
fechar
Escolha o seu site
Global
Mídias Sociais

Autor: Editor do Site Horário de Publicação: 12/07/2025 Origem: Site








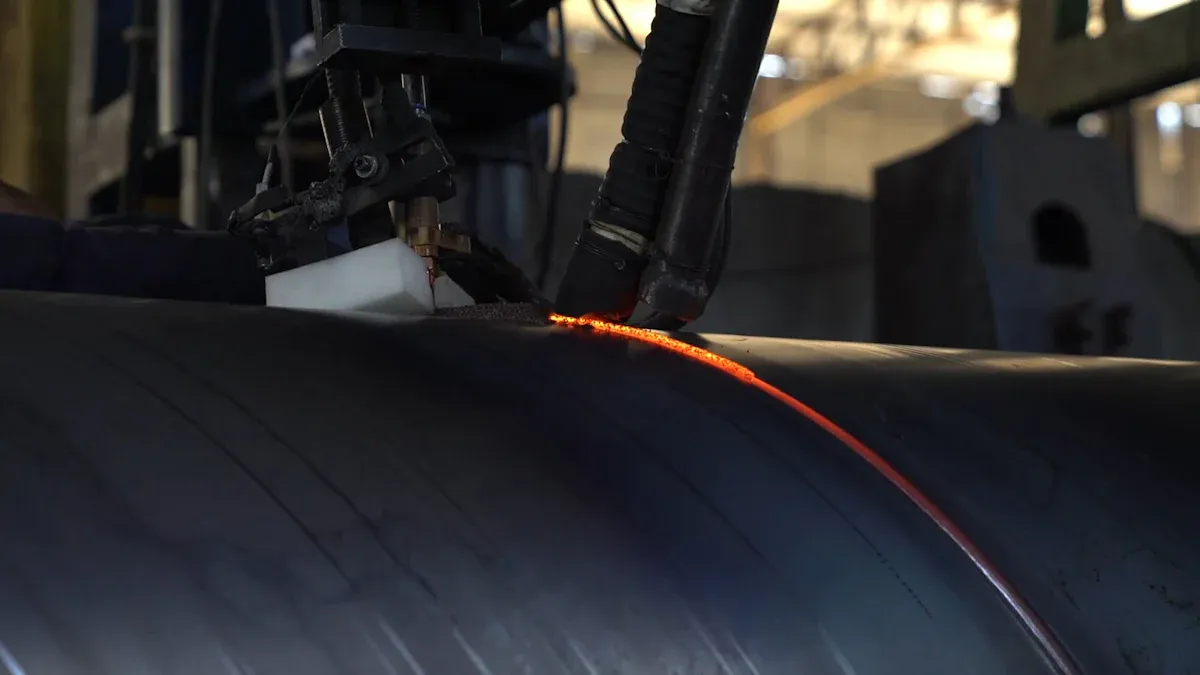
Se você deseja que seu tubo de escape de aço inoxidável 3 dure e tenha uma ótima aparência, você precisa se concentrar em algumas etapas principais. A soldagem TIG oferece os melhores resultados para trabalhos de exaustão, mas você também precisa limpar completamente todas as superfícies de aço inoxidável. Mesmo um pouco de óleo ou ferrugem pode causar porosidade ou respingos nas soldas, prejudicando a resistência à corrosão. Certifique-se de que seu ajuste esteja firme e use a purga traseira para proteger o interior do tubo. Isso evita queimaduras e mantém o escapamento forte e livre de vazamentos.
Use soldagem TIG para soldas limpas e fortes em Tubos de escape em aço inoxidável de 3 polegadas.
Sempre limpe bem cada superfície do tubo antes de soldar para evitar juntas fracas e ferrugem.
Escolha o grau de aço inoxidável correto e hastes de enchimento correspondentes para melhor resistência à corrosão.
Garanta um ajuste firme e use braçadeiras para manter os tubos firmes e obter soldas suaves e sem vazamentos.
Purgue o interior do tubo com gás argônio para proteger as soldas contra oxidação e corrosão.
Controle a entrada de calor soldando em seções curtas e deixando o tubo esfriar para evitar empenamento.
Use equipamentos de segurança adequados, como capacetes, luvas e respiradores, para se proteger durante a soldagem.
Inspecione e limpe as soldas após o acabamento para remover a descoloração e verificar se há defeitos.
Você deseja começar com o equipamento de soldagem certo para trabalhar em tubos de escape de aço inoxidável de 3 polegadas. Um soldador TIG é sua melhor escolha para este trabalho. Muitos soldadores recomendam o AlphaTIG200X da AHP porque oferece excelente controle e desempenho sem gastar muito. Você também pode procurar marcas como HTP para máquinas e acessórios confiáveis. Certifique-se de ter uma tocha confortável, como uma cabeça flexível e um pedal responsivo. Esses detalhes ajudam você a manter suas soldas estáveis e suaves.
Você precisará de um carrinho de soldagem para mover sua configuração pelo espaço de trabalho. Mantenha uma escova de aço inoxidável e um moedor dedicado à mão para limpar o tubo antes de soldar. Use braçadeiras ou ímãs fortes para segurar os tubos no lugar. A cantoneira pode ajudá-lo a manter tudo alinhado. Não se esqueça das hastes de enchimento -ER308LSi funciona bem para a maioria dos tubos de aço inoxidável austenítico, mas você pode precisar de um tipo diferente se estiver unindo metais diferentes. Sempre combine sua haste de enchimento com o tipo de aço inoxidável que você está soldando.
Dica: Limpe todas as juntas com acetona e uma escova de aço inoxidável antes de iniciar a soldagem. Mesmo um pouquinho de óleo ou ferrugem pode estragar a solda.
Soldar aço inoxidável cria calor intenso e vapores perigosos, então você precisa se proteger. Sempre use um capacete de soldagem com escurecimento automático com uma máscara de lente que atenda aos padrões ANSI e AWS. Sob o capacete, coloque óculos de segurança com proteção lateral (aprovado pela Z87.1) para proteção contra faíscas e detritos.
Escolha luvas pesadas e resistentes a chamas e uma jaqueta ou avental de soldagem feito de lã ou algodão tratado. Botas de couro com biqueira de segurança e cobertura no tornozelo mantêm seus pés seguros. Se você estiver trabalhando em um espaço com pouca ventilação, use um respirador que se ajuste bem e seja adequado para fumos de soldagem. Uma boa higiene e verificações regulares dos equipamentos ajudam você a permanecer seguro e confortável durante longas sessões de soldagem.
