
zamknąć
Wybierz swoją witrynę
Światowy
Media społecznościowe

Autor: Edytor witryny Czas publikacji: 2025-07-12 Pochodzenie: Strona








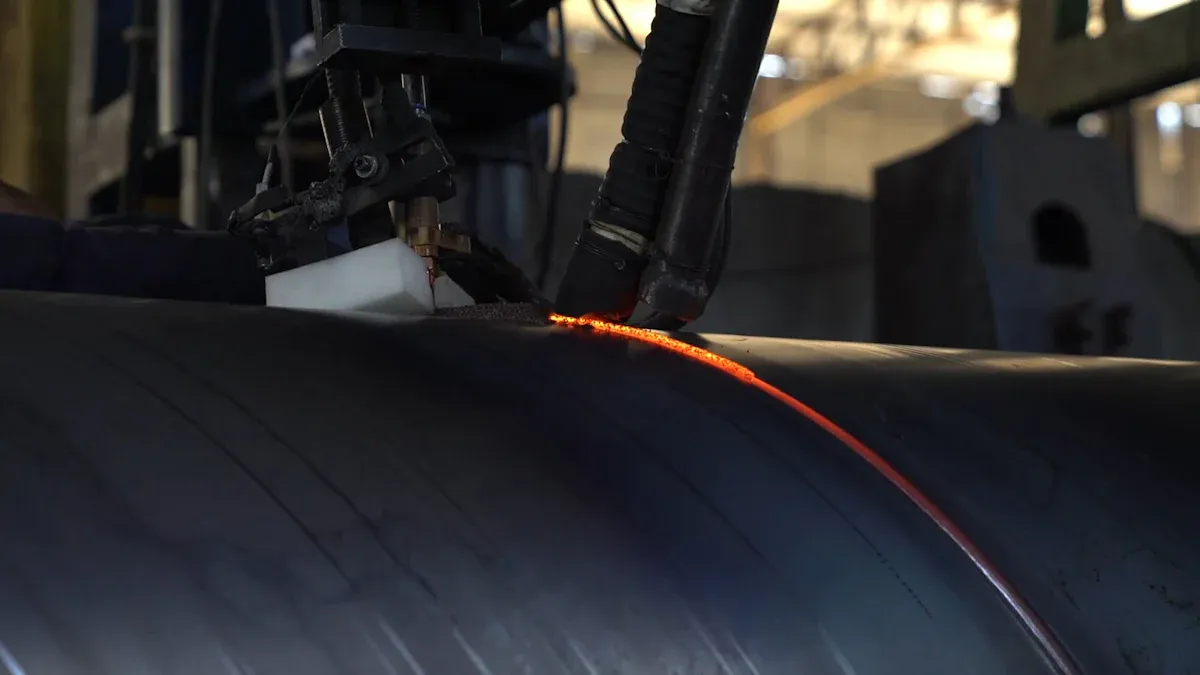
Jeśli chcesz, aby rura wydechowa ze stali nierdzewnej 3 była trwała i świetnie wyglądała, musisz skupić się na kilku kluczowych krokach. Spawanie TIG daje najlepsze rezultaty w przypadku prac wydechowych, ale wymaga również dokładnego oczyszczenia każdej powierzchni ze stali nierdzewnej. Nawet niewielka ilość oleju lub rdzy może powodować porowatość lub odpryski na spoinach, pogarszając odporność na korozję. Upewnij się, że połączenie jest szczelne i użyj przedmuchu wstecznego, aby chronić wnętrze rury. Zapobiega to przepaleniu i sprawia, że wydech jest mocny i wolny od wycieków.
Aby uzyskać czyste i mocne spoiny, należy stosować spawanie TIG 3-calowe rury wydechowe ze stali nierdzewnej.
Zawsze dokładnie czyść powierzchnię każdej rury przed spawaniem, aby uniknąć słabych połączeń i rdzy.
Wybierz odpowiedni gatunek stali nierdzewnej i pasujące pręty wypełniające zapewniające najlepszą odporność na korozję.
Zapewnij szczelne dopasowanie i użyj zacisków, aby utrzymać rury stabilnie, aby zapewnić gładkie i wolne od wycieków spoiny.
Przedmuchaj wnętrze rury gazowym argonem, aby chronić spoiny przed utlenianiem i korozją.
Kontroluj dopływ ciepła poprzez spawanie krótkich odcinków i pozostawienie rury do ostygnięcia, aby zapobiec wypaczeniu.
Aby chronić się podczas spawania, należy nosić odpowiedni sprzęt ochronny, taki jak kaski, rękawice i maski oddechowe.
Po zakończeniu sprawdź i oczyść spoiny, aby usunąć przebarwienia i sprawdzić, czy nie ma wad.
Chcesz zacząć od odpowiedniego sprzętu spawalniczego do obróbki 3-calowych rur wydechowych ze stali nierdzewnej. Spawacz TIG jest najlepszym wyborem do tej pracy. Wielu spawaczy poleca AlphaTIG200X firmy AHP, ponieważ zapewnia doskonałą kontrolę i wydajność bez konieczności wydawania pieniędzy. Możesz także przyjrzeć się takim markom jak HTP, aby znaleźć niezawodne maszyny i akcesoria. Upewnij się, że masz wygodną latarkę, np. elastyczną głowicę i czuły pedał nożny. Te szczegóły pomagają zachować stabilność i gładkość spoin.
Będziesz potrzebować wózka spawalniczego, aby przenosić konfigurację w miejscu pracy. Miej pod ręką szczotkę drucianą ze stali nierdzewnej i specjalną szlifierkę do czyszczenia rury przed spawaniem. Aby utrzymać rury na miejscu, użyj zacisków lub silnych magnesów. Kątownik pomoże Ci utrzymać wszystko w porządku. Nie zapomnij o prętach wypełniających —ER308LSi działa dobrze w przypadku większości rur ze stali austenitycznej, ale w przypadku łączenia różnych metali może być potrzebny inny typ. Zawsze dopasowuj pręt wypełniający do gatunku stali nierdzewnej, którą spawasz.
Wskazówka: Przed rozpoczęciem spawania oczyść każde złącze acetonem i szczotką drucianą ze stali nierdzewnej. Nawet niewielka ilość oleju lub rdzy może zniszczyć spoinę.
Spawanie stali nierdzewnej powoduje powstawanie intensywnego ciepła i niebezpiecznych oparów, dlatego należy się chronić. Zawsze noś samościemniającą przyłbicę spawalniczą z osłoną przeciwsłoneczną zgodną ze standardami ANSI i AWS. Pod kaskiem załóż okulary ochronne z bocznymi osłonami (zatwierdzone przez Z87.1), aby chronić przed latającymi iskrami i odłamkami.
Wybierz ciężkie, trudnopalne rękawice i kurtkę lub fartuch spawalniczy wykonany z wełny lub bawełny poddanej obróbce. Skórzane buty z bezpiecznymi palcami i osłoną kostki zapewniają bezpieczeństwo stopom. Jeśli pracujesz w pomieszczeniu o słabej wentylacji, używaj dobrze dopasowanego respiratora, który jest przystosowany do ochrony przed dymami spawalniczymi. Właściwa higiena i regularne kontrole sprzętu pomogą Ci zachować bezpieczeństwo i wygodę podczas długich sesji spawalniczych.
Wybierając materiały, skoncentruj się na odpowiednim gatunku stali nierdzewnej do układu wydechowego. Większość samochodowych rur wydechowych wykorzystuje gatunki takie jak 304, 321 lub 409. Każdy gatunek ma swoje mocne strony:
Klasa stali nierdzewnej |
Powszechne zastosowanie w rurach wydechowych |
Kluczowe właściwości |
|---|---|---|
304 |
Ogólny wydech samochodowy |
Dobra odporność na korozję i ciepło, łatwe spawanie |
321 |
Wysokotemperaturowe układy wydechowe |
Stabilizowany tytanem, odporny na pękanie po spawaniu |
409 |
Ekonomiczne wydechy |
Ferrytyczny, dobra spawalność, umiarkowana odporność na korozję |
Będziesz także potrzebować prętów wypełniających ze stali nierdzewnej, które pasują do Twojej rury. Upewnij się, że rury są wolne od wad i mają odpowiednią grubość – zwykle około 1 mm w przypadku prac wydechowych. Utrzymuj porządek w miejscu pracy, dobrze oświetlone i dobrze wentylowane, aby poprawić zarówno bezpieczeństwo, jak i jakość spawania. Użyj zacisków, aby utrzymać wszystko stabilnie podczas spawania i montażu. Dzięki odpowiednim narzędziom i materiałom przygotujesz się na mocne, czyste i trwałe spoiny.
