draaien volgens de specificaties van de fabrikant. Dit helpt u voorkomen dat u te strak aandraait en houdt uw uitlaatpijpen in goede staat.
Laten we het nu over hangers hebben. Deze ondersteunen het gewicht van uw uitlaat en voorkomen dat deze doorzakt of rammelt. Plaats hangers op belangrijke punten langs het systeem, vooral in de buurt van bochten of zware delen. Roestvrijstalen hangers gaan langer mee en zijn bestand tegen roest, dus ze zijn een slimme keuze voor elke installatie.
Zo kunt u klemmen en hangers gebruiken voor het beste resultaat:
Plaats pijpbeugelklemmen om extra ondersteuning toe te voegen en de spanning op de uitlaat te verminderen.
Controleer na de installatie op lekken en zorg ervoor dat alles op één lijn ligt. Laat uw motor draaien en luister naar rammelaars of vreemde geluiden.
Controleer de klemvastheid opnieuw na een paar verwarmingscycli. Leidingen zetten uit en krimpen in, dus een snelle controle houdt uw systeem afgedicht.
Als u een stap verder wilt gaan, kunt u uitlaatafdichtmiddel voor hoge temperaturen of flexibele koppelingen gebruiken. Deze helpen uw systeem trillingen en thermische uitzetting op te vangen.
Let op: Kies altijd roestvrijstalen klemmen en hangers voor de beste corrosieweerstand. Hierdoor blijft uw uitlaat er geweldig uitzien en werken, zelfs bij slecht weer.
Wanneer u klemmen en hangers op de juiste manier gebruikt, blijft uw installatie jarenlang solide en probleemloos.
U bent klaar met het installeren van uw 3-inch roestvrijstalen uitlaatpijp. Nu wilt u er zeker van zijn dat er geen lekkages zijn voordat u op pad gaat. Zelfs een klein lek kan lawaai veroorzaken, de prestaties verminderen of dampen in uw auto binnendringen. Hier leest u hoe u uw werk kunt controleren en ervoor kunt zorgen dat uw uitlaatsysteem goed is afgedicht.
Breng het systeem onder druk.
Zorg er eerst voor dat de uitlaat koel is. Steek een winkelvacuümslang in de uitlaat en sluit deze af met tape. Stel het vacuüm zo in dat er lucht in de uitlaat wordt geblazen. Je hebt maar een beetje druk nodig: ongeveer 3 tot 5 psi is voldoende. Overdrijf het niet, anders kunt u het systeem beschadigen.
Spray zeepwater
Meng een oplossing van afwasmiddel en water in een spuitfles. Spuit dit zeepsop op elke verbinding, klem en las. Kijk goed. Als u belletjes ziet ontstaan, heeft u een lek gevonden. Bellen betekenen dat lucht door een opening ontsnapt.
Controleer alle verbindingen.
Besteed extra aandacht aan slipverbindingen, bandklemmen en lasnaden. Deze plekken zijn de meest waarschijnlijke plaatsen waar lekkages kunnen optreden. Beweeg langzaam en controleer elk gebied vanuit verschillende hoeken.
Zoek naar visuele aanwijzingen
Soms laten lekken aanwijzingen achter. Zoek naar grijze of zwarte roetvlekken of gele vlekken rond verbindingen en klemmen. Deze vlekken laten vaak zien waar uitlaatgassen zijn ontsnapt.
Inspecteer op schade
Gebruik een zaklamp om te controleren op scheuren, uitstulpingen of dunne plekken in de leiding. Als je metaal ziet dat er zwak uitziet, prik er dan voorzichtig in met een priem. Zachte plekken of plekken met putjes kunnen na verloop van tijd gaan lekken.
Kleine onderdelen onderdompelen (optioneel)
Als u een gedeelte van de leiding van de auto heeft, kunt u deze in water onderdompelen terwijl deze onder druk staat. Bubbels in het water laten je precies zien waar het lek zit.