Ao escolher os materiais, concentre-se no tipo certo de aço inoxidável para o seu sistema de escapamento. A maioria dos tubos de escape automotivos usa classes como 304, 321 ou 409. Cada classe tem seus próprios pontos fortes:
Classe de aço inoxidável |
Uso comum em tubos de escape |
Propriedades principais |
|---|---|---|
304 |
Escape automotivo geral |
Boa resistência à corrosão e ao calor, fácil de soldar |
321 |
Sistemas de exaustão de alta temperatura |
Titânio estabilizado, resiste a rachaduras após soldagem |
409 |
Escapes econômicos |
Ferrítico, boa soldabilidade, resistência à corrosão moderada |
Você também precisará de hastes de enchimento de aço inoxidável que combinem com o seu tubo. Certifique-se de que seus tubos estejam livres de defeitos e tenham a espessura certa – geralmente cerca de 1 mm para trabalhos de exaustão. Mantenha seu espaço de trabalho arrumado, bem iluminado e ventilado para melhorar a segurança e a qualidade da solda. Use grampos para manter tudo estável durante a soldagem e instalação. Com as ferramentas e os materiais certos, você estará preparado para soldas fortes, limpas e duradouras.
Instalar corretamente o tubo de escape de aço inoxidável de 3 polegadas significa usar as melhores ferramentas para o trabalho. Você deseja que seu sistema se encaixe perfeitamente, permaneça seguro e dure muito tempo. Vamos analisar as ferramentas de instalação essenciais que tornam o processo tranquilo e sem estresse.
Chaves e conjuntos de soquetes
Você usará essas ferramentas em quase todas as etapas do processo. Chaves e conjuntos de soquete ajudam a apertar parafusos, porcas e braçadeiras. Eles fornecem o controle necessário para evitar apertos excessivos, que podem danificar seus tubos de aço inoxidável. Mantenha os tamanhos métricos e padrão à mão. Você nunca sabe o que vai encontrar embaixo do carro.
Grampos de escapamento
Esses grampos conectam diferentes seções do tubo de escapamento. Eles mantêm tudo unido e impedem vazamentos. Escolha braçadeiras de aço inoxidável para melhor combinação e maior vida útil. Ao apertá-los, certifique-se de que estejam bem ajustados, mas sem esmagar o tubo. Uma boa braçadeira mantém seu sistema vedado e sem ruídos.
Cabides de escapamento
Os cabides suportam o peso do escapamento e o mantêm no lugar. Eles também absorvem vibrações, para que seu passeio permaneça silencioso. Use cabides extras se quiser ainda mais estabilidade. Prenda cada cabide nos pontos de montagem da estrutura do seu carro. Esta etapa evita que o escapamento ceda ou se desloque com o tempo.
Fita métrica e marcador
Medições precisas fazem uma grande diferença. Use uma fita métrica para verificar o comprimento e as folgas dos tubos. Marque seus cortes e pontos de montagem com um marcador brilhante. Isso ajuda a evitar erros e economiza tempo durante a instalação.
Martelo de borracha
Às vezes, os tubos precisam de uma batida suave para se encaixarem. Um martelo de borracha permite colocar as peças no lugar sem arranhar ou amassar o aço inoxidável. É uma ferramenta simples, mas que faz uma grande diferença.
Macacos e Macacos Hidráulicos
A segurança vem em primeiro lugar. Sempre levante seu carro com um macaco hidráulico e apoie-o em macacos. Nunca confie apenas no macaco. Os suportes Jack mantêm você seguro enquanto você trabalha embaixo do veículo.
Luvas de proteção
As bordas de aço inoxidável podem ser afiadas. Use luvas para proteger as mãos de cortes e arranhões. Você também terá um melhor controle das ferramentas e peças.
Dica: Organize todas as suas ferramentas antes de começar. Isso economiza tempo e mantém você focado no trabalho.
Com essas ferramentas, você pode alinhar perfeitamente os tubos de escapamento e protegê-los por muito tempo. Não tenha pressa em cada etapa. Verifique novamente o seu alinhamento antes de apertar tudo. Um escapamento bem instalado não só parece ótimo, mas também tem melhor desempenho e dura mais tempo.
Ao trabalhar com tubos de escape, você verá aços inoxidáveis austeníticos em todos os lugares. Esses aços pertencem à série 300, como 304 e 321. Possuem uma mistura especial de cromo e níquel. Esta mistura confere-lhes algumas qualidades únicas que os tornam perfeitos para os seus projetos de exaustão.
Aqui está o que diferencia os aços inoxidáveis austeníticos:
Excelente resistência à corrosão mantém seu tubo de escape protegido contra ferrugem e ácido.
A natureza não magnética significa que eles não mexerão nos sensores ou eletrônicos do seu carro.
Alta ductilidade e resistência permitem dobrar e moldar o tubo sem rachar.
A soldabilidade superior facilita a união de peças.
Uma boa resistência a altas temperaturas ajuda o sistema de exaustão a lidar com o calor.
Dica: Se você deseja que seu escapamento dure, escolha sempre aço inoxidável austenítico para as seções principais do tubo.
Você pode estar se perguntando por que quase todos os sistemas de exaustão usam aço inoxidável austenítico. A resposta se resume ao desempenho e à confiabilidade. A classe 304 é a escolha mais popular para tubos de escape. Ele resiste às duras condições da estrada, umidade e calor. Você obtém um tubo que resiste à ferrugem e mantém uma boa aparência por anos.
Confira esta tabela para ver por que os aços inoxidáveis austeníticos são tão comuns em sistemas de exaustão:
Característica |
Explicação |
Notas relevantes |
Aplicação em Sistemas de Exaustão |
|---|---|---|---|
Resistência à corrosão |
Protege contra oxidação e ataque ácido |
310, 321 |
Mantém os tubos de escape fortes em ambientes difíceis |
Resistência a altas temperaturas |
Mantém a forma e a força sob o calor de exaustão |
310, 321 |
Evita flacidez ou falha em seções quentes |
Soldabilidade |
Fácil de soldar sem tratamentos térmicos especiais |
310, 321 |
Permite construir e reparar sistemas de exaustão facilmente |
Natureza Não Magnética |
Não interferirá com a eletrônica |
Série 300 |
Seguro para veículos modernos com muitos sensores |
Ductilidade e Formabilidade |
Fácil de dobrar e moldar para designs de tubos de escape personalizados |
310, 321 |
Perfeito para curvas fechadas e layouts de escapamento complexos |
Resistência à sensibilização |
Resiste à corrosão dos limites dos grãos em altas temperaturas |
321 |
Prolonga a vida útil das peças de escape expostas ao calor |
A maioria dos carros nos EUA, Europa e Japão usa aço inoxidável em seus sistemas de escapamento. Mais da metade de todo o aço inoxidável dos carros vai para o escapamento. Embora alguns sistemas mais recentes utilizem graus ferríticos por razões de custo, o aço inoxidável austenítico continua a ser a melhor escolha para tubos de escape de alto desempenho e longa duração.
Se você planeja soldar seu sistema de escapamento, vai adorar trabalhar com aço inoxidável austenítico . Esses aços possuem alto teor de níquel, o que proporciona soldas suaves e limpas. Você não precisa de tratamentos térmicos especiais e pode contar com juntas fortes que resistem à corrosão.
