
近い
サイトを選択してください
グローバル
ソーシャルメディア









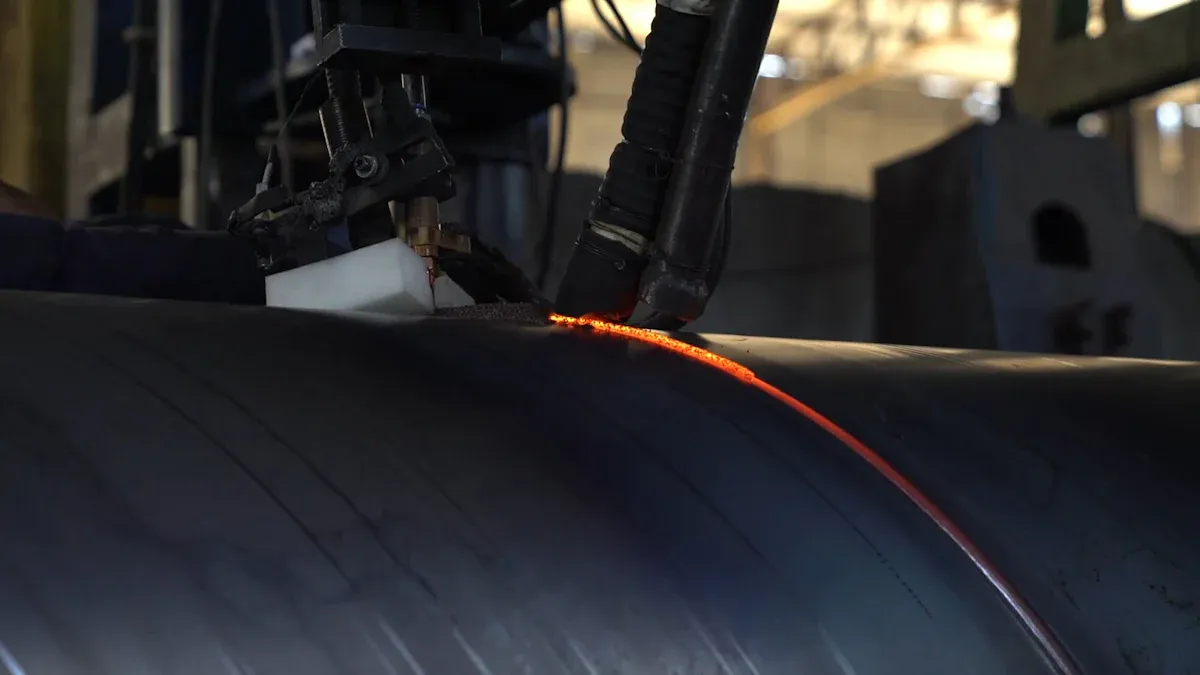
3 ステンレススチールのエキゾーストパイプを長持ちさせ、見栄えを良くしたい場合は、いくつかの重要な手順に重点を置く必要があります。 TIG 溶接は排気作業に最良の結果をもたらしますが、すべてのステンレス鋼の表面を徹底的に洗浄する必要もあります。わずかな油や錆でも溶接部に気孔やスパッタが発生し、耐食性が損なわれる可能性があります。取り付けがしっかりしていることを確認し、パイプの内部を保護するためにバックパージを使用してください。これにより、焼き付きを防ぎ、排気を強力に保ち、漏れを防ぎます。
きれいで強力な溶接には TIG 溶接を使用してください。 3インチステンレススチールエキゾーストパイプ.
接合部が弱くなったり錆びたりするのを防ぐため、溶接前に必ずすべてのパイプの表面を徹底的に洗浄してください。
を選択してください 適切なステンレス鋼グレードとそれに適合するフィラーロッドを使用します。 最高の耐食性を実現するために、
しっかりと取り付けられていることを確認し、クランプを使用してパイプをしっかりと固定し、スムーズで漏れのない溶接を実現します。
溶接部を酸化や腐食から保護するために、パイプの内部をアルゴン ガスでバック パージします。
短いセクションで溶接し、パイプを冷却して反りを防ぐことで入熱を制御します。
溶接中に身を守るために、ヘルメット、手袋、マスクなどの適切な安全具を着用してください。
仕上げ後に溶接部を検査して洗浄し、変色を取り除き、欠陥がないか確認します。
まず、3 インチのステンレス鋼排気管の作業に適した溶接装置を使用する必要があります。この作業には TIG 溶接機が最適です。多くの溶接工は、大金を掛けずに優れた制御性とパフォーマンスを提供する AHP の AlphaTIG200X を推奨しています。信頼性の高い機械やアクセサリについては、HTP などのブランドを検討することもできます。フレックスヘッドや反応性の高いフットペダルなど、快適なトーチを備えていることを確認してください。これらの詳細は、溶接を安定して滑らかに保つのに役立ちます。
セットアップを作業スペース内で移動するには、溶接カートが必要です。溶接前にパイプを清掃するために、ステンレス鋼のワイヤーブラシと専用のグラインダーを手元に置いてください。パイプを所定の位置に保持するには、クランプまたは強力な磁石を使用します。アングルアイロンは、すべてを整列させるのに役立ちます。フィラーロッドを忘れないでください—ER308LSi は ほとんどのオーステナイト系ステンレス鋼パイプに適していますが、異種金属を接合する場合は別のタイプが必要になる場合があります。フィラーロッドは、溶接するステンレス鋼のグレードと常に一致させてください。
ヒント: 溶接を開始する前に、すべての接合部を アセトンとステンレス鋼のワイヤー ブラシで洗浄します。ほんの少しの油や錆でも溶接部をダメにする可能性があります。
ステンレス鋼を溶接すると高熱と危険なガスが発生するため、身を守る必要があります。 ANSI および AWS 規格を満たすレンズ シェードを備えた自動暗色化溶接ヘルメットを常に着用してください。ヘルメットの下に、飛び散る火花や破片を防ぐために、サイドシールド付きの安全メガネ (Z87.1 承認) を着用してください。
厚手の難燃性手袋と、ウールまたは加工綿で作られた溶接ジャケットまたはエプロンを選択してください。安全つま先と足首をカバーするレザーブーツが足を安全に保ちます。換気の悪い空間で作業する場合は、適切にフィットし、溶接ヒュームに対する定格を備えたマスクを使用してください。良好な衛生状態と定期的なギアチェックにより、長時間の溶接セッションでも安全かつ快適に過ごすことができます。
材料を選択するときは、排気システムに適したグレードのステンレス鋼に注目してください。ほとんどの自動車の排気管には 304、321、または 409 などのグレードが使用されています。各グレードには独自の強みがあります。
ステンレス鋼グレード |
排気管での一般的な使用 |
主要なプロパティ |
|---|---|---|
304 |
一般的な自動車排気ガス |
耐食性、耐熱性に優れ、溶接が容易 |
321 |
高温排気システム |
チタンが安定し、溶接後の割れに強い |
409 |
コスト効率の高い排気装置 |
フェライト系、良好な溶接性、適度な耐食性 |
パイプに適合するステンレス鋼のフィラーロッドも必要です。パイプに欠陥がなく、適切な厚さ (排気作業では通常約 1 mm) であることを確認してください。安全性と溶接の品質の両方を向上させるために、作業スペースを整理整頓し、明るく、換気の良い状態に保ちます。クランプを使用して、溶接や取り付け中にすべてをしっかりと固定します。適切な工具と材料を使用すれば、強力できれいな溶接を長持ちさせることができます。
3 インチのステンレススチール製エキゾーストパイプを正しく取り付けるには、作業に最適なツールを使用する必要があります。システムがしっかりとフィットし、安全な状態を維持し、長期間使用できるようにしたいと考えています。プロセスをスムーズでストレスなく行うために必須のインストール ツールを詳しく見てみましょう。
レンチとソケット セット
これらのツールは、ほぼすべての段階で使用します。レンチとソケットのセットは、ボルト、ナット、クランプの締め付けに役立ちます。ステンレス鋼パイプを損傷する可能性がある締めすぎを避けるために必要な制御を提供します。メートルサイズと標準サイズの両方を手元に置いてください。車の下に何に遭遇するかわかりません。
排気クランプ
これらのクランプは、排気パイプのさまざまなセクションを接続します。すべてをしっかりと保持し、漏れを防ぎます。最適な適合性と長寿命を実現するには、ステンレススチール製のクランプを選択してください。締めるときは、ぴったりと接続されているが、パイプを押しつぶさないようにしてください。優れたクランプはシステムを密閉し、ガタつきのない状態に保ちます。