Tip: Controleer altijd uw klemmen en hangers na een paar verwarmingscycli. Leidingen zetten uit en krimpen in, waardoor verbindingen los kunnen raken en nieuwe lekken kunnen ontstaan.
Niet alle klemmen sluiten op dezelfde manier af. Bandklemmen bieden meestal de beste afdichting voor roestvrijstalen buizen. U-bouten en zadelklemmen werken, maar u moet ze zorgvuldig installeren. Zorg ervoor dat er voldoende leidingoverlap in de klem is. Draai de klemmen gelijkmatig aan om te voorkomen dat de buis wordt platgedrukt of dat er gaten ontstaan.
Let op: Een goede lekcontrole bespaart u later kopzorgen. Neem de tijd en controleer elk gewricht nogmaals. Uw uitlaat klinkt beter, gaat langer mee en houdt u veilig.
Oververhitting is een van de grootste fouten die je kunt maken het lassen van een roestvrijstalen uitlaatpijp van 3 inch . Als je de buis te heet laat worden, loop je het risico dat het metaal kromtrekt en de corrosiebestendigheid verpest. Mogelijk merkt u dat de pijp blauw of paars wordt nabij de las. Dat is een duidelijk teken dat je te ver bent gegaan met de hitte.
Als u te veel warmte gebruikt, kan het lasgebied broos worden. Hierdoor is de kans groter dat uw uitlaat onderweg barst of kapot gaat. Hoge temperaturen vernietigen ook de beschermlaag op roestvrij staal, waardoor er veel sneller roest kan ontstaan. Als u de verkeerde lastechniek gebruikt, zoals het laten lopen van een doorlopende lasrups rond de buis, vergroot u het risico op oververhitting en kromtrekken.
Tip: Gebruik lasvolgorde. Hechtlas op verschillende punten rond de verbinding en verbind vervolgens die kopspijkers met korte lassen. Dit helpt je de warmte onder controle te houden en houdt je pijp recht.
Hier volgt een korte blik op wat er mis kan gaan als je de hitte niet onder controle hebt:
Veel voorkomende fout |
Gevolg / Risico |
Aanbevolen praktijk |
|---|---|---|
Onjuiste lastechniek (continu lassen) |
Kromtrekken, zwakke lassen |
Gebruik lasvolgorde en korte lassen |
TIG-lassen met lage snelheid of hoge warmte-inbreng |
Risico op kromtrekken, inconsistente las |
Houd een gestaag tempo aan en let op uw stroomsterkte |
Als u het schoonmaken vóór het lassen overslaat, kunt u problemen krijgen. Vuil, olie of roest op de leiding kan een slechte lasverbinding en zwakke verbindingen veroorzaken. Mogelijk ziet u porositeit, spatten of zelfs scheuren in uw lasnaden. Deze defecten verlagen de corrosieweerstand en kunnen tot lekkages leiden.
Maak uw leidingen altijd schoon met een RVS staalborstel of een roestoplosser. Veeg het gebied af met aceton vlak voordat u begint met lassen. Deze stap verwijdert eventuele laatste sporen van olie of residu. Als u op onreine oppervlakken last, loopt u het risico dat u uw werk opnieuw moet doen of, erger nog, dat u een uitlaat krijgt die voortijdig kapot gaat.
Opmerking: Gebruik nooit een borstel die koolstofstaal heeft aangeraakt. Zelfs een kleine vervuiling kan de corrosieweerstand van uw las verpesten.
Een slechte pasvorm is een andere fout die grote problemen kan veroorzaken. Als uw pijpsecties niet goed uitgelijnd zijn, heeft u gaten die moeilijk op te vullen zijn. Dit dwingt je om langer bij de toorts te blijven, wat warmte toevoegt en het risico op kromtrekken vergroot. Een slechte pasvorm maakt het ook moeilijk om een sterke, lekvrije las te krijgen.