O aço inoxidável austenítico se destaca dos tipos ferrítico e martensítico. O aço inoxidável ferrítico pode ser difícil de soldar porque forma grãos grossos e perde tenacidade. O aço inoxidável martensítico racha facilmente e não suporta bem o calor da soldagem. Com o aço inoxidável austenítico, você obtém:
Soldabilidade superior para todas as juntas do tubo de escape
Resistência confiável à corrosão em todas as soldas
Menor risco de empenamento ou rachaduras durante a fabricação
Observação: Sempre use a haste de enchimento correta para o seu tipo de aço inoxidável. Isso mantém suas soldas fortes e seu sistema de exaustão livre de vazamentos.
Fazer com que seu tubo de escape de aço inoxidável de 3 polegadas se encaixe perfeitamente começa com os métodos corretos de corte e dimensionamento. Você deseja cortes limpos e precisos que facilitem a soldagem e ajudem seu sistema a durar mais tempo. Aqui está um processo simples que você pode seguir:
Use uma serra de fita ou serra de corte com lâmina de aço inoxidável. Essas ferramentas proporcionam cortes retos e suaves e mantêm pequena a zona afetada pelo calor.
Após o corte, pegue uma lima ou uma ferramenta de rebarbação. Alise as bordas internas e externas do tubo. Esta etapa remove pontos pontiagudos e ajuda suas soldas a parecerem profissionais.
Teste o ajuste de cada seção. Às vezes você precisa bater suavemente no tubo com um martelo de borracha ou ajustá-lo com um martelo e um carrinho. Você deseja um ajuste perfeito antes de começar a soldar.
Se o tubo for grosso, pode ser necessário chanfrar as bordas com uma esmerilhadeira. Isso ajuda você a obter melhor penetração da solda e uma junta mais forte.
Dica: Sempre verifique suas medidas antes de cortar. Um pequeno erro aqui pode prejudicar todo o seu projeto.
A limpeza adequada é uma grande parte da preparação da solda. O aço inoxidável precisa estar impecável antes de ser soldado, ou você corre o risco de juntas fracas e descoloração feia. Veja como você pode preparar seu cachimbo:
Lave o cachimbo com água morna e um pouco de detergente. Use um pano macio ou uma esponja não abrasiva para limpar a sujeira e a gordura.
Para manchas difíceis, escolha um limpador de aço inoxidável que não arranhe ou danifique a superfície.
Limpe tanto por dentro quanto por fora. Uma escova flexível umedecida em água com sabão funciona muito bem para o interior. Enxágue tudo com água morna.
Seque completamente o cachimbo com uma toalha macia. Manchas de água podem causar problemas mais tarde.
Pouco antes de soldar, limpe a área soldada com acetona e um pano limpo. Isso remove quaisquer últimos vestígios de óleo ou resíduos.
Nota: Evite produtos químicos agressivos ou esponjas abrasivas. Eles podem arranhar o tubo e aumentar a probabilidade de enferrujar.
Antes de começar a soldar, reserve alguns minutos para inspecionar as seções do tubo. Esta etapa pode evitar muitos problemas no futuro.
Procure rachaduras, amassados ou arranhões profundos. Mesmo pequenos defeitos podem enfraquecer suas soldas.
Verifique se as extremidades de cada tubo estão arredondadas. Tubos fora do formato redondo dificultam um ajuste apertado.
Certifique-se de que não haja sobras de rebarbas ou aparas de metal resultantes do corte e dimensionamento.
Se você detectar algum problema, corrija-o agora. Use uma lima, esmeril ou lixa para suavizar pontos ásperos.
Legenda: A preparação e inspeção cuidadosas ajudam a evitar vazamentos e fazem com que seu sistema de escapamento dure mais.

Conseguir um ajuste perfeito é uma das etapas mais importantes quando você solda uma peça de 3 polegadas. escapamento em inox . Você deseja que cada seção fique perfeitamente alinhada, sem grandes lacunas ou bordas irregulares. Se você apressar esta parte, acabará lutando contra vazamentos e soldas fracas mais tarde. Comece ajustando cada peça a seco. Deslize as pontas juntas e verifique se há transições suaves. Se você vir luz do dia entre as juntas, use uma lima ou esmeril para ajustar as bordas até que se encontrem perfeitamente. Um ajuste adequado facilita a soldagem e ajuda o escapamento a durar mais tempo.
Dica: Segure os canos contra uma luz forte. Se você detectar alguma lacuna, continue trabalhando até que o ajuste esteja firme em toda a volta.
Você precisa de mãos firmes e suporte sólido para manter tudo no lugar enquanto solda. Grampos e acessórios tornam esse trabalho muito mais fácil. Para trabalhos de exaustão em aço inoxidável, você pode usar braçadeiras especiais ou até mesmo modificar uma braçadeira de mangueira normal. Basta fazer uma pequena fenda na braçadeira. Isso permite que você fixe a solda através da ranhura e, em seguida, mova o grampo ao redor da junta para fixar outros pontos. Este truque proporciona uma fixação estável e permite que você trabalhe em toda a volta do tubo.