排気ハンガー
ハンガーは排気の重量を支え、所定の位置に保ちます。振動も吸収してくれるので、静かな乗り心地を保ちます。さらに安定性を高めたい場合は、追加のハンガーを使用してください。各ハンガーを車のフレームの取り付けポイントに固定します。この手順により、時間の経過とともに排気が垂れたりずれたりするのを防ぎます。
測定テープとマーカー
正確な測定は大きな違いをもたらします。メジャーを使用してパイプの長さとクリアランスを確認します。明るいマーカーでカットと取り付けポイントに印を付けます。これにより、間違いを回避し、インストール時の時間を節約できます。
ゴムハンマー
パイプを組み立てるために、軽く叩く必要がある場合があります。ゴムハンマーを使用すると、ステンレス鋼に傷やへこみを与えることなく、部品を所定の位置に押し込むことができます。シンプルなツールですが、大きな違いをもたらします。
ジャッキスタンドと油圧ジャッキ
安全性が第一です。必ず油圧ジャッキで車を持ち上げ、ジャッキスタンドで支えてください。決してジャックだけを信用しないでください。ジャッキ スタンドを使用すると、車両の下で作業する際に安全を確保できます。
保護手袋
ステンレス鋼のエッジは鋭利になる場合があります。切り傷や擦り傷から手を保護するために手袋を着用してください。工具や部品をしっかりと掴むこともできます。
ヒント: 始める前に、すべてのツールをレイアウトしてください。これにより時間を節約し、仕事に集中し続けることができます。
これらのツールを使用すると、エキゾーストパイプを完璧に配置し、長期間にわたって固定することができます。各ステップに時間をかけてください。すべてを締める前に、アライメントを再確認してください。適切に取り付けられたエキゾーストは見た目が優れているだけでなく、パフォーマンスも向上し、寿命も長くなります。
排気管を扱うとわかります。 あらゆる場所にオーステナイト系ステンレス鋼が使用されています 。これらの鋼は、304 や 321 などの 300 シリーズに属します。クロムとニッケルの特別な混合物が含まれています。この混合により、排気プロジェクトに最適な独自の品質が得られます。
オーステナイト系ステンレス鋼の特徴は次のとおりです。
優れた耐食性により、エキゾーストパイプを錆や酸から守ります。
非磁性であるため、車内のセンサーや電子機器に悪影響を与えることはありません。
高い延性と靭性により、パイプをひび割れさせることなく曲げたり成形したりできます。
溶接性に優れているため、接合が容易です。
優れた高温強度により、排気システムが熱に対処できるようになります。
ヒント: 排気を長持ちさせたい場合は、メインパイプセクションには常にオーステナイト系ステンレス鋼を選択してください。
なぜほぼすべての排気システムにオーステナイト系ステンレス鋼が使用されているのか疑問に思われるかもしれません。答えはパフォーマンスと信頼性に帰着します。グレード 304 はエキゾーストパイプとして最も人気のある選択肢です。過酷な道路状況、湿気、熱に耐えます。錆びにくく、何年も美しい状態を保つパイプが得られます。
オーステナイト系ステンレス鋼が排気システムで非常に一般的である理由を確認するには、次の表を確認してください。
特性 |
説明 |
該当グレード |
排気システムへの応用 |
|---|---|---|---|
耐食性 |
酸化や酸の攻撃から保護します |
310、321 |
過酷な環境でもエキゾーストパイプの強度を維持 |
高温強度 |
排気熱下でも形状と強度を維持 |
310、321 |
高温部のたるみや破損を防止 |
溶接性 |
特別な熱処理を必要とせずに溶接が容易 |
310、321 |
排気システムの構築と修理が簡単にできます |
非磁性の性質 |
電子機器に干渉しません |
300シリーズ |
多くのセンサーを備えた最新の車両でも安全 |
延性と成形性 |
カスタムエキゾーストパイプ設計に合わせて簡単に曲げたり成形したりできます |
310、321 |
急なカーブや複雑な排気レイアウトに最適 |
感作に対する耐性 |
高温での粒界腐食に強い |
321 |
熱にさらされる排気部品の寿命を延ばします。 |
米国、ヨーロッパ、日本のほとんどの車は、排気システムにステンレス鋼を使用しています。車に使用されているステンレス鋼の半分以上が排気ガスに使用されます。一部の新しいシステムではコスト上の理由からフェライト系グレードが使用されていますが、依然としてオーステナイト系ステンレス鋼が高性能で長寿命の排気管に最適です。
排気システムを溶接する予定がある場合は、楽しく作業できるでしょう。 オーステナイト系ステンレス鋼。これらの鋼はニッケル含有量が高いため、滑らかできれいな溶接が得られます。特別な熱処理は必要なく、腐食に強い強力な接合部が期待できます。
オーステナイト系ステンレス鋼は、フェライト系やマルテンサイト系のステンレス鋼とは異なります。フェライト系ステンレス鋼は粒子が粗大で靭性が失われるため、溶接が難しい場合があります。マルテンサイト系ステンレス鋼は亀裂が入りやすく、溶接熱にあまり耐えられません。オーステナイト系ステンレスを使用すると、次のことが得られます。
あらゆるエキゾーストパイプ接合部の優れた溶接性
あらゆる溶接部における信頼性の高い耐食性
製造時の反りや割れのリスクが少ない
注: 常にステンレス鋼グレードに適したフィラーロッドを使用してください。これにより、溶接部が強力に保たれ、排気システムが漏れなくなります。
3 インチのステンレススチール製エキゾーストパイプを完璧にフィットさせるには、適切な切断とサイズ調整の方法から始まります。溶接を容易にし、システムを長持ちさせるためには、きれいで正確な切断が必要です。以下に簡単なプロセスを示します。