Prawidłowy montaż 3-calowej rury wydechowej ze stali nierdzewnej oznacza użycie najlepszych narzędzi do tego zadania. Chcesz, aby Twój system był dobrze dopasowany, bezpieczny i działał długo. Omówmy niezbędne narzędzia instalacyjne, które sprawią, że proces będzie płynny i bezstresowy.
Klucze i zestawy nasadek
Będziesz używać tych narzędzi niemal na każdym kroku. Klucze i zestawy nasadek ułatwiają dokręcanie śrub, nakrętek i zacisków. Zapewniają kontrolę potrzebną do uniknięcia nadmiernego dokręcenia, które może uszkodzić rury ze stali nierdzewnej. Miej pod ręką zarówno rozmiary metryczne, jak i standardowe. Nigdy nie wiesz, na co natkniesz się pod samochodem.
Zaciski wydechowe
Zaciski te łączą różne odcinki rury wydechowej. Trzymają wszystko razem i zatrzymują wycieki. Wybierz zaciski ze stali nierdzewnej, aby uzyskać najlepsze dopasowanie i najdłuższą żywotność. Dokręcając je, upewnij się, że są dobrze dopasowane, ale nie zgniatają rury. Dobry zacisk zapewnia szczelność systemu i brak grzechotania.
Wieszaki na układ wydechowy
Wieszaki utrzymują ciężar układu wydechowego i utrzymują go na miejscu. Pochłaniają również wibracje, dzięki czemu podróż pozostaje cicha. Jeśli chcesz jeszcze większej stabilności, użyj dodatkowych wieszaków. Przymocuj każdy wieszak do punktów montażowych na ramie samochodu. Ten krok zapobiega zwiotczeniu lub przesuwaniu się wydechu w miarę upływu czasu.
Taśma miernicza i znacznik
Dokładne pomiary robią dużą różnicę. Za pomocą taśmy mierniczej sprawdź długości i odstępy rur. Oznacz swoje nacięcia i punkty mocowania jasnym markerem. Pomaga to uniknąć błędów i oszczędza czas podczas instalacji.
Gumowy młotek
Czasami rury wymagają delikatnego uderzenia, aby je dopasować. Gumowy młotek umożliwia wciśnięcie części na miejsce bez zarysowania lub wgniecenia stali nierdzewnej. To proste narzędzie, ale robi dużą różnicę.
Podnośniki i podnośnik hydrauliczny
Bezpieczeństwo jest na pierwszym miejscu. Zawsze podnoś samochód za pomocą podnośnika hydraulicznego i podpieraj go stojakami. Nigdy nie ufaj tylko podnośnikowi. Podstawki pod podnośnik zapewniają bezpieczeństwo podczas pracy pod pojazdem.
Rękawice ochronne
Krawędzie stali nierdzewnej mogą być ostre. Noś rękawiczki, aby chronić dłonie przed skaleczeniami i zadrapaniami. Zyskasz także lepszy chwyt narzędzi i części.
Wskazówka: zanim zaczniesz, rozłóż wszystkie narzędzia. Oszczędza to czas i pozwala skupić się na pracy.
Dzięki tym narzędziom możesz idealnie ustawić rury wydechowe i zabezpieczyć je na dłuższą metę. Nie spiesz się na każdym kroku. Przed dokręceniem wszystkiego dokładnie sprawdź ustawienie. Dobrze zamontowany wydech nie tylko świetnie wygląda, ale także działa lepiej i trwa dłużej.
Kiedy będziesz pracować z rurami wydechowymi, zobaczysz wszędzie austenityczna stal nierdzewna . Stale te należą do serii 300, podobnie jak 304 i 321. Mają specjalną mieszankę chromu i niklu. Ta mieszanka nadaje im pewne unikalne cechy, które czynią je idealnymi do projektów układów wydechowych.
Oto, co wyróżnia austenityczne stale nierdzewne:
Wyjątkowa odporność na korozję chroni rurę wydechową przed rdzą i kwasami.
Niemagnetyczny charakter oznacza, że nie będą mieszać się z czujnikami ani elektroniką w Twoim samochodzie.
Wysoka ciągliwość i wytrzymałość pozwalają na zginanie i kształtowanie rury bez pękania.
Doskonała spawalność ułatwia łączenie elementów.
Dobra wytrzymałość na wysokie temperatury pomaga układowi wydechowemu radzić sobie z ciepłem.
Wskazówka: Jeśli chcesz, aby wydech był trwały, zawsze wybieraj austenityczną stal nierdzewną na główne odcinki rur.
Możesz się zastanawiać, dlaczego prawie każdy układ wydechowy wykorzystuje austenityczną stal nierdzewną. Odpowiedź sprowadza się do wydajności i niezawodności. Gatunek 304 jest najpopularniejszym wyborem dla rur wydechowych. Jest odporny na trudne warunki drogowe, wilgoć i ciepło. Otrzymujesz rurę, która jest odporna na rdzę i wygląda dobrze przez lata.
Sprawdź tę tabelę, aby zobaczyć, dlaczego austenityczne stale nierdzewne są tak powszechne w układach wydechowych:
Charakterystyczny |
Wyjaśnienie |
Odpowiednie oceny |
Zastosowanie w układach wydechowych |
|---|---|---|---|
Odporność na korozję |
Chroni przed utlenianiem i atakiem kwasów |
310, 321 |
Utrzymuje wytrzymałość rur wydechowych w trudnych warunkach |
Wytrzymałość w wysokiej temperaturze |
Zachowuje kształt i wytrzymałość pod wpływem ciepła spalin |
310, 321 |
Zapobiega ugięciu lub awariom w gorących sekcjach |
Spawalność |
Łatwy do spawania bez specjalnej obróbki cieplnej |
310, 321 |
Pozwala łatwo budować i naprawiać układy wydechowe |
Natura niemagnetyczna |
Nie będzie ingerować w elektronikę |
Seria 300 |
Bezpieczny dla nowoczesnych pojazdów z dużą ilością czujników |
Plastyczność i odkształcalność |
Łatwe do zginania i kształtowania dla niestandardowych projektów rur wydechowych |
310, 321 |
Idealny do ciasnych zakrętów i skomplikowanych układów wydechowych |
Odporność na uczulenie |
Odporny na korozję granic ziaren w wysokich temperaturach |
321 |
Wydłuża żywotność części układu wydechowego narażonych na działanie ciepła |
Większość samochodów w USA, Europie i Japonii wykorzystuje w układach wydechowych stal nierdzewną. Ponad połowa całej stali nierdzewnej w samochodach trafia do układu wydechowego. Mimo że w niektórych nowszych systemach ze względu na koszty stosowane są gatunki ferrytyczne, austenityczna stal nierdzewna pozostaje najlepszym wyborem w przypadku wysokowydajnych i trwałych rur wydechowych.
Jeśli planujesz spawać układ wydechowy, pokochasz tę pracę austenityczna stal nierdzewna . Stale te mają wysoką zawartość niklu, co zapewnia gładkie i czyste spoiny. Nie potrzebujesz specjalnej obróbki cieplnej i możesz liczyć na mocne złącza odporne na korozję.