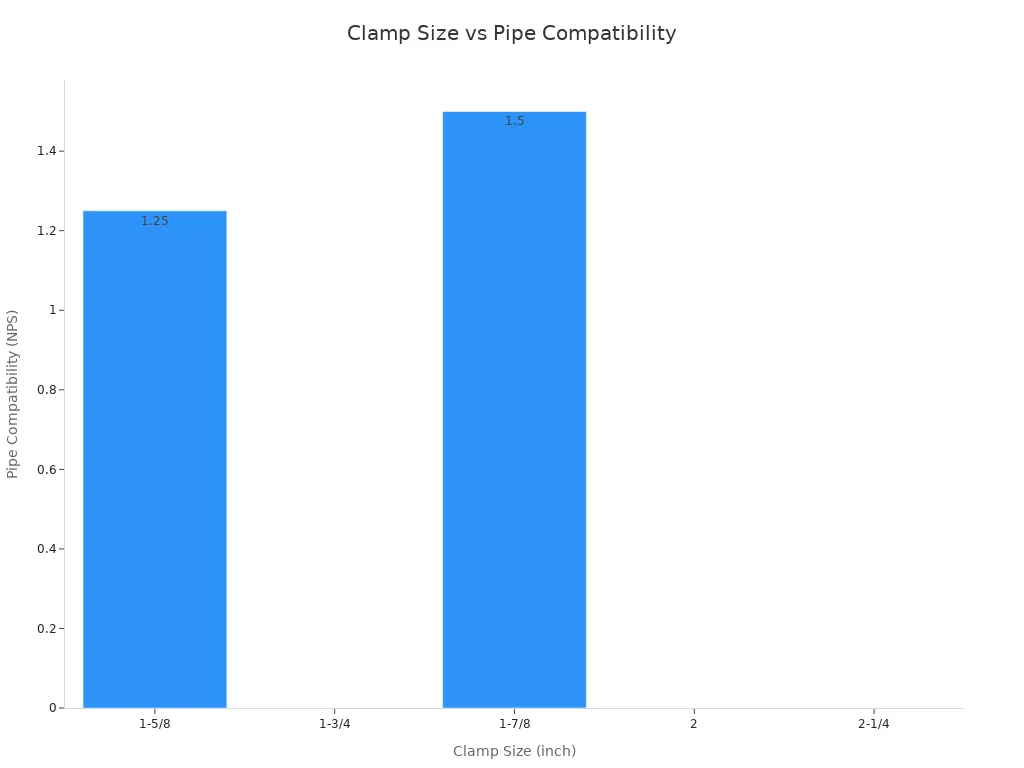
Aqui está uma rápida olhada em alguns tamanhos de braçadeiras e seus usos:
Tamanho da braçadeira (polegada) |
Compatibilidade de tubos (NPS) |
Material |
Características |
|---|---|---|---|
1-5/8 |
1-1/4 (1.660 polegadas de diâmetro externo) |
Aço inoxidável |
Ótimo para fabricação de cabeçalhos, misturar e combinar tamanhos |
1-3/4 |
N / D |
Aço inoxidável |
Adapta-se a muitas configurações de escapamento |
1-7/8 |
1-1/2 (1,90 polegadas de diâmetro externo) |
Aço inoxidável |
Funciona para montagem de cabeçalho de etapa |
2 |
N / D |
Aço inoxidável |
Versátil para diferentes tubos |
2-1/4 |
N / D |
Aço inoxidável |
Útil para seções de exaustão maiores |
Esses grampos mantêm seu ajuste estável e ajudam você a obter juntas sem folgas. Você pode misturar e combinar tamanhos para caber em diferentes seções do escapamento.
Nota: Sempre verifique seu alinhamento antes de iniciar a soldagem. Uma pequena mudança agora pode causar grandes problemas mais tarde.
Depois de definir o ajuste e a fixação, é hora de soldar. As soldas adesivas são soldas pequenas e rápidas que mantêm tudo unido antes de você executar o cordão final. Coloque uma tacha na parte superior, inferior e em ambos os lados de cada junta. Isso evita que o tubo se mova ou deforme ao terminar a solda. Mova o grampo à medida que avança, usando a ranhura para alcançar novos pontos. Depois de pregar toda a volta, remova a braçadeira e verifique o alinhamento mais uma vez.
Se você observar algum movimento ou lacuna, corrija-os agora. Boas soldas adesivas tornam a soldagem final muito mais suave e ajudam a evitar surpresas. Lembre-se de que um pouco mais de tempo gasto no ajuste e alinhamento adequados compensa com um escapamento mais forte e mais bonito.
Se você deseja que seu tubo de escape de aço inoxidável 3 dure, você precisa usar a técnica de soldagem correta. A soldagem TIG destaca-se como a melhor escolha para este trabalho. Proporciona soldas limpas e fortes e ajuda a evitar problemas comuns como empenamentos ou vazamentos. Aqui estão algumas dicas de soldagem que o ajudarão a obter resultados profissionais:
Sempre limpe o tubo de aço inoxidável antes de começar. Use uma roda de arame ou um removedor de ferrugem para se livrar de qualquer sujeira ou óleo.
Desconecte o terminal negativo da bateria do seu carro. Isso protege seus componentes eletrônicos da corrente de soldagem.
A soldagem TIG funciona melhor para tubos de escape de aço inoxidável. É mais indulgente do que a soldagem MIG e oferece melhor controle.
Experimente o sequenciamento de soldagem. Solde primeiro vários pontos ao redor da junta. Em seguida, conecte esses pontos com soldas curtas. Essa técnica ajuda a evitar empenamentos e mantém o sistema de escapamento reto.
Certifique-se de que seu espaço de trabalho tenha boa ventilação. Soldar aço inoxidável pode criar fumaça, portanto, mantenha o ar em movimento.
Dica: Não tenha pressa em cada solda. A pressa pode levar a pontos fracos e baixa resistência à corrosão.
Você pode estar se perguntando se deve usar soldagem TIG ou MIG em seu sistema de exaustão. Ambos os métodos têm seu lugar, mas a soldagem TIG é geralmente a melhor escolha para tubos de escape de aço inoxidável de 3 polegadas. Vamos analisar as diferenças:
Aspecto |
Soldagem TIG |
Soldagem MIG |
|---|---|---|
Qualidade de solda |
Soldas precisas e limpas, quase sem respingos. Ótimo para tubos finos de aço inoxidável. |
Soldas fortes e limpas com mínimo de respingos. Bom para tubos mais grossos, mas menos preciso. |
Excelente. O TIG mantém o calor baixo e protege o metal, para que suas soldas durem mais. |
Mais baixo. Mais calor pode danificar o tubo e enferrujar mais rapidamente. |
|
Facilidade de uso |
Mais difícil de aprender. Processo mais lento. Precisa de mais habilidade e melhores equipamentos. |
Mais fácil de aprender. Mais rápido. Bom para trabalhos grandes ou tubos grossos. |
A soldagem TIG oferece mais controle e melhor resistência à corrosão. Você obtém soldas suaves e com aparência profissional que resistem ao longo do tempo. A soldagem MIG é mais rápida e fácil, mas pode deixar o sistema de escapamento mais sujeito a ferrugem e vazamentos. Para a maioria dos trabalhos de exaustão personalizados ou de desempenho, o TIG é a escolha certa.
Observação: se você é novo na soldagem, comece com algumas peças práticas antes de trabalhar no escapamento real.
Escolher o metal de adição e o gás de proteção corretos é fundamental para soldas fortes e duradouras. Para um tubo de escape de aço inoxidável 3, você deseja combinar a haste de enchimento com o grau do tubo. As hastes ER308L ou ER308LSi funcionam bem para a maioria dos sistemas de exaustão de aço inoxidável 304. Se você estiver unindo metais diferentes, experimente a haste de enchimento ER309 para melhor compatibilidade.
O gás de proteção que você usa também é importante. O argônio puro é o padrão para soldagem TIG de aço inoxidável. Ele protege a poça de fusão do ar, o que mantém as soldas limpas e aumenta a resistência à corrosão. Para tubos mais grossos, você pode adicionar um pouco de hélio à mistura. Isso ajuda a solda a penetrar mais profundamente e torna o cordão de solda mais liso.