ステンレス製の刃を備えたバンドソーまたはチョップソーを使用してください。これらのツールを使用すると、真っ直ぐで滑らかな切断ができ、熱の影響を受ける部分を小さく保ちます。
切断後はヤスリやバリ取りツールを手に取ります。パイプの内側と外側の端を滑らかにします。この手順により、鋭い箇所が除去され、溶接がプロフェッショナルに見えるようになります。
各セクションをテストフィットします。場合によっては、ゴムハンマーでパイプを軽く叩いたり、ハンマーと台車を使って調整したりする必要があります。溶接を開始する前に、しっかりと取り付けてください。
チューブが厚い場合は、グラインダーで端を面取りする必要がある場合があります。これにより、溶接の溶け込みが向上し、接合が強化されます。
ヒント: カットする前に、必ず寸法を再確認してください。ここでの小さな間違いがプロジェクト全体を台無しにする可能性があります。
適切な洗浄は溶接の準備において重要な部分を占めます。ステンレス鋼は溶接する前に汚れをなくす必要があります。そうしないと、接合部が弱くなって醜く変色する危険があります。パイプを準備する方法は次のとおりです。
パイプを温水と少量の食器用洗剤で洗います。汚れや油分を拭き取るには、柔らかい布または研磨剤のないスポンジを使用してください。
頑固な汚れの場合は、表面を傷つけたり損傷したりしないステンレススチール製のクリーナーを選択してください。
内側も外側もきれいにします。石鹸水に浸した柔軟なブラシは、内装に最適です。すべてを温水ですすいでください。
柔らかいタオルでパイプを完全に乾かします。ウォータースポットは後で問題を引き起こす可能性があります。
溶接の直前に、溶接部分をアセトンと清潔な布で拭きます。これにより、油や残留物の最後の痕跡がすべて除去されます。
注: 刺激の強い化学薬品や研磨パッドは避けてください。パイプに傷がつき、錆びやすくなります。
溶接を開始する前に、数分間かけてパイプのセクションを検査してください。このステップにより、今後の多くの問題を回避できます。
亀裂、へこみ、または深い傷がないかどうかを確認します。小さな欠陥でも溶接部が弱くなる可能性があります。
各パイプの端の丸みを確認してください。パイプが真円ではないため、しっかりと取り付けることが困難になります。
切断やサイジングで発生したバリや金属の削りくずが残っていないことを確認してください。
問題を見つけた場合は、今すぐ修正してください。やすり、グラインダー、またはサンドペーパーを使用して、粗い部分を滑らかにします。
注意事項: 注意深く準備と検査を行うことで、漏れを防ぎ、排気システムを長持ちさせることができます。

3 インチの溶接を行う場合、しっかりと固定することが最も重要な手順の 1 つです。 ステンレスエキゾースト。各セクションが、大きな隙間や不均一なエッジがなく、完全に整列することが必要です。この部分を急ぐと、後で漏れや弱い溶接と戦うことになります。まずは各パーツをドライフィットすることから始めます。両端を一緒にスライドさせ、スムーズな移行を確認します。接合部の間に日光が見える場合は、ヤスリやグラインダーを使用して、きれいに接合するまでエッジを調整します。適切に取り付けると溶接が容易になり、排気が長持ちします。
ヒント: パイプを明るい光にかざしてください。隙間を見つけた場合は、全体がしっかりと固定されるまで作業を続けてください。
溶接中にすべてを所定の位置に保つには、安定した手としっかりとしたサポートが必要です。 クランプと固定具を 使用すると、この作業がはるかに簡単になります。ステンレス鋼の排気作業の場合は、特別なヘッダー クランプを使用したり、通常のホース クランプを変更したりすることもできます。クランプの小さなスロットを研磨するだけです。これにより、スロットを通して仮付け溶接を行った後、ジョイントの周りでクランプを移動して他のスポットを仮付けすることができます。このトリックにより、安定したホールドが得られ、パイプの周りをずっと作業できるようになります。
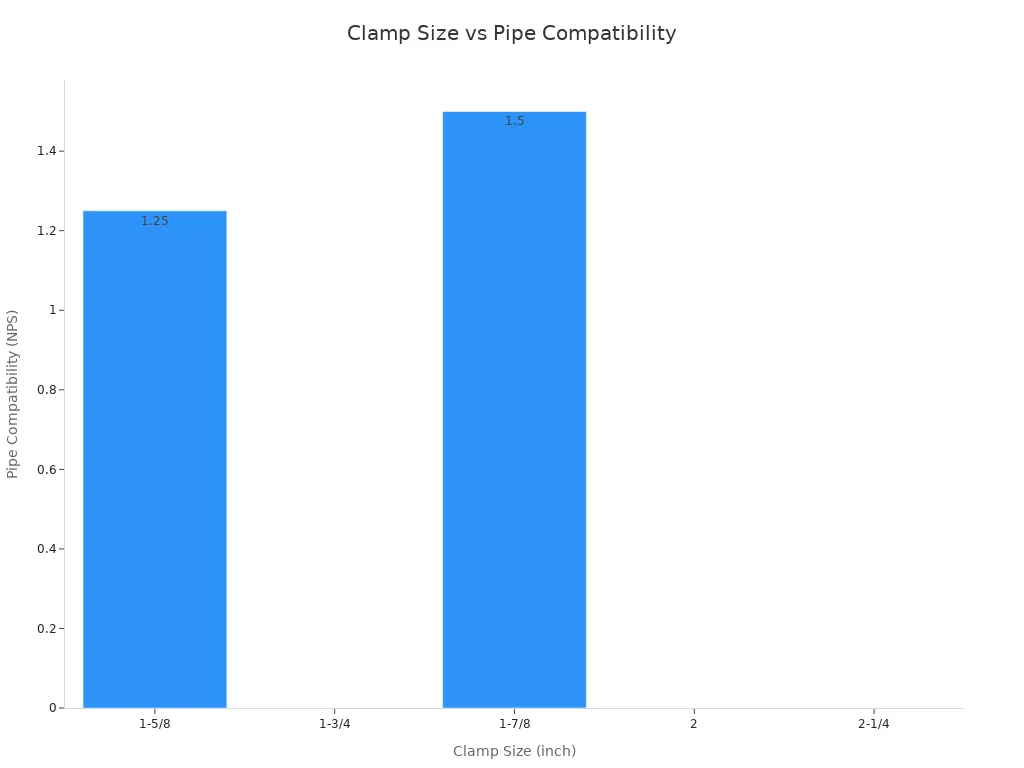
ここでは、いくつかのクランプのサイズとその用途を簡単に説明します。
クランプサイズ(インチ) |
パイプの互換性 (NPS) |
材料 |
特徴 |
|---|---|---|---|
1-5/8 |
1-1/4 (外径1.660インチ) |
ステンレス鋼 |
ヘッダーの製造、サイズの組み合わせに最適 |
1-3/4 |
該当なし |
ステンレス鋼 |
多くの排気セットアップに適合 |
1-7/8 |
1-1/2 (外径1.90インチ) |
ステンレス鋼 |
ステップヘッダーアセンブリに対応 |
2 |
該当なし |
ステンレス鋼 |
さまざまなパイプに多用途に使用可能 |
2-1/4 |
該当なし |
ステンレス鋼 |
大型の排気セクションに便利 |
これらのクランプはフィッティングを安定して保持し、隙間のないジョイントを実現するのに役立ちます。サイズを組み合わせて、排気のさまざまなセクションに適合させることができます。
注: 溶接を開始する前に、位置合わせを必ず再確認してください。今は小さな変化でも、後で大きな問題を引き起こす可能性があります。
取り付けとクランプが完了したら、仮付け溶接を行います。仮付け溶接は、最終的なビードを実行する前にすべてをまとめて保持する、小さくて迅速な溶接です。各ジョイントの上下と両サイドに鋲を入れます。これにより、溶接を完了するときにパイプが動いたり歪んだりするのを防ぎます。スロットを使用してクランプを動かし、新しいスポットに到達します。最後まで仮止めしたら、クランプを外して位置合わせをもう一度確認してください。
動きやギャップが見つかった場合は、すぐに修正してください。仮付け溶接が適切であれば、最終的な溶接がよりスムーズになり、予期せぬ事態を避けることができます。適切な取り付けと調整に少し時間を費やせば、より強力で見栄えの良いエキゾーストが得られるということを忘れないでください。