Austenityczna stal nierdzewna wyróżnia się spośród typów ferrytycznych i martenzytycznych. Ferrytyczna stal nierdzewna może być trudna do spawania, ponieważ tworzy gruboziarniste ziarna i traci wytrzymałość. Martenzytyczna stal nierdzewna łatwo pęka i źle znosi ciepło spawania. Dzięki stali nierdzewnej austenitycznej zyskujesz:
Doskonała spawalność wszystkich połączeń rur wydechowych
Niezawodna odporność na korozję przy każdym spoinie
Mniejsze ryzyko wypaczenia lub pęknięcia podczas produkcji
Uwaga: Zawsze używaj pręta wypełniającego odpowiedniego dla gatunku stali nierdzewnej. Dzięki temu spawy będą mocne, a układ wydechowy będzie szczelny.
Idealne dopasowanie 3-calowej rury wydechowej ze stali nierdzewnej zaczyna się od odpowiednich metod cięcia i wymiarowania. Chcesz czystych, dokładnych cięć, które ułatwią spawanie i wydłużą żywotność systemu. Oto prosty proces, który możesz wykonać:
Użyj piły taśmowej lub piły do cięcia z ostrzem wykonanym ze stali nierdzewnej. Narzędzia te zapewniają proste, gładkie cięcia i utrzymują małą strefę wpływu ciepła.
Po cięciu chwyć pilnik lub narzędzie do gratowania. Wygładź wewnętrzne i zewnętrzne krawędzie rury. Ten krok usuwa ostre plamy i sprawia, że spoiny wyglądają profesjonalnie.
Dopasuj testowo każdą sekcję. Czasami trzeba delikatnie uderzyć rurę gumowym młotkiem lub wyregulować ją młotkiem i lalką. Chcesz uzyskać dokładne dopasowanie przed rozpoczęciem spawania.
Jeśli rura jest gruba, może być konieczne skośne krawędzie za pomocą szlifierki. Pomaga to uzyskać lepszą penetrację spoiny i mocniejsze połączenie.
Wskazówka: Zawsze dokładnie sprawdź swoje wymiary przed cięciem. Mały błąd tutaj może zrujnować cały projekt.
Prawidłowe czyszczenie stanowi ogromną część przygotowania do spawania. Stal nierdzewna musi być czysta przed spawaniem, w przeciwnym razie istnieje ryzyko słabych połączeń i brzydkich przebarwień. Oto jak przygotować fajkę:
Umyj rurę ciepłą wodą i odrobiną płynu do mycia naczyń. Do usunięcia brudu i tłuszczu należy używać miękkiej szmatki lub nieściernej gąbki.
W przypadku uporczywych plam wybierz środek do czyszczenia stali nierdzewnej, który nie porysuje ani nie uszkodzi powierzchni.
Wyczyść zarówno wewnątrz, jak i na zewnątrz. Elastyczny pędzelek zamoczony w wodzie z mydłem świetnie sprawdza się we wnętrzach. Spłucz wszystko ciepłą wodą.
Całkowicie osusz rurę miękkim ręcznikiem. Plamy wodne mogą później powodować problemy.
Tuż przed spawaniem przetrzyj miejsce spawania acetonem i czystą szmatką. Spowoduje to usunięcie wszelkich śladów oleju lub pozostałości.
Uwaga: Unikaj ostrych środków chemicznych i podkładek ściernych. Mogą porysować rurę i sprawić, że będzie bardziej podatna na rdzę.
Przed rozpoczęciem spawania poświęć kilka minut na sprawdzenie odcinków rur. Ten krok może zaoszczędzić wielu kłopotów w przyszłości.
Poszukaj pęknięć, wgnieceń lub głębokich zadrapań. Nawet małe defekty mogą osłabić spoiny.
Sprawdź końce każdej rury pod kątem okrągłości. Nieokrągłe rury utrudniają ciasne dopasowanie.
Upewnij się, że po cięciu i zaklejaniu nie pozostały żadne zadziory ani wióry metalowe.
Jeśli zauważysz jakieś problemy, napraw je teraz. Do wygładzenia nierówności użyj pilnika, szlifierki lub papieru ściernego.
Objaśnienie: Dokładne przygotowanie i kontrola pomogą uniknąć wycieków i wydłużą żywotność układu wydechowego.

Dopasowanie jest jednym z najważniejszych kroków podczas spawania 3-calowego złącza wydech ze stali nierdzewnej . Chcesz, aby każda sekcja była idealnie dopasowana, bez dużych szczelin i nierównych krawędzi. Jeśli pospieszysz się z tą częścią, później będziesz musiał walczyć z nieszczelnościami i słabymi spawami. Zacznij od dopasowania każdego elementu na sucho. Zsuń końce razem i sprawdź, czy przejścia są płynne. Jeśli między złączami widać światło dzienne, użyj pilnika lub szlifierki, aby wyregulować krawędzie, aż do czystego połączenia. Właściwe dopasowanie ułatwia spawanie i zapewnia dłuższą żywotność układu wydechowego.
Wskazówka: Trzymaj rury pod jasnym światłem. Jeśli zauważysz jakiekolwiek luki, kontynuuj pracę, aż dopasowanie będzie szczelne na całej długości.
Potrzebujesz stabilnych rąk i solidnego wsparcia, aby utrzymać wszystko na swoim miejscu podczas spawania. Zaciski i mocowania znacznie ułatwiają tę pracę. W przypadku układów wydechowych ze stali nierdzewnej można zastosować specjalne opaski nadprożowe, a nawet zmodyfikować zwykłą opaskę zaciskową. Wystarczy wyszlifować małą szczelinę w zacisku. Umożliwia to sczepienie spoiny przez szczelinę, a następnie przesunięcie zacisku wokół złącza w celu sczepienia w innych miejscach. Ta sztuczka zapewnia stabilne trzymanie i pozwala pracować wokół rury.
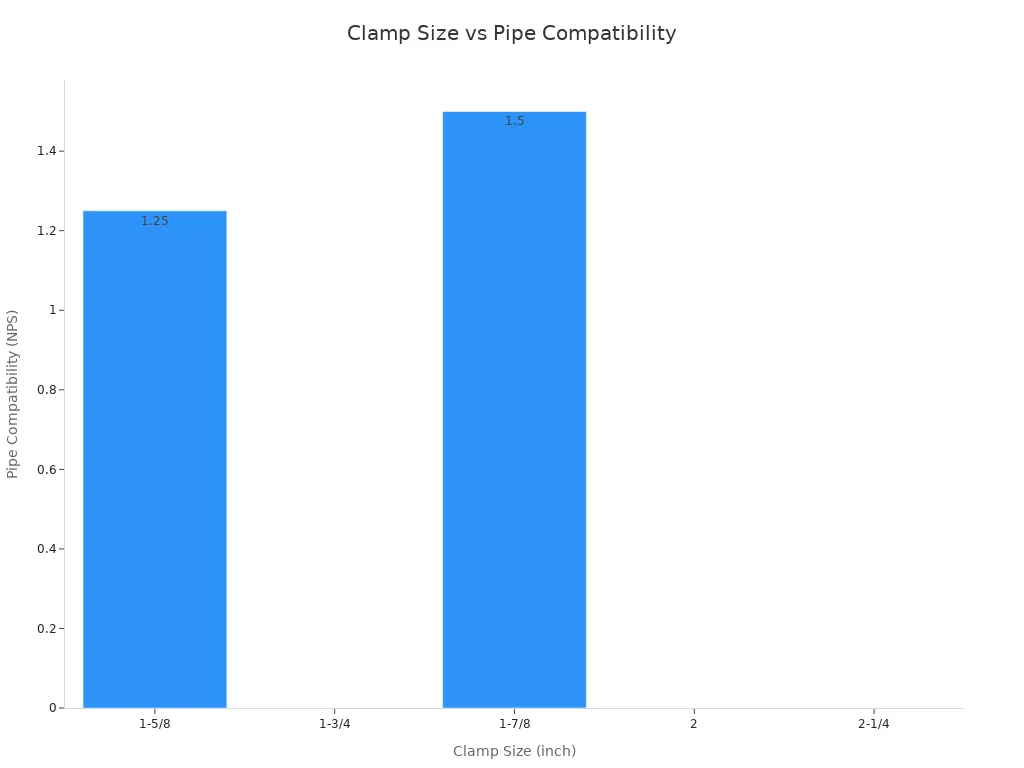
Oto krótkie spojrzenie na niektóre rozmiary zacisków i ich zastosowania:
Rozmiar zacisku (cale) |
Kompatybilność rur (NPS) |
Tworzywo |
Cechy |
|---|---|---|---|
1-5/8 |
1-1/4 (1,660 cala średnicy zewnętrznej) |
Stal nierdzewna |
Doskonale nadaje się do produkcji nagłówków, mieszania i dopasowywania rozmiarów |
1-3/4 |
Nie dotyczy |
Stal nierdzewna |
Pasuje do wielu układów wydechowych |
1-7/8 |
1-1/2 (1,90 cala średnicy zewnętrznej) |
Stal nierdzewna |
Działa przy montażu nagłówka stopnia |
2 |
Nie dotyczy |
Stal nierdzewna |
Wszechstronny do różnych rur |
2-1/4 |
Nie dotyczy |
Stal nierdzewna |
Przydatny w przypadku większych sekcji wydechowych |
Zaciski te utrzymują stabilnie dopasowanie i pomagają uzyskać połączenia pozbawione szczelin. Możesz mieszać i dopasowywać rozmiary, aby dopasować je do różnych sekcji układu wydechowego.