U moet elke verbinding controleren voordat u gaat lassen. Zorg ervoor dat de uiteinden rond en glad zijn. Gebruik klemmen en hangers om alles stabiel te houden. Hierdoor krijgt u een strakke, gelijkmatige pasvorm en blijven uw lasnaden er professioneel uitzien.
Hier is een tabel die laat zien hoe deze fouten uw project kunnen beïnvloeden:
Lasfout |
Resulterende lasdefecten |
Gevolgen / Impact |
|---|---|---|
Lassen op onreine oppervlakken |
Zwakke gewrichten, porositeit |
Verminderde sterkte, slechte corrosieweerstand |
Geen gebruik van klemmen en hangers |
Verkeerde uitlijning, slechte pasvorm |
Lekken, onnauwkeurige sneden, extra nabewerking |
Onjuiste lastechniek |
Kromtrekken, zwakke lassen |
Kortere levensduur van de uitlaat, meer reparaties nodig |
Toelichting: Controleer altijd uw pasvorm voordat u begint met lassen. Een beetje extra tijd bespaart u later hoofdpijn.
Vergeet ventilatie niet. Bij lassen in een afgesloten ruimte zonder goede ventilatie kunt u worden blootgesteld aan giftige dampen. Maak van het ventileren van de ruimte altijd een prioriteit voor uw gezondheid en veiligheid.
Als u het zuiveren overslaat bij het lassen van roestvrijstalen uitlaatpijpen, kunt u problemen krijgen. Terugspoelen betekent het vullen van de binnenkant van de buis met argongas terwijl u las. Deze stap beschermt de binnenkant van uw las tegen zuurstof. Veel mensen denken dat ze zonder kunnen, maar de resultaten vertellen een ander verhaal.
Als u niet terugspoelt, wordt de binnenkant van uw las blootgesteld aan lucht. Zuurstof reageert met het hete roestvrij staal en creëert een ruw, korstig oppervlak dat 'suikervorming' wordt genoemd. Je ziet het misschien niet aan de buitenkant, maar aan de binnenkant van de buis ziet de las er zwart en korrelig uit. Dit verzwakt de verbinding en zorgt ervoor dat deze veel sneller gaat roesten. Na verloop van tijd kan dat ruwe oppervlak vocht en vuil vasthouden. Uw uitlaatsysteem zal van binnenuit gaan roesten.
Dit is wat er mis kan gaan als u het opschonen overslaat:
Suikervorming: De binnenkant van de las wordt grijs of zwart en wordt ruw. Dit is een teken van oxidatie.
Zwakkere lassen: De las verliest kracht en kan onder spanning barsten of bezwijken.
Corrosie: Het ruwe oppervlak houdt water en zout vast, waardoor roest wordt versneld.
Lekken: Slechte laskwaliteit kan leiden tot uitlaatlekken, wat de prestaties en veiligheid schaadt.
Tip: Gebruik altijd zuiver argon voor het terugspoelen. Probeer geen geld te besparen door CO₂ of perslucht te gebruiken. Alleen argon beschermt uw las tegen oxidatie.
Je hebt geen luxe apparatuur nodig om te back-purgen. U kunt een eenvoudige installatie gebruiken:
Plak beide uiteinden van de buis af en laat een klein gaatje over voor de argonslang.
Plaats de slang en laat argon een minuut stromen om de lucht weg te spoelen.
Begin met lassen terwijl de argon in de buis blijft stromen.
Houd de stroom gaande totdat de las is afgekoeld.
Een beetje extra tijd besteed aan het zuiveren van de achterkant loont. Uw lasnaden zien er beter uit, gaan langer mee en zijn bestand tegen roest. Als u wilt dat uw 3-inch roestvrijstalen uitlaat sterk en lekvrij blijft, sla deze stap dan nooit over.