3 ステンレス鋼エキゾーストパイプを長持ちさせたい場合は、適切な溶接技術を使用する必要があります。 TIG溶接はこの作業に最適な選択肢です。きれいで強力な溶接が得られ、歪みや漏れなどの一般的な問題を回避できます。プロのような結果を得るのに役立つ溶接のヒントをいくつか紹介します。
作業を開始する前に、必ずステンレス鋼パイプを清掃してください。汚れや油分はワイヤーホイールやサビ取り剤などを使用して取り除いてください。
車のバッテリーのマイナス端子を外します。これにより、電子機器が溶接電流から保護されます。
ステンレスエキゾーストパイプにはTIG溶接が最適です。 MIG 溶接よりも寛容で、より優れた制御が可能です。
溶接シーケンスを試してください。まず接合部の周囲数箇所を仮付け溶接します。次に、これらの点を短い溶接で接続します。このテクニックは、歪みを防ぎ、排気システムをまっすぐに保つのに役立ちます。
作業スペースの換気が良好であることを確認してください。ステンレス鋼を溶接すると煙が発生する可能性があるため、空気を常に循環させてください。
ヒント: 各溶接には時間をかけてください。ラッシュすると、脆弱なスポットが発生し、耐食性が低下する可能性があります。
排気システムに TIG 溶接と MIG 溶接のどちらを使用すべきか疑問に思うかもしれません。どちらの方法にも適した方法がありますが、通常、3 インチのステンレス鋼エキゾースト パイプの場合は TIG 溶接が最適です。違いを詳しく見てみましょう。
側面 |
TIG溶接 |
ミグ溶接 |
|---|---|---|
溶接品質 |
スパッタがほとんどなく、正確できれいな溶接。細いステンレスパイプに最適です。 |
スパッタを最小限に抑え、強力できれいな溶接を実現します。太いパイプに適していますが、精度は低くなります。 |
素晴らしい。 TIG は熱を低く抑えて金属を保護するため、溶接が長持ちします。 |
より低い。熱が高くなるとパイプが損傷し、錆びが早くなる可能性があります。 |
|
使いやすさ |
学ぶのが難しくなります。プロセスが遅くなります。より多くのスキルとより良い装備が必要です。 |
学びやすくなります。もっと早く。大きな仕事や太いパイプに適しています。 |
TIG 溶接により、制御性が向上し、耐食性が向上します。滑らかでプロフェッショナルな仕上がりの溶接が長期間にわたって持続します。 MIG 溶接はより速くて簡単ですが、排気システムが錆びたり漏れたりしやすくなる可能性があります。ほとんどのカスタムまたはパフォーマンスのエキゾースト作業には、TIG が最適です。
注: 溶接に慣れていない場合は、実際の排気に取り組む前に、いくつかの練習用の部品から始めてください。
適切な溶加材とシールドガスを選択することが、強力で長持ちする溶接の鍵となります。 3 ステンレス鋼エキゾースト パイプの場合、フィラー ロッドをパイプのグレードに一致させる必要があります。 ER308L または ER308LSi ロッドは、ほとんどの 304 ステンレス鋼排気システムに適しています。異なる金属を接合する場合は、互換性を高めるために ER309 フィラー ロッドをお試しください。
使用するシールドガスも重要です。純アルゴンはステンレス鋼の TIG 溶接の標準です。溶接池を空気から保護し、溶接をきれいに保ち、耐食性を高めます。太いパイプの場合は、混合物に少量のヘリウムを追加できます。これにより、溶接がより深く浸透し、溶接ビードがより滑らかになります。
最適な選択肢を簡単に見てみましょう。
溶接工程 |
推奨される溶加材 |
シールドガス |
溶接の完全性への影響 |
|---|---|---|---|
ティグ(GTAW) |
ロッドをステンレス鋼グレードに適合させる (異種金属の場合は ER308L、ER308LSi、ER309) |
アルゴン (純粋);太いパイプ用のアルゴン + ヘリウム |
アルゴンは酸化を止め、溶接部をきれいに保ち、耐食性を向上させます。ヘリウムはパイプを太くするのに役立ちます。 |
ミグ (GMAW) |
パイプグレードに適合するステンレス鋼線 |
アルゴンと少量の CO2 |
アルゴンは溶接部をきれいに保ちます。 CO2 はアークの安定性に役立ちますが、耐食性を低下させる可能性があります。 |
コールアウト: フィラーロッドとワイヤーは常に乾燥した場所に保管してください。湿気は気孔を発生させ、溶接部を弱める可能性があります。
適切な溶加材とシールドガスを使用すると、見栄えがよく、何年も長持ちする溶接が得られます。これは、ステンレス製排気システムを溶接する際の最も重要なヒントの 1 つです。
3 ステンレス鋼エキゾースト パイプを溶接する場合、バック パージは状況を一変させます。溶接を長持ちさせ、プロフェッショナルな外観にしたい場合は、パイプの内側を酸素から保護する必要があります。ステンレス鋼を溶接する場合、外側はきれいに見えても、バックパージを省略すると内側が荒れてカサカサになる可能性があります。この荒れは「シュガリング」と呼ばれ、弱点や錆の原因となります。
溶接を開始する前に排気システムの内部をアルゴンガスで満たすことで、これらの問題を回避できます。アルゴンは酸素と窒素を押し出し、溶接のための安全ゾーンを作成します。この技術により、溶接部の内側が平らで光沢があり、谷や亀裂がない状態が保たれます。外側と同様に内側も強力できれいな溶接が得られます。
ヒント: バックパージには常にアルゴンを使用してください。溶接部の表面の黒ずみや醜い酸化を防ぎます。排気は強力な状態を維持し、後で腐食が侵入することを心配する必要はありません。
バックパージを行うと、ステンレス製排気システムの耐食性も向上します。溶接部は滑らかな状態を保ち、時間の経過とともにパイプを侵食する可能性のある炭化クロムの生成を防ぎます。排気が振動、熱、道路の塩分に対処できるようにしたい場合は、このステップをスキップしないでください。バックパージはステンレス鋼管を溶接する際の最も重要なヒントの 1 つです。