Uwaga: Zawsze dokładnie sprawdź ustawienie przed rozpoczęciem spawania. Mała zmiana teraz może spowodować duże problemy później.
Po ustaleniu dopasowania i mocowania, czas na spawanie sczepne. Spoiny sczepne to małe, szybkie spoiny, które łączą wszystko przed wykonaniem ostatniego ściegu. Umieść pinezkę na górze, na dole i po obu stronach każdego złącza. Dzięki temu rura nie będzie się przesuwać ani wypaczać po zakończeniu spawania. Poruszaj zaciskiem, korzystając ze szczeliny, aby dotrzeć do nowych miejsc. Po sklejeniu dookoła, usuń zacisk i jeszcze raz sprawdź wyrównanie.
Jeśli zauważysz jakiś ruch lub luki, napraw je teraz. Dobre spoiny sczepne sprawiają, że końcowe spawanie jest znacznie płynniejsze i pomagają uniknąć niespodzianek. Pamiętaj, że trochę dodatkowego czasu spędzonego na właściwym dopasowaniu i zestrojeniu zaprocentuje mocniejszym i lepiej wyglądającym wydechem.
Jeśli chcesz, aby rura wydechowa ze stali nierdzewnej 3 trwała, musisz zastosować odpowiednią technikę spawania. Spawanie TIG jest najlepszym wyborem do tego zadania. Zapewnia czyste, mocne spoiny i pomaga uniknąć typowych problemów, takich jak wypaczenia lub nieszczelności. Oto kilka wskazówek dotyczących spawania, które pomogą Ci uzyskać profesjonalne rezultaty:
Zawsze przed rozpoczęciem należy wyczyścić rurę ze stali nierdzewnej. Aby usunąć brud lub olej, użyj koła drucianego lub środka do usuwania rdzy.
Odłącz ujemny zacisk akumulatora w samochodzie. Chroni to elektronikę przed prądem spawania.
Spawanie TIG najlepiej sprawdza się w przypadku rur wydechowych ze stali nierdzewnej. Jest bardziej wybaczający niż spawanie MIG i zapewnia lepszą kontrolę.
Wypróbuj kolejność spawania. Najpierw wykonaj spawanie w kilku punktach wokół złącza. Następnie połącz te punkty krótkimi spoinami. Ta technika pomaga uniknąć wypaczeń i utrzymuje układ wydechowy prosto.
Upewnij się, że miejsce pracy ma dobrą wentylację. Spawanie stali nierdzewnej może powodować powstawanie dymów, dlatego należy utrzymywać przepływ powietrza.
Wskazówka: nie spiesz się przy każdym spawaniu. Pośpiech może prowadzić do słabych punktów i słabej odporności na korozję.
Możesz się zastanawiać, czy w układzie wydechowym powinieneś zastosować spawanie TIG czy MIG. Obie metody mają swoje miejsce, ale spawanie TIG jest zwykle najlepszym wyborem w przypadku 3-calowych rur wydechowych ze stali nierdzewnej. Rozłóżmy różnice:
Aspekt |
Spawanie TIG |
Spawanie MIG-em |
|---|---|---|
Jakość spoiny |
Precyzyjne, czyste spoiny, prawie bez odprysków. Idealny do cienkich rur ze stali nierdzewnej. |
Mocne, czyste spoiny z minimalną ilością odprysków. Dobry do grubszych rur, ale mniej precyzyjny. |
Doskonały. TIG utrzymuje niską temperaturę i chroni metal, dzięki czemu spoiny wytrzymają dłużej. |
Niżej. Większe ciepło może uszkodzić rurę i spowodować jej szybsze rdzewienie. |
|
Łatwość użycia |
Trudniej się uczyć. Wolniejszy proces. Potrzebuje więcej umiejętności i lepszego sprzętu. |
Łatwiej się uczyć. Szybciej. Dobry do dużych prac lub grubych rur. |
Spawanie TIG zapewnia większą kontrolę i lepszą odporność na korozję. Otrzymujesz gładkie, profesjonalnie wyglądające spoiny, które zachowują trwałość przez długi czas. Spawanie MIG jest szybsze i łatwiejsze, ale może sprawić, że układ wydechowy będzie bardziej podatny na rdzę i nieszczelności. W przypadku większości niestandardowych lub wymagających prac wydechowych najlepszym rozwiązaniem jest metoda TIG.
Uwaga: jeśli dopiero zaczynasz spawać, zacznij od kilku ćwiczeń, zanim zaczniesz pracować nad właściwym wydechem.
Wybór odpowiedniego spoiwa i gazu osłonowego jest kluczem do uzyskania mocnych i trwałych spoin. W przypadku rury wydechowej ze stali nierdzewnej 3 chcesz dopasować pręt wlewowy do gatunku rury. Pręty ER308L lub ER308LSi dobrze sprawdzają się w większości układów wydechowych ze stali nierdzewnej 304. Jeśli łączysz różne metale, wypróbuj pręt wypełniający ER309, aby uzyskać lepszą kompatybilność.
Znaczenie ma także zastosowany gaz osłonowy. Czysty argon jest standardem przy spawaniu metodą TIG stali nierdzewnej. Chroni jeziorko spawalnicze przed powietrzem, co utrzymuje spoiny w czystości i zwiększa odporność na korozję. W przypadku grubszych rur można dodać do mieszanki odrobinę helu. Pomaga to spoinie wniknąć głębiej i sprawia, że ścieg spoiny jest gładszy.
Oto krótki przegląd najlepszych wyborów:
Proces spawania |
Zalecane spoiwa |
Gazy osłonowe |
Wpływ na integralność spoiny |
|---|---|---|---|
TIG (GTAW) |
Dopasuj pręt do gatunku stali nierdzewnej (ER308L, ER308LSi, ER309 do różnych metali) |
Argon (czysty); Argon + Hel do grubych rur |
Argon zatrzymuje utlenianie, utrzymuje spoiny w czystości i poprawia odporność na korozję. Hel pomaga w przypadku grubszych rur. |
MIG (GMAW) |
Drut ze stali nierdzewnej pasujący do gatunku rury |
Argon z niewielką ilością CO2 |
Argon utrzymuje spoiny w czystości. CO2 pomaga w utrzymaniu stabilności łuku, ale może obniżyć odporność na korozję. |
Objaśnienie: Zawsze przechowuj pręty i drut w suchym miejscu. Wilgoć może powodować porowatość i osłabiać spoiny.
Dzięki odpowiedniemu spoiwowi i gazowi osłonowemu otrzymasz spoiny, które będą wyglądać świetnie i będą trwałe przez lata. Jest to jedna z najważniejszych wskazówek dotyczących spawania każdego układu wydechowego ze stali nierdzewnej.