Aqui está uma rápida olhada nas melhores escolhas:
Processo de Soldagem |
Metais de adição recomendados |
Gases de Proteção |
Efeitos na integridade da solda |
|---|---|---|---|
TIG (GTAW) |
Combine a haste com o grau de aço inoxidável (ER308L, ER308LSi, ER309 para metais diferentes) |
Argônio (puro); Argônio + Hélio para tubos grossos |
O argônio interrompe a oxidação, mantém as soldas limpas e melhora a resistência à corrosão. O hélio ajuda com tubos mais grossos. |
MIG (GMAW) |
Tipo de tubo correspondente ao fio de aço inoxidável |
Argônio com um pouco de CO2 |
O argônio mantém as soldas limpas. O CO2 ajuda na estabilidade do arco, mas pode diminuir a resistência à corrosão. |
Legenda: Sempre guarde suas hastes de enchimento e arame em local seco. A umidade pode causar porosidade e enfraquecer as soldas.
Com o metal de adição e o gás de proteção corretos, você obterá soldas com ótima aparência e que durarão anos. Esta é uma das dicas mais importantes para soldar qualquer sistema de exaustão de aço inoxidável.
A purga traseira é uma virada de jogo quando você solda um tubo de escape de 3 aço inoxidável. Se quiser que suas soldas durem e tenham uma aparência profissional, você precisa proteger o interior do tubo do oxigênio. Quando você solda aço inoxidável, a parte externa pode parecer boa, mas a parte interna pode ficar áspera e com crostas se você pular a purga. Essa rugosidade é chamada de “açucar” e leva a pontos fracos e ferrugem.
Você pode evitar esses problemas enchendo o interior do sistema de exaustão com gás argônio antes de iniciar a soldagem. O argônio expulsa o oxigênio e o nitrogênio, criando uma zona segura para sua solda. Essa técnica mantém o interior das soldas plano, brilhante e livre de vales ou rachaduras. Você obtém uma solda tão forte e limpa por dentro quanto por fora.
Dica: Sempre use argônio para purga posterior. Ele mantém suas soldas livres de superfícies enegrecidas e oxidação feia. Seu escapamento permanecerá forte e você não terá que se preocupar com a infiltração de corrosão mais tarde.
Ao fazer a purga reversa, você também aumenta a resistência à corrosão do seu sistema de exaustão de aço inoxidável. As soldas permanecem lisas e você evita a formação de carbonetos de cromo que podem corroer seu tubo com o tempo. Se você deseja que seu escapamento resista à vibração, ao calor e ao sal da estrada, não pule esta etapa. A purga traseira é uma das dicas mais importantes para soldar tubos de aço inoxidável.
A soldagem TIG pulsada é uma técnica inteligente para trabalhar em tubos de escape de aço inoxidável. Você controla o calor alternando entre amperagem alta e baixa muito rapidamente. Isso ajuda a manter a poça de fusão estável e evita que o tubo fique muito quente.
Aqui está uma tabela rápida para ajudá-lo a configurar seu soldador para trabalhos de exaustão de 3 polegadas:
Parâmetro |
Configuração/intervalo recomendado |
O que isso faz pelas suas soldas |
|---|---|---|
Amperagem de pico |
Definido normalmente para soldagem TIG |
Dá-lhe o poder para uma penetração total |
Frequência de pulso |
100-250 pulsos por segundo (PPS) |
Estreita o cordão, aumenta a penetração e reduz a entrada de calor |
Horário de pico |
40-60% de cada ciclo de pulso |
Controla a largura e o calor do cordão |
Amperagem de fundo |
25-40% da amperagem de pico |
Reduz a entrada de calor, mantém a poça fluida |
Ao usar configurações de pulso, você pode diminuir a zona afetada pelo calor e reduzir o risco de deformar o sistema de escapamento. O cordão de solda permanece estreito e você consegue uma penetração mais profunda sem superaquecer o tubo. Isso é especialmente útil quando você deseja que suas soldas tenham uma aparência limpa e durem muito tempo.
Observação: comece com 100 PPS e ajuste conforme for confortável. Frequências mais altas ajudam a manter a solda firme e o tubo frio.
A soldagem por pulso é uma ótima maneira de controlar o calor e obter resultados consistentes. Se você deseja dominar a soldagem de aço inoxidável, aprender a usar as configurações de pulso tornará seus projetos de exaustão muito mais fáceis.
O controle de calor é tudo quando você solda tubos de escape de aço inoxidável. Muito calor pode deformar o tubo, arruinar a resistência à corrosão e tornar as soldas quebradiças. Você deseja manter a solda e a área ao seu redor fora da zona de perigo – entre 950 e 1.500 °F. Permanecer nesta faixa por muito tempo pode fazer com que o aço perca sua camada protetora e comece a enferrujar.
Aqui estão algumas maneiras simples de controlar a entrada de calor:
Certifique-se de que o encaixe do tubo esteja apertado. As lacunas forçam você a permanecer mais tempo com a tocha, o que adiciona calor.
Use soldas curtas e deixe o tubo esfriar entre as passagens.
Escolha metais de adição com baixo teor de carbono, quando possível. Eles ajudam a prevenir a formação de carbonetos de cromo, que prejudicam a resistência à corrosão.
Experimente a deposição regulada de metal (RMD) para o passe de raiz e a soldagem pulsada para os passes de preenchimento e cobertura. Esses processos permitem soldar mais rápido sem superaquecer o tubo.
Mantenha a velocidade de soldagem – mire de 15 a 30 centímetros por minuto, se puder.
Legenda: Se você não puder usar enchimento com baixo teor de carbono, preste atenção extra à sua entrada de calor. Isso mantém seu sistema de escapamento forte e livre de ferrugem.
Seguindo essas dicas para soldagem, você protege seu tubo de escape de aço inoxidável 3 contra empenamento e mantém alta a resistência à corrosão. Um bom controle de calor significa que seu sistema de escapamento durará mais e terá melhor aparência, mesmo após anos de uso.
Depois de terminar de soldar o escapamento, você precisa limpar as soldas para manter o sistema forte e livre de ferrugem. As soldas de aço inoxidável captam tinta térmica, óxidos e outras contaminações durante a soldagem. Se você deixá-los na superfície, o escapamento pode começar a corroer muito mais rápido do que o esperado.
Veja como você pode deixar suas soldas com ótima aparência e protegidas:
Use uma pasta de decapagem (à base de ácido) para remover a oxidação e a descoloração da área de solda. Esta etapa de limpeza química restaura a resistência à corrosão do escapamento de aço inoxidável.
Experimente o eletropolimento se quiser um acabamento super liso e uma proteção ainda melhor contra corrosão. Este método funciona bem para sistemas de exaustão de alta qualidade ou de exibição.
Sempre use uma escova de aço inoxidável ou esponja Scotch Brite para limpeza mecânica. Nunca use escovas que tenham tocado em aço carbono, ou você corre o risco de contaminar o escapamento.
Após a limpeza química, enxágue a área soldada com água limpa. Esta etapa remove qualquer resíduo de ácido e mantém o escapamento seguro.
Para obter os melhores resultados, combine a escovação com a decapagem. Este processo de duas etapas remove a sujeira superficial e as impurezas mais profundas.