パルス TIG 溶接は、ステンレス鋼の排気管を加工するための賢い技術です。高アンペア数と低アンペア数を素早く切り替えることで、熱を制御します。これにより、溶接池を安定に保ち、パイプが熱くなりすぎるのを防ぎます。
3 インチ排気作業用に溶接機をセットアップするのに役立つ簡単な表を次に示します。
パラメータ |
推奨設定・範囲 |
溶接に役立つこと |
|---|---|---|
ピークアンペア数 |
TIG溶接の場合は通常通りに設定します |
完全な浸透のためのパワーを与えます |
パルス周波数 |
100 ~ 250 パルス/秒 (PPS) |
ビードを狭くし、貫通力を高め、入熱を削減します。 |
ピークタイム |
各パルス周期の 40 ~ 60% |
ビード幅と熱を制御 |
バックグラウンドアンペア数 |
ピークアンペア数の 25 ~ 40% |
熱入力を低減し、水たまりの流体を維持します |
パルス設定を使用すると、熱の影響を受けるゾーンを縮小し、排気システムが歪むリスクを軽減できます。溶接ビードは狭いままであり、パイプを過熱することなくより深い溶け込みが得られます。これは、溶接をきれいに見せて長持ちさせたい場合に特に役立ちます。
注: 100 PPS から始めて、慣れてきたら調整してください。周波数を高くすると、溶接をしっかりと保ち、パイプを冷たく保つことができます。
パルス溶接は、熱を制御し、一貫した結果を得る優れた方法です。ステンレス鋼の溶接をマスターしたい場合は、パルス設定の使用方法を学ぶと、排気プロジェクトがはるかに簡単になります。
ステンレス製エキゾーストパイプを溶接する場合、熱管理がすべてです。熱が高すぎるとパイプが歪み、耐食性が損なわれ、溶接部が脆くなる可能性があります。溶接部とその周囲の領域を危険ゾーン (950 ~ 1,500 °F) の範囲外に保ちたいと考えています。この範囲に長時間留まりすぎると、鋼の保護層が失われ、錆び始める可能性があります。
熱入力を制御する簡単な方法をいくつか紹介します。
パイプがしっかりと取り付けられていることを確認してください。ギャップがあると、トーチを長時間使用することになり、熱が加わります。
短い溶接を使用し、パス間でパイプを冷却させます。
可能であれば、低炭素のフィラーメタルを選択してください。これらは、耐食性を損なう炭化クロムの生成を防ぐのに役立ちます。
ルートパスには規制金属蒸着 (RMD) を、フィルパスとキャップパスにはパルス溶接を試してください。これらのプロセスにより、パイプを過熱することなくより速く溶接できます。
溶接速度を上げてください。できれば毎分 6 ~ 12 インチを目指してください。
注意: 低炭素フィラーを使用できない場合は、入熱に特に注意してください。これにより、排気システムを強力で錆びない状態に保ちます。
これらの溶接のヒントに従うことで、3 ステンレス鋼エキゾーストパイプを歪みから保護し、高い耐食性を維持できます。優れた熱制御により、何年も使用した後でも、排気システムが長持ちし、見た目も良くなります。
排気管の溶接が完了したら、システムを丈夫で錆びない状態に保つために溶接部を清掃する必要があります。ステンレス鋼の溶接部には、溶接中に熱による色合い、酸化物、その他の汚染が付着します。これらを表面に放置すると、予想よりもはるかに早く排気ガスが腐食し始める可能性があります。
溶接部を美しく保護する方法は次のとおりです。
溶接部分の酸化と変色を除去するには、酸洗いペースト (酸ベース) を使用します。この化学洗浄ステップにより、ステンレススチール製排気管の耐食性が回復します。
非常に滑らかな仕上げとさらに優れた腐食保護が必要な場合は、電解研磨をお試しください。この方法は、ハイエンドまたはショー品質の排気システムに適しています。
機械的なクリーニングには、必ずステンレス鋼のワイヤー ブラシまたはスコッチ ブライト パッドを使用してください。炭素鋼に触れたブラシは決して使用しないでください。排気を汚染する危険があります。
薬液洗浄後は、溶接部を清水で洗い流してください。このステップにより、残った酸が除去され、排気ガスが安全に保たれます。
最良の結果を得るには、ブラッシングと酸洗いを組み合わせてください。この 2 段階のプロセスにより、表面の汚れと深層の不純物の両方が除去されます。
ヒント: 洗浄後の不動態化により、ステンレススチール製エキゾーストの保護層を強化できます。この追加の手順により、システムが何年にもわたって錆から守ることができます。
溶接部がきれいになったら、問題がないか確認します。ステンレススチールのエキゾーストを長持ちさせたいので、この検査ステップをスキップしないでください。適切な目視検査から始めてください。亀裂、気孔、アンダーカット、またはスラグの兆候がないかどうかを確認します。懐中電灯を使うと、表面の小さな欠陥を見つけることができます。
さらに詳しく調べるには、より高度な検査方法を使用できます。
X 線検査 (X 線) では、溶接部の内部を確認できます。この方法では、排気漏れや弱点の原因となる可能性のある隠れた欠陥を見つけます。
フェーズド アレイ超音波検査 (PAUT) は、音波を使用して溶接部をスキャンします。複雑な形状に適しており、ルート付近や溶接部の内部の欠陥を見つけることができます。
渦電流や ACFM などの表面波技術は、溶接部のクラウンに亀裂やその他の問題がないか確認するのに役立ちます。
溶接部の片側にしかアクセスできない場合は、電磁音響トランスデューサ (EMAT) プローブがルート領域の検査に役立ちます。
注: 常に基準ブロックを使用して検査ツールを校正してください。このステップにより、結果が正確で信頼できるものであることが確認されます。
丁寧な検査で安心です。ステンレススチールのエキゾーストはしっかりしていて、漏れがなく、すぐに走行できることがわかります。