Oczyszczanie wsteczne zmienia reguły gry podczas spawania rury wydechowej ze stali nierdzewnej 3. Jeśli chcesz, aby spoiny były trwałe i wyglądały profesjonalnie, musisz chronić wnętrze rury przed tlenem. Podczas spawania stali nierdzewnej powierzchnia zewnętrzna może wyglądać dobrze, ale wnętrze może stać się szorstkie i chrupiące, jeśli pominiesz czyszczenie. Ta szorstkość nazywana jest „słodzeniem” i prowadzi do słabych punktów i rdzy.
Możesz uniknąć tych problemów, wypełniając wnętrze układu wydechowego argonem przed rozpoczęciem spawania. Argon wypycha tlen i azot, tworząc bezpieczną strefę dla spoiny. Dzięki tej technice wnętrze spoin jest płaskie, błyszczące i wolne od zagłębień i pęknięć. Otrzymujesz spoinę, która jest równie mocna i czysta wewnątrz, jak i na zewnątrz.
Wskazówka: Do przepłukiwania wstecznego zawsze używaj argonu. Chroni spoiny przed poczerniałymi powierzchniami i brzydkim utlenianiem. Twój układ wydechowy pozostanie mocny i nie będziesz musiał się martwić, że korozja wkradnie się później.
Przedmuch wsteczny zwiększa również odporność na korozję układu wydechowego ze stali nierdzewnej. Spoiny pozostają gładkie, a Ty unikasz tworzenia się węglików chromu, które z czasem mogą niszczyć rurę. Jeśli chcesz, aby układ wydechowy poradził sobie z wibracjami, wysoką temperaturą i solą drogową, nie pomijaj tego kroku. Płukanie wsteczne jest jedną z najważniejszych wskazówek dotyczących spawania rur ze stali nierdzewnej.
Spawanie pulsacyjne TIG to inteligentna technika obróbki rur wydechowych ze stali nierdzewnej. Kontrolujesz ciepło, bardzo szybko przełączając się między wysokim i niskim natężeniem. Pomaga to utrzymać stabilność jeziorka spawalniczego i zapobiega nadmiernemu nagrzewaniu się rury.
Oto krótka tabela, która pomoże Ci skonfigurować spawarkę do pracy z 3-calowym wydechem:
Parametr |
Zalecane ustawienie/zakres |
Co to robi dla Twoich spoin |
|---|---|---|
Szczytowe natężenie prądu |
Ustawić jak zwykle do spawania TIG |
Daje siłę do pełnej penetracji |
Częstotliwość impulsów |
100-250 impulsów na sekundę (PPS) |
Zwęża ścieg, zwiększa penetrację i zmniejsza dopływ ciepła |
Czas szczytu |
40-60% każdego cyklu impulsu |
Kontroluje szerokość i ciepło stopki |
Natężenie tła |
25-40% szczytowego natężenia prądu |
Obniża dopływ ciepła, utrzymuje płyn w kałuży |
Korzystając z ustawień impulsowych, możesz zmniejszyć strefę wpływu ciepła i zmniejszyć ryzyko wypaczenia układu wydechowego. Ścieg spoiny pozostaje wąski, a głębokość penetracji jest głębsza bez przegrzania rury. Jest to szczególnie przydatne, gdy chcesz, aby spoiny wyglądały schludnie i wytrzymały przez długi czas.
Uwaga: Zacznij od 100 PPS i dostosowuj, gdy poczujesz się komfortowo. Wyższe częstotliwości pomagają utrzymać szczelność spoiny i chłód rury.
Spawanie impulsowe to świetny sposób na kontrolowanie temperatury i uzyskiwanie spójnych wyników. Jeśli chcesz opanować spawanie stali nierdzewnej, nauka korzystania z ustawień pulsu znacznie ułatwi Ci projekty wydechów.
Kontrola ciepła jest najważniejsza podczas spawania rur wydechowych ze stali nierdzewnej. Zbyt dużo ciepła może wypaczyć rurę, zniszczyć odporność na korozję i spowodować kruchość spoin. Chcesz, aby spoina i obszar wokół niej znajdowały się poza strefą niebezpieczną — od 950 do 1500 °F. Zbyt długie przebywanie w tym zakresie może spowodować, że stal straci warstwę ochronną i zacznie rdzewieć.
Oto kilka prostych sposobów kontrolowania dopływu ciepła:
Upewnij się, że połączenie rur jest szczelne. Szczeliny zmuszają do dłuższego przebywania z palnikiem, co dodaje ciepła.
Używaj krótkich spoin i pozwól rurze ostygnąć pomiędzy przejściami.
Jeśli to możliwe, wybieraj spoiwa o niskiej zawartości węgla. Pomagają zapobiegać tworzeniu się węglików chromu, które pogarszają odporność na korozję.
Wypróbuj regulowane osadzanie metalu (RMD) w przypadku warstwy graniowej i spawanie pulsacyjne w przypadku warstw wypełniających i zakrywających. Procesy te umożliwiają szybsze spawanie bez przegrzania rury.
Utrzymuj prędkość spawania na stałym poziomie — jeśli to możliwe, staraj się osiągnąć prędkość spawania od 6 do 12 cali na minutę.
Objaśnienie: Jeśli nie możesz użyć wypełniacza o niskiej zawartości węgla, zwróć szczególną uwagę na dopływ ciepła. Dzięki temu układ wydechowy będzie mocny i wolny od rdzy.
Postępując zgodnie z tymi wskazówkami dotyczącymi spawania, zabezpieczysz rurę wydechową ze stali nierdzewnej przed wypaczeniem i utrzymasz wysoką odporność na korozję. Dobra kontrola ciepła oznacza, że układ wydechowy będzie służył dłużej i wyglądał lepiej, nawet po latach użytkowania.
Po zakończeniu spawania układu wydechowego należy oczyścić spoiny, aby układ był mocny i wolny od rdzy. Spoiny ze stali nierdzewnej zbierają podczas spawania przebarwienia, tlenki i inne zanieczyszczenia. Jeśli zostawisz je na powierzchni, wydech może zacząć korodować znacznie szybciej, niż się spodziewasz.
Oto, w jaki sposób możesz zapewnić świetny wygląd i ochronę spawów:
Użyj pasty trawiącej (na bazie kwasu), aby usunąć utlenianie i przebarwienia z obszaru spoiny. Ten etap chemicznego czyszczenia przywraca odporność na korozję układu wydechowego ze stali nierdzewnej.
Spróbuj elektropolerowania, jeśli chcesz uzyskać super gładkie wykończenie i jeszcze lepszą ochronę przed korozją. Ta metoda sprawdza się dobrze w przypadku układów wydechowych z najwyższej półki lub o pokazowej jakości.
Do czyszczenia mechanicznego należy zawsze używać szczotki drucianej ze stali nierdzewnej lub podkładki Scotch Brite. Nigdy nie używaj szczotek, które miały kontakt ze stalą węglową, w przeciwnym razie istnieje ryzyko zanieczyszczenia układu wydechowego.
Po czyszczeniu chemicznym miejsce zgrzeiny należy spłukać czystą wodą. Ten krok usuwa resztki kwasu i chroni spaliny.
Aby uzyskać najlepsze rezultaty, należy połączyć szczotkowanie z wytrawianiem. Ten dwuetapowy proces usuwa zarówno brud powierzchniowy, jak i głębsze zanieczyszczenia.
Wskazówka: Pasywacja po czyszczeniu może wzmocnić warstwę ochronną rury wydechowej ze stali nierdzewnej. Ten dodatkowy krok pomoże Twojemu systemowi zwalczyć rdzę przez lata.
Gdy spoiny będą już czyste, czas sprawdzić, czy nie ma żadnych problemów. Chcesz, aby wydech ze stali nierdzewnej służył długo, więc nie pomijaj tego etapu kontroli. Zacznij od dobrej kontroli wzrokowej. Poszukaj pęknięć, porowatości, podcięć lub jakichkolwiek śladów żużla. Latarka pomoże Ci dostrzec drobne defekty na powierzchni.
Aby uzyskać głębszy wgląd, możesz skorzystać z bardziej zaawansowanych metod kontroli:
Kontrola radiograficzna (rentgenowska) pozwala zobaczyć wnętrze spoiny. Ta metoda pozwala wykryć ukryte defekty, które mogą powodować nieszczelności lub słabe punkty w układzie wydechowym.