Dica: A passivação após a limpeza pode aumentar a camada protetora do escapamento de aço inoxidável. Esta etapa extra ajuda seu sistema a combater a ferrugem por anos.
Depois que as soldas estiverem limpas, é hora de verificar se há algum problema. Você deseja que seu escapamento de aço inoxidável dure, então não pule esta etapa de inspeção. Comece com uma boa inspeção visual. Procure rachaduras, porosidade, cortes ou quaisquer sinais de escória. Uma lanterna ajuda a detectar pequenos defeitos na superfície.
Para uma análise mais aprofundada, você pode usar métodos de inspeção mais avançados:
A inspeção radiográfica (raio X) permite ver o interior da solda. Este método encontra defeitos ocultos que podem causar vazamentos ou pontos fracos no escapamento.
O teste de ultrassom Phased Array (PAUT) usa ondas sonoras para escanear a solda. Funciona bem para formas complexas e pode encontrar falhas perto da raiz ou dentro da solda.
Técnicas de ondas de superfície, como correntes parasitas ou ACFM, ajudam a verificar se há rachaduras ou outros problemas na coroa da solda.
Se você tiver acesso apenas a um lado da solda, as sondas do Transdutor Acústico Eletromagnético (EMAT) podem ajudá-lo a inspecionar a área da raiz.
Observação: Sempre calibre suas ferramentas de inspeção usando blocos de referência. Esta etapa garante que seus resultados sejam precisos e confiáveis.
Uma inspeção cuidadosa lhe dá tranquilidade. Você sabe que seu escapamento de aço inoxidável é sólido, sem vazamentos e pronto para a estrada.
Quando você instale um escapamento de aço inoxidável de 3 polegadas , você deseja que tudo fique firme e sem barulho. A maneira correta de usar grampos e suportes faz uma enorme diferença no desempenho e na durabilidade do seu sistema. Vamos detalhar as práticas recomendadas para que você obtenha sempre um ajuste seguro e sem vazamentos.
Primeiro, limpe sempre as superfícies dos tubos antes de começar. Sujeira ou ferrugem podem impedir a boa vedação dos grampos. Meça o diâmetro externo de seus tubos e escolha a braçadeira do tamanho certo. Se a braçadeira for muito grande ou muito pequena, poderá haver vazamentos ou até mesmo danificar o tubo.
Você tem algumas opções de braçadeiras para seu escapamento:
Os grampos de fita funcionam melhor para tubos de aço inoxidável. Eles têm uma superfície ampla e não esmagam o tubo. Coloque o grampo sobre a junta, alinhe-o e aperte ambos os lados uniformemente. Isso proporciona uma vedação hermética e mantém a junta com aparência limpa.
Grampos de parafuso em U são comuns, mas é preciso ter cuidado. Coloque o parafuso em U sobre a junta e aperte as porcas um pouco de cada vez. Se apertar demais, você pode deformar o tubo e causar vazamentos.
Os grampos de banda V são ótimos para configurações de alto desempenho ou turbo. Você precisa primeiro soldar os flanges nas extremidades do tubo. Em seguida, coloque o grampo de banda em V ao redor dos flanges e aperte-o. Verifique sempre o alinhamento para evitar vazamentos.
Dica: Use uma chave de torque para apertar as braçadeiras de acordo com as especificações do fabricante. Isso ajuda a evitar aperto excessivo e mantém os tubos de escape em bom estado.
Agora vamos falar sobre cabides. Eles suportam o peso do escapamento e evitam que ele ceda ou faça barulho. Coloque cabides em pontos-chave ao longo do sistema, especialmente perto de curvas ou seções pesadas. Os cabides de aço inoxidável duram mais e resistem à ferrugem, por isso são uma escolha inteligente para qualquer instalação.
Veja como você pode usar grampos e cabides para obter os melhores resultados:
Posicione braçadeiras de suporte de tubo para adicionar suporte extra e reduzir o estresse no escapamento.
Após a instalação, verifique se há vazamentos e certifique-se de que tudo esteja alinhado. Ligue o motor e ouça qualquer chocalho ou ruído estranho.
Verifique novamente o aperto da braçadeira após alguns ciclos de aquecimento. Os tubos se expandem e contraem, portanto, uma verificação rápida mantém o sistema vedado.
Se você quiser ir além, pode usar selante de exaustão de alta temperatura ou acoplamentos flexíveis. Isso ajuda seu sistema a lidar com vibração e expansão térmica.
Nota: Escolha sempre braçadeiras e ganchos de aço inoxidável para melhor resistência à corrosão. Isso mantém seu escapamento com ótima aparência e funcionando perfeitamente, mesmo em climas difíceis.
Quando você usa grampos e ganchos da maneira correta, sua instalação permanecerá sólida e sem problemas por anos.
Você terminou de instalar o tubo de escape de aço inoxidável de 3 polegadas. Agora, você quer ter certeza de que não há vazamentos antes de pegar a estrada. Mesmo um pequeno vazamento pode causar ruído, reduzir o desempenho ou permitir a entrada de fumaça no carro. Veja como você pode verificar seu trabalho e garantir que o sistema de escapamento esteja bem vedado.
Pressurize o sistema
de partida, certificando-se de que o escapamento esteja frio. Insira uma mangueira de vácuo no tubo de escape e sele-a com fita adesiva. Defina o vácuo para soprar ar na exaustão. Você só precisa de um pouco de pressão – cerca de 3 a 5 psi é suficiente. Não exagere, ou você pode danificar o sistema.
Pulverize água com sabão
Misture uma solução de sabão em pó e água em um borrifador. Pulverize esta água com sabão em cada junta, braçadeira e solda. Observe atentamente. Se você observar a formação de bolhas, você encontrou um vazamento. Bolhas significam que o ar está escapando por uma abertura.
Verifique todas as conexões
Preste atenção extra às juntas deslizantes, braçadeiras de fita e costuras soldadas. Esses pontos são os locais mais prováveis para o aparecimento de vazamentos. Mova-se lentamente e verifique cada área de diferentes ângulos.
Procure pistas visuais
Às vezes, os vazamentos deixam pistas. Procure marcas de fuligem cinza ou pretas ou manchas amarelas ao redor das juntas e braçadeiras. Essas manchas geralmente mostram por onde os gases de exaustão escaparam.
Inspecione quanto a danos
Use uma lanterna para verificar se há rachaduras, protuberâncias ou pontos finos no tubo. Se você vir algum metal que pareça fraco, cutuque-o suavemente com um furador. Áreas moles ou esburacadas podem se transformar em vazamentos com o tempo.
Submergir peças pequenas (opcional)
Se você tiver uma seção de tubo fora do carro, poderá mergulhá-la em água enquanto estiver pressurizada. Bolhas na água mostrarão exatamente onde está o vazamento.
Dica: Sempre verifique seus grampos e suportes após alguns ciclos de aquecimento. Os tubos se expandem e contraem, o que pode afrouxar as conexões e criar novos vazamentos.