Toelichting: Terugspoelen is niet alleen voor professionals. Zelfs als u net begint met lassen, kunt u een basisreinigingssysteem opzetten met wat tape, een slang en een fles argon. Je toekomstige zelf zal je dankbaar zijn!
Voordat je begint, zorg ervoor dat je alles klaar hebt staan. Deze stap bespaart u tijd en helpt u later fouten te voorkomen.
Controleer uw leidingafmetingen nogmaals. Leg alle stukken neer en kijk of ze in elkaar passen.
Reinig elk leidinggedeelte met aceton en een roestvrijstalen staalborstel. Verwijder eventuele olie, vuil of roest.
Inspecteer elke buis op deuken, scheuren of scherpe randen. Strijk eventuele ruwe plekken glad met een vijl.
Verzamel al uw gereedschap: TIG-lasapparaat, klemmen, vulstaven en veiligheidsuitrusting. Plaats ze binnen handbereik.
Richt uw werkruimte in. Zorg voor goede verlichting en ventilatie.
Koppel de accu van uw auto los als u aan het voertuig werkt.
Test de leidingen en gebruik klemmen om ze op hun plaats te houden. Pas aan totdat je een strakke pasvorm krijgt.
Tip: Een schone en georganiseerde opstelling maakt het lasproces veel soepeler.
Nu bent u klaar om te lassen. Volg deze stappen voor sterke, schone verbindingen:
Controleer uw pasvorm nogmaals. Leidingen moeten elkaar helemaal rondom raken, zonder grote gaten.
Hechtlas op verschillende punten rond elke verbinding. Dit zorgt ervoor dat alles niet beweegt.
Stel uw TIG-lasapparaat in op de juiste instellingen voor RVS. Gebruik de pulsmodus als uw machine hierover beschikt.
Begin met lassen in korte stukken. Laat de buis tussen de doorgangen afkoelen om oververhitting te voorkomen.
Gebruik terugspoelen met argongas. Dit beschermt de binnenkant van de buis tegen oxidatie.
Let op uw warmte-inbreng. Beweeg in een gestaag tempo en blijf niet op één plek hangen.
Voeg indien nodig een vulstaaf toe, passend bij het type voor uw pijp.
Inspecteer elke las terwijl u bezig bent. Zoek naar gladde, gelijkmatige kralen zonder gaten of scheuren.
Toelichting: Neem de tijd voor elke las. Haasten kan later leiden tot zwakke plekken en meer werk.
U bent klaar met het lassen en reinigen van uw uitlaatpijp. Nu is het tijd voor de installatie. In deze stap komt al je harde werk samen. Als u wilt dat uw uitlaat lang meegaat en goed presteert, volgt u deze stappen nauwkeurig.
Verzamel uw gereedschap
Leg uw sleutels, dopsleutelset, klemmen en meetlint klaar. Houd alles binnen handbereik. Controleer nogmaals of u over alle onderdelen beschikt, inclusief nieuwe pakkingen en hardware.
Het voertuig optillen en ondersteunen
Gebruik een hydraulische krik om uw auto op te tillen. Plaats kriksteunen onder stevige punten op het frame. Kruip nooit onder een auto die alleen door een krik wordt ondersteund. Veiligheid staat voorop.
Test de uitlaatpijp
en schuif de pijp op zijn plaats onder de auto. Controleer of elke sectie op één lijn ligt met de bevestigingspunten. Zoek naar krappe plekken of plaatsen waar de buis tegen het frame of de ophanging zou kunnen schuren.
Installeer hangers en klemmen
Bevestig de hangers aan de fabrieksmontagepunten. Deze ondersteunen het gewicht van uw uitlaat en zorgen ervoor dat deze niet rammelt. Gebruik roestvrijstalen klemmen om elke sectie te verbinden. Draai ze gelijkmatig vast, maar druk de buis niet plat. Als u V-bandklemmen gebruikt, zorg er dan voor dat de flenzen op één lijn liggen voordat u ze vastdraait.
Controleer de uitlijning en speling.