あなたが 3 インチのステンレススチール製エキゾーストを取り付けます。すべてがしっかりしていてガタガタしない状態を保ちたいと考えています。クランプとハンガーの正しい使用方法は、システムのパフォーマンスと耐久性に大きな違いをもたらします。いつでもしっかりと漏れのないフィット感が得られるように、ベスト プラクティスを詳しく見てみましょう。
まず、作業を始める前に必ずパイプの表面をきれいにしてください。汚れや錆びがあると、クランプがうまく密閉できなくなる可能性があります。パイプの外径を測定し、適切なサイズのクランプを選択してください。クランプが大きすぎたり小さすぎたりすると、漏れが発生したり、パイプを損傷したりする可能性があります。
排気にはいくつかのクランプ オプションがあります。
バンド クランプは ステンレス鋼チューブに最適です。表面積が広くパイプを潰しません。クランプをジョイントの上に置き、位置を合わせて両側を均等に締めます。これにより、しっかりと密閉され、接合部の見た目がきれいに保たれます。
U ボルトクランプ は一般的ですが、注意が必要です。 Uボルトをジョイントにかぶせ、ナットを少しずつ締めます。締めすぎるとパイプが変形し、漏れが発生する可能性があります。
V バンド クランプは、 高性能またはターボのセットアップに最適です。最初にフランジをパイプの端に溶接する必要があります。次に、V バンド クランプをフランジの周りに取り付けて締めます。漏れを防ぐために、常にアライメントを確認してください。
ヒント: トルク レンチを使用して、メーカーの仕様に従ってクランプを締めます。これにより、締めすぎを防ぎ、排気パイプを良好な状態に保つことができます。
さて、ハンガーについて話しましょう。これらはエキゾーストの重量を支え、エキゾーストのたるみやガタつきを防ぎます。システムに沿った重要なポイント、特に曲がりや重い部分の近くにハンガーを配置します。ステンレススチールのハンガーは長持ちし、錆びにくいため、どんな設置にも賢い選択です。
最良の結果を得るためにクランプとハンガーを使用する方法は次のとおりです。
パイプハンガークランプを配置してサポートを強化し、排気へのストレスを軽減します。
取り付け後、漏れがないか確認し、すべてが揃っていることを確認してください。エンジンを始動し、ガタガタ音や奇妙な音がないか耳を傾けてください。
数回熱サイクルを行った後、クランプの締まり具合を再確認してください。パイプは伸縮するため、簡単にチェックするだけでシステムの密閉性が維持されます。
さらなる努力をしたい場合は、高温排気シーラントまたはフレキシブル カップリングを使用できます。これらは、システムが振動や熱膨張に対処するのに役立ちます。
注: 常に選択してください ステンレス鋼のクランプとハンガー。 最高の耐食性を実現するこれにより、厳しい天候でも排気の見た目と機能が良好に保たれます。
クランプとハンガーを正しい方法で使用すると、設置は何年もの間、しっかりと問題なく維持されます。
3 インチのステンレススチール製エキゾーストパイプの取り付けが完了しました。さて、出発前に漏れがないことを確認する必要があります。たとえわずかな漏れであっても、騒音の原因となったり、性能が低下したり、排気ガスが車内に侵入したりする可能性があります。作業をチェックし、排気システムがしっかりと密閉されていることを確認する方法は次のとおりです。
システムを加圧する
まず、排気が冷えていることを確認します。ショップのバキュームホースをテールパイプに挿入し、テープで密閉します。排気口に空気を吹き込むように真空を設定します。必要な圧力は少しだけです。約 3 ~ 5 psi で十分です。やりすぎるとシステムが損傷する可能性がありますのでご注意ください。
スプレー石鹸水
食器用洗剤と水をスプレーボトルに入れて混ぜます。この石鹸水をすべてのジョイント、クランプ、溶接部にスプレーします。よく観察してください。気泡が発生しているのが見えたら、漏れが見つかりました。気泡があるということは、隙間から空気が抜けていることを意味します。
すべての接続を確認する
スリップ ジョイント、バンド クランプ、溶接の継ぎ目に特に注意してください。これらのスポットは、漏れが発生する可能性が最も高い場所です。ゆっくりと移動し、さまざまな角度から各エリアを確認します。
視覚的な手がかりを探す
漏洩によって手がかりが残されることがあります。ジョイントやクランプの周りに灰色または黒のすすの跡、または黄色の汚れがないか確認してください。これらの汚れは、排気ガスがどこから漏れているかを示していることがよくあります。
損傷の検査
懐中電灯を使用して、パイプの亀裂、膨らみ、または薄い部分を確認します。弱そうな金属を見つけたら、千枚通しで軽く突いてください。柔らかい部分や穴の開いた部分は、時間の経過とともに漏れが生じる可能性があります。
小さな部品を水没させる (オプション)
車からパイプの一部を取り外している場合は、加圧された状態で水に浸すことができます。水中の泡は、漏れの場所を正確に示します。
ヒント: 数回熱サイクルを行った後は、必ずクランプとハンガーを確認してください。パイプは伸縮するため、接続が緩み、新たな漏れが発生する可能性があります。
すべてのクランプが同じ方法で密閉できるわけではありません。通常、バンド クランプはステンレス鋼パイプに最適なシールを提供します。 U ボルトとサドル スタイルのクランプは機能しますが、慎重に取り付ける必要があります。クランプ内でパイプが十分に重なるようにしてください。パイプを潰したり隙間が残らないようにクランプを均等に締めてください。
注: 漏れチェックを適切に行うことで、後で面倒な問題を回避できます。時間をかけてすべての関節を再確認してください。排気音が良くなり、持続時間が長くなり、安全が確保されます。
過熱は、次の場合に犯し得る最大の間違いの 1 つです。 3インチのステンレス鋼のエキゾーストパイプを溶接します。パイプが熱くなりすぎると、金属が変形し、耐食性が損なわれる危険があります。溶接付近のパイプが青または紫に変色していることに気づくかもしれません。それは、暑さの限界を超えているという明らかな兆候です。