Nem todos os grampos vedam da mesma maneira. Os grampos de fita geralmente oferecem a melhor vedação para tubos de aço inoxidável. Os grampos tipo parafuso em U e sela funcionam, mas você precisa instalá-los com cuidado. Certifique-se de ter sobreposição de tubo suficiente dentro da braçadeira. Aperte as braçadeiras uniformemente para evitar esmagar o tubo ou deixar lacunas.
Nota: Uma boa verificação de vazamentos agora evita dores de cabeça mais tarde. Não tenha pressa e verifique cada junta. Seu escapamento soará melhor, durará mais e manterá você seguro.
O superaquecimento é um dos maiores erros que você pode cometer quando soldar um tubo de escape de aço inoxidável de 3 polegadas . Se você deixar o tubo ficar muito quente, você corre o risco de deformar o metal e prejudicar a resistência à corrosão. Você pode notar que o tubo fica azul ou roxo perto da solda. Isso é um sinal claro de que você foi longe demais com o calor.
Quando você usa muito calor, a área de solda pode ficar quebradiça. Isso aumenta a probabilidade de seu escapamento rachar ou falhar no caminho. O calor elevado também destrói a camada protetora do aço inoxidável, o que significa que a ferrugem pode começar a se formar muito mais rapidamente. Se você usar a técnica de soldagem errada, como passar um cordão contínuo ao redor do tubo, aumentará o risco de superaquecimento e empenamento.
Dica: Use sequenciamento de soldagem. Solde pontos em vários pontos ao redor da junta e, em seguida, conecte esses pontos com soldas curtas. Isso ajuda a controlar o calor e mantém o tubo reto.
Aqui está uma rápida olhada no que pode dar errado se você não controlar o calor:
Erro comum |
Consequência/Risco |
Prática recomendada |
|---|---|---|
Técnica de soldagem inadequada (solda contínua) |
Empenamento, soldas fracas |
Use sequenciamento de solda e soldas curtas |
Soldagem TIG com velocidade lenta ou alta entrada de calor |
Risco de empenamento, solda inconsistente |
Mantenha um ritmo constante e observe sua amperagem |
Se você pular a limpeza antes da soldagem, você terá problemas. Sujeira, óleo ou ferrugem no tubo podem causar má conexão de solda e juntas fracas. Você pode ver porosidade, respingos ou até mesmo rachaduras nas soldas. Esses defeitos diminuem a resistência à corrosão e podem causar vazamentos.
Sempre limpe seus canos com uma escova de aço inoxidável ou um removedor de ferrugem. Limpe a área com acetona antes de começar a soldar. Esta etapa remove quaisquer vestígios de óleo ou resíduos. Se você soldar em superfícies sujas, corre o risco de ter que refazer o trabalho ou, pior, acabar com um escapamento que falha precocemente.
Observação: Nunca use uma escova que tenha tocado aço carbono. Mesmo uma pequena contaminação pode arruinar a resistência à corrosão da sua solda.
O mau ajuste é outro erro que pode causar grandes problemas. Se as seções do tubo não estiverem bem alinhadas, você terá lacunas difíceis de preencher. Isso obriga você a ficar mais tempo com a tocha, o que adiciona calor e aumenta o risco de empenamento. O mau ajuste também torna difícil obter uma solda forte e sem vazamentos.
Você precisa verificar todas as juntas antes de soldar. Certifique-se de que as pontas estejam redondas e lisas. Use grampos e cabides para manter tudo firme. Isso ajuda você a obter um ajuste firme e uniforme e mantém suas soldas com aparência profissional.
Aqui está uma tabela que mostra como esses erros podem afetar seu projeto:
Erro de soldagem |
Defeitos de solda resultantes |
Consequências/Impacto |
|---|---|---|
Soldagem em superfícies sujas |
Articulações fracas, porosidade |
Resistência reduzida, baixa resistência à corrosão |
Não usar grampos e cabides |
Desalinhamento, mau ajuste |
Vazamentos, cortes imprecisos, retrabalho extra |
Técnica de soldagem inadequada |
Empenamento, soldas fracas |
Menor vida útil do escapamento, mais reparos necessários |
Legenda: Sempre verifique seu ajuste antes de começar a soldar. Um pouco de tempo extra aqui evita dores de cabeça mais tarde.
Não se esqueça da ventilação. Soldar em um espaço fechado sem ventilação adequada pode expô-lo a vapores tóxicos. Sempre faça da ventilação da área uma prioridade para sua saúde e segurança.
Se você pular a purga ao soldar tubos de escape de aço inoxidável, você terá problemas. A purga traseira significa encher o interior do tubo com gás argônio enquanto você solda. Esta etapa protege o interior da solda do oxigênio. Muitas pessoas pensam que podem escapar sem ele, mas os resultados contam uma história diferente.
Quando você não faz a purga reversa, o interior da solda fica exposto ao ar. O oxigênio reage com o aço inoxidável quente e cria uma superfície áspera e crocante chamada 'açucar'. Você pode não ver de fora, mas dentro do tubo, a solda parece preta e arenosa. Isso enfraquece a junta e aumenta a probabilidade de enferrujar. Com o tempo, essa superfície áspera pode reter umidade e detritos. Seu sistema de escapamento começará a corroer de dentro para fora.
Aqui está o que pode dar errado se você pular a purga:
Açúcar: O interior da solda fica cinza ou preto e fica áspero. Este é um sinal de oxidação.
Soldas mais fracas: A solda perde resistência e pode rachar ou falhar sob tensão.
Corrosão: A superfície áspera retém água e sal, acelerando a ferrugem.
Vazamentos: A má qualidade da solda pode causar vazamentos de exaustão, prejudicando o desempenho e a segurança.
Dica: Sempre use argônio puro para purga posterior. Não tente economizar dinheiro usando CO₂ ou ar comprimido. Somente o argônio protegerá sua solda da oxidação.
Você não precisa de equipamentos sofisticados para fazer a purga traseira. Você pode usar uma configuração simples:
Tape ambas as extremidades do tubo, deixando um pequeno orifício para a mangueira de argônio.
Insira a mangueira e deixe o argônio fluir por um minuto para eliminar o ar.
Comece a soldar enquanto o argônio continua fluindo dentro do tubo.
Mantenha o fluxo até que a solda esfrie.
Um pouco mais de tempo gasto na purga posterior compensa. Suas soldas terão melhor aparência, durarão mais e resistirão à ferrugem. Se você deseja que seu escapamento de aço inoxidável de 3 polegadas permaneça forte e sem vazamentos, nunca pule esta etapa.
Texto explicativo: a purga traseira não é apenas para profissionais. Mesmo se você for novo em soldagem, poderá configurar um sistema de purga básico com fita adesiva, uma mangueira e uma garrafa de argônio. Seu eu futuro vai agradecer!