Zorg ervoor dat de uitlaat recht zit en geen bewegende delen raakt. U wilt minimaal een halve centimeter ruimte tussen het frame, de brandstofleidingen en de remslangen. Pas de positie indien nodig aan.
Draai alles vast.
Begin aan de voorkant en werk naar achteren. Draai elke klem en bout vast volgens de specificaties van de fabrikant. Gebruik een momentsleutel als je die hebt. Controleer de hangers opnieuw om er zeker van te zijn dat ze goed vastzitten.
Controleer op lekken en rammelaars
Laat de auto zakken en start de motor. Luister of er rammeltjes of lekkages zijn. Als u een sissend geluid hoort of belletjes ziet wanneer u zeepsop op de verbindingen spuit, draai de klemmen dan iets strakker aan.
Tip: Controleer na uw eerste rit de installatie opnieuw. Leidingen kunnen verschuiven als ze opwarmen en afkoelen. Draai de klemmen weer vast en inspecteer de hangers op eventuele beweging.
Een zorgvuldige installatie zorgt ervoor dat uw uitlaat jarenlang stil, lekvrij en sterk blijft. Neem de tijd en controleer elke stap nogmaals. Je zult jezelf later dankbaar zijn!
U kunt de beste resultaten behalen met uw 3 roestvrijstalen uitlaatpijpen door een paar belangrijke stappen te volgen. Met TIG-lassen krijgt u schone, sterke lasnaden op roestvrijstalen buizen. Maak altijd ieder RVS oppervlak schoon en gebruik het juiste beschermgas. Zorg ervoor dat uw montage goed vastzit en spoel de leiding terug om corrosie te voorkomen.
Gebruik de checklist voor elk project.
Draag de juiste veiligheidsuitrusting, zoals een helm en een leren schort.
Bekijk tutorials over TIG-lassen als je nieuw bent.
Door op deze details te letten, gaat uw roestvrijstalen uitlaat langer mee en ziet hij er geweldig uit.
U moet in korte stukken lassen en de buis tussen de passages laten afkoelen. Gebruik klemmen om alles stabiel te houden. Houd uw warmte-inbreng laag en beweeg snel. Dit helpt je de pijp recht en sterk te houden.
Ja, u kunt een MIG-lasapparaat gebruiken, maar TIG-lassen geeft u schonere, sterkere lassen. MIG werkt beter voor dikkere pijpen. Als u MIG gebruikt, kies dan de juiste draad en beschermgas voor roestvrij staal.
Absoluut! Terugspoelen beschermt de binnenkant van uw las tegen oxidatie. Als u dit overslaat, riskeert u zwakke, roestige lasnaden. Zelfs als u de binnenkant niet kunt zien, zorgt backpurging ervoor dat uw uitlaat lekvrij blijft en lang meegaat.
Controleer op gladde, gelijkmatige kralen zonder gaten of scheuren. Tik zachtjes op de las met een hamer. Als het solide klinkt en niet barst, heb je het goed gedaan. Voor extra gemoedsrust kunt u een sopje spuiten en op belletjes letten.
Gebruik ER308L of ER308LSi vulstaven voor 304 roestvrijstalen buizen. Als je verschillende metalen wilt verbinden, probeer dan ER309. Zorg ervoor dat uw vulstaaf altijd overeenkomt met uw pijp voor het beste resultaat.
Gebruik een roestvrijstalen draadborstel of beitspasta om hittetint en oxidatie te verwijderen. Spoel af met schoon water na gebruik van chemicaliën. Gebruik nooit een borstel die koolstofstaal heeft aangeraakt, anders kan er roest ontstaan.
Dat kan, maar het is moeilijker. Zorg ervoor dat u de accu loskoppelt en nabijgelegen onderdelen beschermt tegen vonken. Goede ventilatie is een must. Verwijder indien mogelijk de buis om gemakkelijker en veiliger te kunnen lassen.