Badanie ultradźwiękowe Phased Array (PAUT) wykorzystuje fale dźwiękowe do skanowania spoiny. Działa dobrze w przypadku skomplikowanych kształtów i może znaleźć wady w pobliżu grani lub wewnątrz spoiny.
Techniki fal powierzchniowych, takie jak prądy wirowe lub ACFM, pomagają sprawdzić koronę spoiny pod kątem pęknięć lub innych problemów.
Jeśli masz dostęp tylko do jednej strony spoiny, w sprawdzeniu obszaru grani mogą pomóc sondy z przetwornikiem elektromagnetyczno-akustycznym (EMAT).
Uwaga: Zawsze kalibruj narzędzia inspekcyjne za pomocą bloków odniesienia. Ten krok gwarantuje, że wyniki będą dokładne i wiarygodne.
Dokładna kontrola zapewni Ci spokój ducha. Wiesz, że Twój układ wydechowy ze stali nierdzewnej jest solidny, szczelny i gotowy do drogi.
Kiedy ty zamontuj 3-calowy wydech ze stali nierdzewnej , chcesz, żeby wszystko było szczelne i wolne od grzechotania. Właściwy sposób użycia zacisków i wieszaków ma ogromny wpływ na działanie i trwałość systemu. Omówmy najlepsze praktyki, aby za każdym razem zapewnić bezpieczne i szczelne dopasowanie.
Po pierwsze, zawsze przed rozpoczęciem należy oczyścić powierzchnie rur. Brud lub rdza mogą uniemożliwić dobre uszczelnienie zacisków. Zmierz zewnętrzną średnicę rur i wybierz odpowiedni rozmiar obejmy. Jeśli obejma jest za duża lub za mała, może dojść do nieszczelności lub nawet uszkodzenia rury.
Masz kilka opcji zacisków do wydechu:
Zaciski taśmowe najlepiej sprawdzają się w przypadku rur ze stali nierdzewnej. Mają szeroką powierzchnię i nie zgniatają rury. Umieść zacisk na złączu, wyrównaj go i dokręć równomiernie po obu stronach. Zapewnia to szczelne uszczelnienie i sprawia, że złącze wygląda czysto.
Zaciski typu U-bolt są powszechne, ale należy zachować ostrożność. Umieść śrubę U na złączu i stopniowo dokręcaj nakrętki. Jeśli dokręcisz zbyt mocno, możesz zdeformować rurę i spowodować nieszczelności.
Zaciski w kształcie litery V doskonale nadają się do konfiguracji o wysokiej wydajności lub turbo. Najpierw należy przyspawać kołnierze do końców rur. Następnie załóż opaskę zaciskową V wokół kołnierzy i dokręć ją. Zawsze sprawdzaj wyrównanie, aby uniknąć wycieków.
Wskazówka: Użyj klucza dynamometrycznego, aby dokręcić zaciski zgodnie ze specyfikacjami producenta. Pomaga to uniknąć nadmiernego dokręcenia i utrzymuje rury wydechowe w dobrym stanie.
Porozmawiajmy teraz o wieszakach. Utrzymują one ciężar wydechu i zapobiegają jego zwisaniu lub grzechotaniu. Umieść wieszaki w kluczowych punktach systemu, szczególnie w pobliżu zakrętów lub ciężkich sekcji. Wieszaki ze stali nierdzewnej wytrzymują dłużej i są odporne na rdzę, dlatego stanowią mądry wybór w przypadku każdej instalacji.
Aby uzyskać najlepsze rezultaty, użyj zacisków i wieszaków:
Umieścić obejmy wieszaków rur, aby zapewnić dodatkowe wsparcie i zmniejszyć naprężenia układu wydechowego.
Po montażu sprawdź, czy nie ma wycieków i upewnij się, że wszystko jest w porządku. Uruchom silnik i posłuchaj, czy nie występują grzechotki i dziwne dźwięki.
Po kilku cyklach nagrzewania sprawdź ponownie szczelność zacisku. Rury rozszerzają się i kurczą, więc szybka kontrola zapewnia szczelność systemu.
Jeśli chcesz pójść o krok dalej, możesz użyć wysokotemperaturowego uszczelniacza układu wydechowego lub elastycznych złączek. Pomagają one systemowi radzić sobie z wibracjami i rozszerzalnością cieplną.
Uwaga: zawsze wybieraj Zaciski i wieszaki ze stali nierdzewnej zapewniają najlepszą odporność na korozję. Dzięki temu Twój układ wydechowy będzie wyglądał i działał świetnie, nawet w trudnych warunkach pogodowych.
Jeśli użyjesz zacisków i wieszaków we właściwy sposób, Twoja instalacja będzie solidna i bezproblemowa przez lata.
Zakończyłeś montaż 3-calowej rury wydechowej ze stali nierdzewnej. Teraz chcesz się upewnić, że nie ma wycieków, zanim wyruszysz w drogę. Nawet niewielka nieszczelność może powodować hałas, zmniejszać wydajność lub przedostawać się oparami do samochodu. Oto jak możesz sprawdzić swoją pracę i upewnić się, że układ wydechowy jest szczelnie zamknięty.
Zwiększ ciśnienie w systemie
Start, upewniając się, że wydech jest chłodny. Włóż warsztatowy wąż podciśnieniowy do rury wydechowej i zaklej go taśmą. Ustaw podciśnienie tak, aby powietrze było wdmuchiwane do rury wydechowej. Potrzebujesz tylko niewielkiego ciśnienia — wystarczy około 3 do 5 psi. Nie przesadzaj, bo możesz uszkodzić system.
Woda z mydłem w sprayu
Wymieszaj roztwór płynu do mycia naczyń i wody w butelce ze sprayem. Spryskaj wodą z mydłem każde złącze, zacisk i spoinę. Obserwuj uważnie. Jeśli zauważysz tworzące się pęcherzyki, oznacza to, że znalazłeś nieszczelność. Pęcherzyki oznaczają, że powietrze ucieka przez szczelinę.
Sprawdź wszystkie połączenia.
Zwróć szczególną uwagę na połączenia ślizgowe, zaciski taśmowe i szwy spawane. Miejsca te są najbardziej prawdopodobnymi miejscami pojawienia się nieszczelności. Poruszaj się powoli i sprawdzaj każdy obszar pod różnymi kątami.
Szukaj wskazówek wizualnych
Czasami wycieki pozostawiają wskazówki. Poszukaj szarych lub czarnych śladów sadzy lub żółtych plam wokół połączeń i zacisków. Plamy te często wskazują miejsca, w których ulatniały się spaliny.
Sprawdź, czy nie ma uszkodzeń
Użyj latarki, aby sprawdzić, czy rura nie ma pęknięć, wybrzuszeń lub cienkich punktów. Jeśli zauważysz, że metal wygląda na słaby, delikatnie go szturchnij szydłem. Miękkie lub wgłębione obszary mogą z czasem przekształcić się w nieszczelności.
Zanurzanie małych części (opcjonalnie)
Jeśli masz odcinek rury poza samochodem, możesz zanurzyć go w wodzie pod ciśnieniem. Bąbelki w wodzie wskażą Ci dokładnie, gdzie jest wyciek.
Wskazówka: Zawsze sprawdzaj zaciski i wieszaki po kilku cyklach ogrzewania. Rury rozszerzają się i kurczą, co może poluzować połączenia i spowodować nowe nieszczelności.
Nie wszystkie zaciski uszczelniają się w ten sam sposób. Zaciski taśmowe zwykle zapewniają najlepsze uszczelnienie rur ze stali nierdzewnej. Zaciski typu U-bolt i siodełko działają, ale należy je instalować ostrożnie. Upewnij się, że rura zachodzi na siebie w obejmie w wystarczającym stopniu. Dokręcaj obejmy równomiernie, aby uniknąć zmiażdżenia rury lub pozostawienia szczelin.
Uwaga: Dobra kontrola szczelności pozwala teraz uniknąć późniejszych bólów głowy. Nie spiesz się i dokładnie sprawdź każde połączenie. Twój wydech będzie brzmiał lepiej, będzie trwał dłużej i zapewni Ci bezpieczeństwo.