Antes de começar, certifique-se de ter tudo pronto. Esta etapa economiza seu tempo e ajuda a evitar erros posteriormente.
Verifique novamente as medidas do tubo. Disponha todas as peças e veja se elas se encaixam.
Limpe cada seção do tubo com acetona e uma escova de aço inoxidável. Remova qualquer óleo, sujeira ou ferrugem.
Inspecione cada tubo em busca de amassados, rachaduras ou arestas vivas. Suavize quaisquer pontos ásperos com uma lima.
Reúna todas as suas ferramentas – soldador TIG, pinças, hastes de enchimento e equipamentos de segurança. Coloque-os de fácil acesso.
Configure seu espaço de trabalho. Certifique-se de ter boa iluminação e ventilação.
Desconecte a bateria do seu carro se estiver trabalhando no veículo.
Teste o encaixe dos tubos e use braçadeiras para mantê-los no lugar. Ajuste até obter um ajuste justo.
Dica: Uma configuração limpa e organizada torna o processo de soldagem muito mais suave.
Agora você está pronto para soldar. Siga estas etapas para juntas fortes e limpas:
Verifique novamente seu ajuste. Os tubos devem se tocar em toda a volta, sem grandes lacunas.
Solde pontos em vários pontos ao redor de cada junta. Isso evita que tudo se mova.
Defina seu soldador TIG com as configurações corretas para aço inoxidável. Use o modo de pulso se sua máquina o tiver.
Comece a soldar em seções curtas. Deixe o tubo esfriar entre as passagens para evitar superaquecimento.
Use purga reversa com gás argônio. Isso protege o interior do tubo da oxidação.
Observe sua entrada de calor. Mova-se em um ritmo constante e evite permanecer no mesmo lugar.
Adicione a haste de enchimento conforme necessário, combinando o tipo com o seu tubo.
Inspecione cada solda conforme você avança. Procure contas lisas e uniformes, sem buracos ou rachaduras.
Texto explicativo: Não tenha pressa em cada solda. A pressa pode levar a pontos fracos e mais trabalho depois.
Você terminou de soldar e limpar o tubo de escape. Agora é hora da instalação. Esta etapa é onde todo o seu trabalho duro se junta. Se você deseja que seu escapamento dure e tenha um bom desempenho, siga estas etapas com atenção.
Reúna suas ferramentas
Disponha suas chaves, conjunto de soquetes, grampos e fita métrica. Mantenha tudo ao seu alcance. Verifique novamente se você possui todas as peças, incluindo novas juntas e ferragens.
Levante e apoie o veículo
Use um macaco hidráulico para levantar o carro. Coloque os macacos sob pontos sólidos da estrutura. Nunca rasteje para baixo de um carro apoiado apenas por um macaco. A segurança vem em primeiro lugar.
Teste o ajuste do tubo de escapamento
Deslize o tubo para a posição sob o carro. Verifique se cada seção está alinhada com os pontos de montagem. Procure pontos apertados ou locais onde o tubo possa roçar na estrutura ou na suspensão.
Instale suportes e braçadeiras
Fixe os suportes aos pontos de montagem de fábrica. Eles suportam o peso do escapamento e evitam que ele faça barulho. Use braçadeiras de aço inoxidável para conectar cada seção. Aperte-os uniformemente, mas não esmague o tubo. Se você usar braçadeiras de banda em V, certifique-se de que os flanges estejam alinhados antes de apertar.
Verifique o alinhamento e a folga
Certifique-se de que o escapamento esteja reto e não toque em nenhuma peça móvel. Você deseja pelo menos meia polegada de folga do quadro, das linhas de combustível e das mangueiras de freio. Ajuste a posição conforme necessário.
Aperte tudo
Comece pela frente e trabalhe para trás. Aperte cada braçadeira e parafuso de acordo com as especificações do fabricante. Use uma chave de torque, se tiver uma. Verifique novamente os cabides para ter certeza de que estão seguros.
Inspecione se há vazamentos e chocalhos
Abaixe o carro e ligue o motor. Ouça qualquer chocalho ou vazamento. Se você ouvir um chiado ou ver bolhas ao borrifar água com sabão nas juntas, aperte um pouco mais as braçadeiras.
Dica: Após a primeira unidade, verifique a instalação novamente. Os tubos podem mudar à medida que aquecem e esfriam. Reaperte as braçadeiras e inspecione os suportes quanto a qualquer movimento.
Uma instalação cuidadosa significa que seu escapamento permanecerá silencioso, sem vazamentos e forte por anos. Não tenha pressa e verifique cada etapa. Você vai se agradecer mais tarde!
Você pode obter os melhores resultados em seu tubo de escape de aço inoxidável 3 seguindo algumas etapas principais. A soldagem TIG proporciona soldas limpas e fortes em tubos de aço inoxidável. Sempre limpe todas as superfícies de aço inoxidável e use o gás de proteção correto. Certifique-se de que seu ajuste esteja apertado e purgue o tubo para evitar corrosão.
Use a lista de verificação para cada projeto.
Use equipamento de segurança adequado, como capacete e avental de couro.
Assista aos tutoriais de soldagem TIG se você for novo.
Prestar atenção a esses detalhes ajuda seu escapamento de aço inoxidável a durar mais e ter uma ótima aparência.
Você deve soldar em seções curtas e deixar o tubo esfriar entre as passagens. Use grampos para manter tudo firme. Mantenha sua entrada de calor baixa e mova-se rapidamente. Isso ajuda a manter o tubo reto e forte.
Sim, você pode usar um soldador MIG, mas a soldagem TIG proporciona soldas mais limpas e mais fortes. MIG funciona melhor para tubos mais grossos. Se você usar MIG, escolha o fio e o gás de proteção corretos para aço inoxidável.
Absolutamente! A purga traseira protege o interior da solda da oxidação. Se você pular, você corre o risco de soldas fracas e enferrujadas. Mesmo que você não consiga ver o interior, a purga traseira mantém o escapamento livre de vazamentos e duradouro.
Verifique se há contas lisas e uniformes, sem buracos ou rachaduras. Bata suavemente na solda com um martelo. Se parecer sólido e não quebrar, você fez um bom trabalho. Para maior tranquilidade, borrife água com sabão e procure por bolhas.
Use hastes de enchimento ER308L ou ER308LSi para tubos de aço inoxidável 304. Se você estiver unindo metais diferentes, experimente o ER309. Sempre combine a haste de enchimento com o tubo para obter os melhores resultados.
Use uma escova de aço inoxidável ou pasta de decapagem para remover a coloração térmica e a oxidação. Enxágue com água limpa após usar produtos químicos. Nunca use uma escova que toque em aço carbono, ou você pode causar ferrugem.
Você pode, mas é mais difícil. Certifique-se de desconectar a bateria e proteger as peças próximas contra faíscas. Uma boa ventilação é obrigatória. Se possível, remova o tubo para uma soldagem mais fácil e segura.