熱を加えすぎると、溶接部分が脆くなる可能性があります。これにより、排気ガスが途中でひび割れたり故障したりする可能性が高くなります。また、高熱はステンレス鋼の保護層を破壊するため、より早く錆が発生し始める可能性があります。パイプの周囲に連続ビードを設けるなど、間違った溶接技術を使用すると、過熱や歪みのリスクが高まります。
ヒント: 溶接シーケンスを使用します。接合部の周囲の数か所で仮付け溶接を行い、それらの仮付けを短い溶接で接続します。これは熱を制御し、パイプをまっすぐに保つのに役立ちます。
ここでは、熱を制御しないとどのような問題が発生するかを簡単に説明します。
よくある間違い |
結果/リスク |
推奨される実践方法 |
|---|---|---|
不適切な溶接技術(連続溶接) |
歪み、溶接部の弱さ |
溶接シーケンスと短い溶接を使用する |
低速または高入熱の TIG 溶接 |
反りや溶接の不均一の危険性 |
一定のペースを保ち、アンペア数に注意してください |
溶接前の清掃を怠ると、トラブルが発生することになります。パイプに汚れ、油、錆が付着すると、溶接接続が不良になり、接合部が弱くなる可能性があります。溶接部に気孔、スパッタ、さらには亀裂が見られる場合があります。これらの欠陥により耐食性が低下し、漏れが発生する可能性があります。
パイプは常にステンレス鋼のワイヤーブラシまたは錆取り剤を使用して掃除してください。溶接を開始する直前に、その領域をアセトンで拭きます。このステップでは、油や残留物の最後の痕跡がすべて除去されます。汚れた表面で溶接すると、作業をやり直さなければならなくなったり、最悪の場合、排気装置が早期に故障してしまう危険があります。
注: 炭素鋼に触れたブラシは絶対に使用しないでください。わずかな汚染でも溶接部の耐食性が損なわれる可能性があります。
不適切な取り付けも大きな問題を引き起こす可能性のあるもう 1 つの間違いです。パイプのセクションが適切に並んでいない場合、隙間を埋めるのが困難になります。これにより、トーチを長時間使用することになり、熱が加わり、歪みの危険性が高まります。また、取り付けが不十分であると、漏れのない強力な溶接を行うことが難しくなります。
溶接前にすべての接合部をチェックする必要があります。端が丸くて滑らかであることを確認してください。クランプとハンガーを使用して、すべてをしっかりと固定します。これにより、しっかりと均一な取り付けが可能になり、溶接をプロフェッショナルな外観に保つことができます。
以下の表は、これらの間違いがプロジェクトにどのような影響を与えるかを示しています。
溶接ミス |
結果として生じる溶接欠陥 |
結果/影響 |
|---|---|---|
汚れた表面での溶接 |
接合部が弱い、気孔が多い |
強度の低下、耐食性の低下 |
クランプやハンガーを使わない |
アライメントのズレ、嵌合不良 |
漏れ、不正確なカット、余分な手戻り |
不適切な溶接技術 |
歪み、溶接部の弱さ |
排気ガスの寿命が短くなり、より多くの修理が必要になる |
コールアウト: 溶接を開始する前に、必ずフィッティングを再確認してください。ここで少し時間を余分にとっておくと、後で頭が痛くなるのを防ぐことができます。
換気も忘れずに。適切な換気を行わずに密閉空間で溶接を行うと、有毒ガスにさらされる可能性があります。健康と安全のために、常にそのエリアの換気を最優先にしてください。
ステンレス鋼の排気管を溶接するときにバックパージを省略すると、トラブルが発生します。バックパージとは、溶接中にパイプの内部をアルゴンガスで満たすことを意味します。このステップにより、溶接の内部が酸素から保護されます。多くの人はそれなしで済むと考えていますが、結果は別のことを物語っています。
バックパージを行わないと、溶接部の内部が空気にさらされてしまいます。酸素が高温のステンレス鋼と反応し、「シュガリング」と呼ばれるざらざらしたざらざらした表面が形成されます。外側からは見えないかもしれませんが、パイプの内側では溶接部が黒くザラザラしています。これにより接合部が弱くなり、錆びやすくなります。時間が経つと、その粗い表面に湿気やゴミが閉じ込められる可能性があります。排気システムは内部から腐食し始めます。
バックパージをスキップすると、次のような問題が発生する可能性があります。
砂糖漬け: 溶接部の内部が灰色または黒くなり、荒れます。これは酸化のサインです。
溶接部が弱い: 溶接部の強度が低下し、応力がかかると亀裂が入ったり破損したりする可能性があります。
腐食: 粗い表面に水分や塩分がたまり、錆びが早まります。
漏れ: 溶接の品質が低いと排気漏れが発生し、性能と安全性が損なわれる可能性があります。
ヒント: バックパージには常に純粋なアルゴンを使用してください。 CO₂ や圧縮空気を使用してコストを節約しようとしないでください。溶接部を酸化から保護できるのはアルゴンだけです。
バックパージに豪華な設備は必要ありません。簡単なセットアップを使用できます。
パイプの両端をテープで貼り、アルゴン ホース用の小さな穴を残します。
ホースを挿入し、アルゴンを 1 分間流して空気を追い出します。
パイプ内にアルゴンを流し続けながら溶接を開始します。
溶接部が冷えるまで流れを続けます。
バックパージに少し余分に時間を費やすと、効果が得られます。溶接部の見栄えが良くなり、長持ちし、錆びにくくなります。 3 インチのステンレススチール製エキゾーストを強力で漏れのない状態に保ちたい場合は、このステップを決してスキップしないでください。
コールアウト: バックパージはプロだけのものではありません。溶接に慣れていない場合でも、テープ、ホース、アルゴンのボトルを使用して基本的なパージ システムをセットアップできます。未来のあなたはあなたに感謝するでしょう!