Przegrzanie to jeden z największych błędów, jakie możesz popełnić spawanie 3-calowej rury wydechowej ze stali nierdzewnej . Jeśli dopuścisz do nadmiernego nagrzania rury, ryzykujesz wypaczenie metalu i utratę odporności na korozję. Możesz zauważyć, że rura w pobliżu spoiny zmienia kolor na niebieski lub fioletowy. To wyraźny znak, że przesadziłeś z upałem.
Jeśli użyjesz zbyt dużej ilości ciepła, obszar spawania może stać się kruchy. To sprawia, że wydech jest bardziej podatny na pękanie lub awarię na drodze. Wysoka temperatura niszczy również warstwę ochronną stali nierdzewnej, co oznacza, że rdza może zacząć tworzyć się znacznie szybciej. Jeśli zastosujesz niewłaściwą technikę spawania, np. ciągłą ścieg wokół rury, zwiększysz ryzyko przegrzania i wypaczenia.
Wskazówka: Użyj kolejności spoin. Spaw sczepny w kilku punktach wokół złącza, a następnie połącz te sczepienia krótkimi spoinami. Pomaga to kontrolować ciepło i utrzymuje rurę prosto.
Oto krótkie spojrzenie na to, co może pójść nie tak, jeśli nie kontrolujesz ciepła:
Powszechny błąd |
Konsekwencja / ryzyko |
Zalecana praktyka |
|---|---|---|
Niewłaściwa technika spawania (spoina ciągła) |
Wypaczenia, słabe spawy |
Stosuj kolejność spoin i krótkie spoiny |
Spawanie TIG z małą prędkością lub dużym dopływem ciepła |
Ryzyko wypaczenia, niespójnego spoiny |
Utrzymuj stałe tempo i obserwuj natężenie prądu |
Jeśli pominiesz czyszczenie przed spawaniem, narażasz się na kłopoty. Brud, olej lub rdza na rurze mogą powodować słabe połączenie spawane i słabe złącza. Na spoinach możesz zobaczyć porowatość, odpryski, a nawet pęknięcia. Wady te obniżają odporność na korozję i mogą prowadzić do nieszczelności.
Zawsze czyść rury szczotką drucianą ze stali nierdzewnej lub środkiem do usuwania rdzy. Tuż przed rozpoczęciem spawania przetrzyj obszar acetonem. Ten krok usuwa wszelkie ostatnie ślady oleju lub pozostałości. Jeśli spawasz na zanieczyszczonych powierzchniach, ryzykujesz konieczność powtórzenia pracy lub, co gorsza, przedwczesnego uszkodzenia układu wydechowego.
Uwaga: Nigdy nie używaj szczotki, która dotknęła stali węglowej. Nawet niewielkie zanieczyszczenie może zniszczyć odporność spoiny na korozję.
Zły montaż to kolejny błąd, który może powodować duże problemy. Jeśli odcinki rur nie są dobrze dopasowane, powstaną luki trudne do wypełnienia. Zmusza to do dłuższego przebywania z palnikiem, co zwiększa ciepło i zwiększa ryzyko wypaczenia. Złe dopasowanie utrudnia również uzyskanie mocnego, pozbawionego wycieków spoiny.
Przed spawaniem należy sprawdzić każde złącze. Upewnij się, że końce są zaokrąglone i gładkie. Użyj zacisków i wieszaków, aby utrzymać wszystko stabilnie. Pomaga to uzyskać ciasne i równomierne dopasowanie, a spoiny wyglądają profesjonalnie.
Oto tabela pokazująca, jak te błędy mogą wpłynąć na Twój projekt:
Błąd spawalniczy |
Powstałe wady spawalnicze |
Konsekwencje / wpływ |
|---|---|---|
Spawanie na zanieczyszczonych powierzchniach |
Słabe spoiny, porowatość |
Zmniejszona wytrzymałość, słaba odporność na korozję |
Niestosowanie zacisków i wieszaków |
Nieprawidłowe ustawienie, złe dopasowanie |
Wycieki, niedokładne cięcia, dodatkowe poprawki |
Niewłaściwa technika spawania |
Wypaczenia, słabe spawy |
Krótsza żywotność układu wydechowego, potrzeba więcej napraw |
Objaśnienie: Zawsze dokładnie sprawdź dopasowanie przed rozpoczęciem spawania. Trochę dodatkowego czasu tutaj uratuje Cię od późniejszych bólów głowy.
Nie zapomnij o wentylacji. Spawanie w zamkniętej przestrzeni bez odpowiedniej wentylacji może narazić Cię na działanie toksycznych oparów. Zawsze traktuj wentylację pomieszczenia jako priorytet dla swojego zdrowia i bezpieczeństwa.
Jeśli pominiesz czyszczenie wsteczne podczas spawania rur wydechowych ze stali nierdzewnej, narażasz się na kłopoty. Płukanie wsteczne oznacza napełnianie wnętrza rury argonem podczas spawania. Ten krok chroni wnętrze spoiny przed tlenem. Wiele osób myśli, że obejdzie się bez tego, ale wyniki mówią co innego.
Jeśli nie wykonasz czyszczenia wstecznego, wnętrze spoiny zostanie wystawione na działanie powietrza. Tlen reaguje z gorącą stalą nierdzewną i tworzy szorstką, chrupiącą powierzchnię zwaną „słodzeniem”. Z zewnątrz możesz tego nie widzieć, ale wewnątrz rury spoina wygląda na czarną i ziarnistą. Osłabia to złącze i zwiększa ryzyko rdzewienia. Z biegiem czasu na tej szorstkiej powierzchni może gromadzić się wilgoć i zanieczyszczenia. Twój układ wydechowy zacznie korodować od środka.
Oto, co może pójść nie tak, jeśli pominiesz ponowne oczyszczanie:
Cukrzenie: Wnętrze spoiny staje się szare lub czarne i staje się szorstkie. Jest to oznaka utleniania.
Słabsze spoiny: Spoina traci wytrzymałość i może pękać lub pękać pod wpływem naprężeń.
Korozja: Chropowata powierzchnia zatrzymuje wodę i sól, przyspieszając rdzę.
Wycieki: Zła jakość spoin może prowadzić do nieszczelności układu wydechowego, co negatywnie wpływa na wydajność i bezpieczeństwo.
Wskazówka: Do przepłukiwania wstecznego zawsze używaj czystego argonu. Nie próbuj oszczędzać pieniędzy, używając CO₂ lub sprężonego powietrza. Tylko argon chroni spoinę przed utlenianiem.
Do oczyszczenia wstecznego nie potrzebujesz wymyślnego sprzętu. Możesz użyć prostej konfiguracji:
Przyklej taśmą oba końce rury, pozostawiając mały otwór na wąż argonowy.
Włóż wąż i pozwól, aby argon przepływał przez minutę, aby wypłukać powietrze.
Rozpocznij spawanie, gdy argon przepływa wewnątrz rury.
Utrzymuj przepływ, aż spoina ostygnie.
Trochę dodatkowego czasu poświęconego na oczyszczanie pleców się opłaca. Twoje spoiny będą wyglądać lepiej, wytrzymać dłużej i będą odporne na rdzę. Jeśli chcesz, aby 3-calowy wydech ze stali nierdzewnej był mocny i szczelny, nigdy nie pomijaj tego kroku.
Objaśnienie: Oczyszczanie pleców nie jest przeznaczone tylko dla profesjonalistów. Nawet jeśli dopiero zaczynasz spawać, możesz skonfigurować podstawowy system oczyszczania za pomocą taśmy, węża i butelki z argonem. Twoje przyszłe ja będzie Ci wdzięczne!
Zanim zaczniesz, upewnij się, że wszystko masz przygotowane. Ten krok pozwala zaoszczędzić czas i pomóc uniknąć późniejszych błędów.
Dokładnie sprawdź wymiary rur. Ułóż wszystkie elementy i sprawdź, czy pasują do siebie.
Wyczyść każdy odcinek rury acetonem i szczotką drucianą ze stali nierdzewnej. Usuń olej, brud i rdzę.
Sprawdź każdą rurę pod kątem wgnieceń, pęknięć lub ostrych krawędzi. Wygładź wszelkie nierówności za pomocą pilnika.
Zbierz wszystkie swoje narzędzia — spawarkę TIG, zaciski, pręty wypełniające i sprzęt ochronny. Umieść je w zasięgu ręki.
Skonfiguruj swoje miejsce pracy. Upewnij się, że masz dobre oświetlenie i wentylację.
Odłącz akumulator samochodu, jeśli pracujesz przy pojeździe.
Dopasuj rury na próbę i użyj zacisków, aby utrzymać je na miejscu. Dopasuj, aż uzyskasz ciasne dopasowanie.
Wskazówka: czysta i zorganizowana konfiguracja sprawia, że proces spawania jest znacznie płynniejszy.
Teraz możesz przystąpić do spawania. Aby uzyskać mocne i czyste połączenia, wykonaj następujące kroki:
Dokładnie sprawdź swoje dopasowanie. Rury powinny stykać się na całym obwodzie, bez dużych szczelin.
Spaw sczepny w kilku punktach wokół każdego złącza. Dzięki temu wszystko się nie porusza.
Ustaw spawarkę TIG na odpowiednie ustawienia dla stali nierdzewnej. Użyj trybu impulsowego, jeśli Twoja maszyna go posiada.
Rozpocznij spawanie krótkimi odcinkami. Pozwól rurze ostygnąć pomiędzy przejściami, aby zapobiec przegrzaniu.
Stosować przepłukiwanie wsteczne argonem. Chroni to wnętrze rury przed utlenianiem.
Obserwuj swoje dopływ ciepła. Poruszaj się w stałym tempie i unikaj pozostawania w jednym miejscu.
W razie potrzeby dodaj pręt wypełniający, dopasowując typ do rury.
Sprawdzaj każdą spoinę na bieżąco. Szukaj gładkich, równych koralików, bez dziur i pęknięć.
Objaśnienie: Nie spiesz się przy każdym spawaniu. Pośpiech może prowadzić do słabych punktów i dalszej pracy w przyszłości.
Skończyłeś spawanie i czyszczenie rury wydechowej. Teraz czas na instalację. Na tym etapie łączy się cała Twoja ciężka praca. Jeśli chcesz, aby wydech był trwały i działał dobrze, postępuj ściśle zgodnie z poniższymi krokami.
Zbierz swoje narzędzia
Rozłóż klucze, zestaw nasadek, zaciski i taśmę mierniczą. Trzymaj wszystko w zasięgu ręki. Sprawdź dokładnie, czy masz wszystkie części, w tym nowe uszczelki i osprzęt.
Podnieś i podeprzyj pojazd
Do podniesienia samochodu użyj podnośnika hydraulicznego. Umieść podpórki pod stałymi punktami ramy. Nigdy nie wpełzaj pod samochód wsparty jedynie na podnośniku. Bezpieczeństwo jest najważniejsze.
Zamontuj rurę wydechową na próbę.
Wsuń rurę na miejsce pod samochodem. Sprawdź, czy każda sekcja pokrywa się z punktami mocowania. Poszukaj ciasnych miejsc lub miejsc, w których rura może ocierać się o ramę lub zawieszenie.
Zainstaluj wieszaki i zaciski.
Przymocuj wieszaki do fabrycznych punktów montażowych. Utrzymują one ciężar wydechu i zapobiegają jego grzechotaniu. Aby połączyć każdą sekcję, użyj zacisków ze stali nierdzewnej. Dokręć je równomiernie, ale nie zmiażdż rury. Jeśli używasz zacisków w kształcie litery V, przed dokręceniem upewnij się, że kołnierze są wyrównane.
Sprawdź wyrównanie i luz
Upewnij się, że wydech jest ustawiony prosto i nie dotyka żadnych ruchomych części. Potrzebujesz co najmniej pół cala prześwitu od ramy, przewodów paliwowych i przewodów hamulcowych. Dostosuj pozycję według potrzeb.
Dokręć wszystko
Zacznij od przodu i kieruj się do tyłu. Dokręć każdy zacisk i śrubę zgodnie ze specyfikacjami producenta. Użyj klucza dynamometrycznego, jeśli go posiadasz. Sprawdź ponownie wieszaki, aby upewnić się, że są dobrze zamocowane.
Sprawdź, czy nie ma wycieków i stuków.
Opuść samochód i uruchom silnik. Posłuchaj, czy nie ma grzechotów ani wycieków. Jeśli po spryskaniu stawów wodą z mydłem słychać syk lub widać bąbelki, dokręć zaciski nieco mocniej.
Wskazówka: po pierwszej jeździe sprawdź ponownie instalację. Rury mogą się przesuwać w miarę nagrzewania i ochładzania. Dokręć zaciski i sprawdź, czy wieszaki nie poruszają się.
Staranny montaż oznacza, że wydech będzie cichy, szczelny i mocny przez lata. Nie spiesz się i dokładnie sprawdzaj każdy krok. Podziękujesz sobie później!
Najlepsze wyniki w przypadku rury wydechowej ze stali nierdzewnej 3 można uzyskać, wykonując kilka kluczowych kroków. Spawanie TIG zapewnia czyste i mocne spoiny na rurach ze stali nierdzewnej. Zawsze czyść każdą powierzchnię ze stali nierdzewnej i używaj odpowiedniego gazu osłonowego. Upewnij się, że połączenie jest szczelne i przepłucz rurę, aby zapobiec korozji.
Użyj listy kontrolnej dla każdego projektu.
Noś odpowiedni sprzęt ochronny, taki jak kask i skórzany fartuch.
Jeśli jesteś nowy, obejrzyj tutoriale dotyczące spawania TIG.
Zwrócenie uwagi na te szczegóły sprawi, że wydech ze stali nierdzewnej będzie służył dłużej i wyglądał świetnie.
Należy spawać krótkimi odcinkami i pozostawić rurę do ostygnięcia pomiędzy przejściami. Użyj zacisków, aby utrzymać wszystko stabilnie. Utrzymuj dopływ ciepła na niskim poziomie i poruszaj się szybko. Dzięki temu rura będzie prosta i mocna.
Tak, możesz używać spawarki MIG, ale spawanie TIG zapewnia czystsze i mocniejsze spoiny. MIG sprawdza się lepiej w przypadku grubszych rur. Jeżeli używasz metody MIG, wybierz odpowiedni drut i gaz osłonowy do stali nierdzewnej.
Absolutnie! Płukanie wsteczne chroni wnętrze spoiny przed utlenianiem. Jeśli to pominiesz, ryzykujesz słabymi, zardzewiałymi spawami. Nawet jeśli nie widzisz wnętrza, czyszczenie wsteczne sprawia, że wydech jest szczelny i trwały długo.
Sprawdź, czy koraliki są gładkie i równe, bez dziur i pęknięć. Delikatnie uderz młotkiem w spoinę. Jeśli brzmi solidnie i nie pęka, wykonałeś dobrą robotę. Dla większego spokoju ducha spryskaj powierzchnię wodą z mydłem i poszukaj bąbelków.
Do rur ze stali nierdzewnej 304 należy używać prętów wypełniających ER308L lub ER308LSi. Jeśli łączysz różne metale, wypróbuj ER309. Aby uzyskać najlepsze rezultaty, zawsze dopasowuj pręt wypełniający do rury.
Aby usunąć zabarwienie termiczne i utlenianie, użyj szczotki drucianej ze stali nierdzewnej lub pasty trawiącej. Po użyciu środków chemicznych spłucz czystą wodą. Nigdy nie używaj szczotki, która dotknęła stali węglowej, ponieważ możesz spowodować rdzę.
Można, ale jest to trudniejsze. Pamiętaj o odłączeniu akumulatora i zabezpiecz pobliskie części przed iskrami. Dobra wentylacja jest koniecznością. Jeśli to możliwe, usuń rurę, aby spawanie było łatwiejsze i bezpieczniejsze.