始める前に、すべての準備が整っていることを確認してください。この手順により時間を節約し、後で間違いを避けるのに役立ちます。
パイプの寸法を再確認してください。すべてのピースを配置して、うまく収まるかどうかを確認します。
パイプのすべての部分をアセトンとステンレス鋼のワイヤー ブラシで洗浄します。油分や汚れ、錆などを取り除いてください。
各パイプにへこみ、亀裂、鋭利なエッジがないか検査します。粗い箇所はヤスリで整えます。
TIG 溶接機、クランプ、フィラー ロッド、安全具など、すべてのツールを揃えます。手の届くところに置いてください。
ワークスペースをセットアップします。十分な照明と換気を確保してください。
車の作業をしている場合は、車のバッテリーを外してください。
パイプをテストフィットし、クランプを使用して所定の位置に保持します。しっかりとフィットするまで調整します。
ヒント: クリーンで整理されたセットアップにより、溶接プロセスがよりスムーズになります。
これで溶接の準備が整いました。丈夫できれいな接合部を得るには、次の手順に従ってください。
フィッティングを再確認してください。パイプは大きな隙間なく完全に接触している必要があります。
各接合部の周囲の数か所を仮付け溶接します。これにより、すべてが動かなくなります。
TIG 溶接機をステンレス鋼に適切な設定に設定します。マシンにパルス モードがある場合は、それを使用してください。
短いセクションで溶接を開始します。過熱を防ぐために、パスの間にパイプを冷却させます。
アルゴンガスによるバックパージを使用してください。これによりパイプ内部の酸化を防ぎます。
熱の入力に注意してください。一定のペースで移動し、一箇所に留まらないようにしてください。
パイプのタイプに合わせて、必要に応じてフィラーロッドを追加します。
作業を進めながら各溶接部を検査します。穴や亀裂のない滑らかで均一なビーズを探してください。
コールアウト: 各溶接には時間をかけてください。急いで行うと弱点が生じ、後でさらに作業が増える可能性があります。
排気管の溶接と清掃が完了しました。さあ、インストールです。このステップでは、これまでの努力がすべて結集されます。排気を長持ちさせ、良好なパフォーマンスを発揮したい場合は、次の手順に厳密に従ってください。
工具を揃える
レンチ、ソケット セット、クランプ、巻尺を並べます。すべてを手の届くところに置いてください。新しいガスケットやハードウェアを含むすべての部品が揃っていることを再確認してください。
車両を持ち上げて支える
油圧ジャッキを使用して車両を持ち上げます。ジャッキスタンドをフレーム上の実線の下に置きます。ジャッキだけで支えている車の下には絶対に潜らないでください。安全が第一です。
排気パイプのテスト取り付け
パイプを車の下の所定の位置にスライドさせます。各セクションが取り付けポイントと一致していることを確認してください。パイプがフレームやサスペンションとこすれる可能性のある狭い箇所や場所を探します。
ハンガーとクランプの取り付け
ハンガーを工場出荷時の取り付けポイントに取り付けます。これらはエキゾーストの重量を支え、ガタつきを防ぎます。各セクションの接続にはステンレス製のクランプを使用します。均等に締めますが、パイプをつぶさないようにしてください。 V バンド クランプを使用する場合は、締める前にフランジが揃っていることを確認してください。
アライメントとクリアランスを確認する
排気管がまっすぐに設置され、可動部品に触れていないことを確認してください。フレーム、燃料ライン、ブレーキ ホースから少なくとも 0.5 インチの隙間が必要です。必要に応じて位置を調整します。
すべてを締める
前から始めて後ろに向かって進みます。各クランプとボルトをメーカーの仕様に従って締めます。トルクレンチがある場合はそれを使用してください。ハンガーがしっかりと固定されていることを再確認してください。
漏れやガタつきがないか点検します。
車を下ろしてエンジンを始動します。ガタつきや漏れがないか確認してください。接合部に石鹸水をスプレーしたときにシューという音が聞こえたり、泡が見えたりする場合は、クランプをもう少し締めてください。
ヒント: 最初にドライブした後、インストールを再度確認してください。パイプは加熱したり冷却したりすると移動する可能性があります。クランプを締め直し、ハンガーに動きがないか検査します。
慎重に取り付ければ、排気は何年も静かで、漏れがなく、強力な状態を維持できます。時間をかけてすべてのステップを再確認してください。後で自分に感謝するでしょう!
いくつかの重要な手順に従うことで、3 ステンレス鋼エキゾースト パイプで最良の結果を得ることができます。 TIG溶接により、ステンレスパイプにきれいで強力な溶接が得られます。常にすべてのステンレス鋼の表面を清掃し、適切なシールドガスを使用してください。取り付けがしっかりしていることを確認し、腐食を防ぐためにパイプをバックパージしてください。
すべてのプロジェクトにチェックリストを使用します。
ヘルメットや革製エプロンなどの適切な安全具を着用してください。
初めての方は、TIG 溶接のチュートリアルをご覧ください。
これらの細部に注意を払うと、ステンレス製エキゾーストが長持ちし、見た目も良くなります。
短いセクションで溶接し、パス間でパイプを冷却する必要があります。クランプを使用してすべてをしっかりと固定します。熱の入力を低く抑え、素早く移動します。これにより、パイプを真っ直ぐで丈夫に保つことができます。
はい、MIG 溶接機を使用することもできますが、TIG 溶接を使用すると、よりきれいで強力な溶接が得られます。 MIG は太いパイプに適しています。 MIG を使用する場合は、ステンレス鋼に適したワイヤとシールド ガスを選択してください。
絶対に!バックパージは溶接部の内部を酸化から保護します。これを省略すると、溶接部が弱く錆びる危険があります。たとえ内部が見えなくても、バックパージにより排気漏れがなく、長持ちします。
ビーズが滑らかで均一で、穴や亀裂がないことを確認します。溶接部分をハンマーで軽く叩きます。音がしっかりしていて、ひび割れがなければ、うまくいきました。さらに安心するには、石鹸水をスプレーして泡を探してください。
304 ステンレス鋼管には ER308L または ER308LSi フィラーロッドを使用してください。異なる金属を接合する場合は、ER309 をお試しください。最良の結果を得るために、常にフィラーロッドをパイプに合わせてください。
熱による着色や酸化を除去するには、ステンレス鋼のワイヤー ブラシまたは酸洗いペーストを使用します。薬品を使用した後はきれいな水で洗い流してください。錆びの原因となりますので、炭素鋼に触れたブラシは絶対に使用しないでください。
できますが、それはより困難です。必ずバッテリーを外し、近くの部品を火花から保護してください。良好な換気は必須です。可能であれば、溶接をより簡単かつ安全に行うためにパイプを取り外してください。






