
kapalı
Sitenizi Seçin
Küresel
Sosyal Medya

Yazar: Site Editörü Yayınlanma Tarihi: 2025-07-12 Menşei: Alan








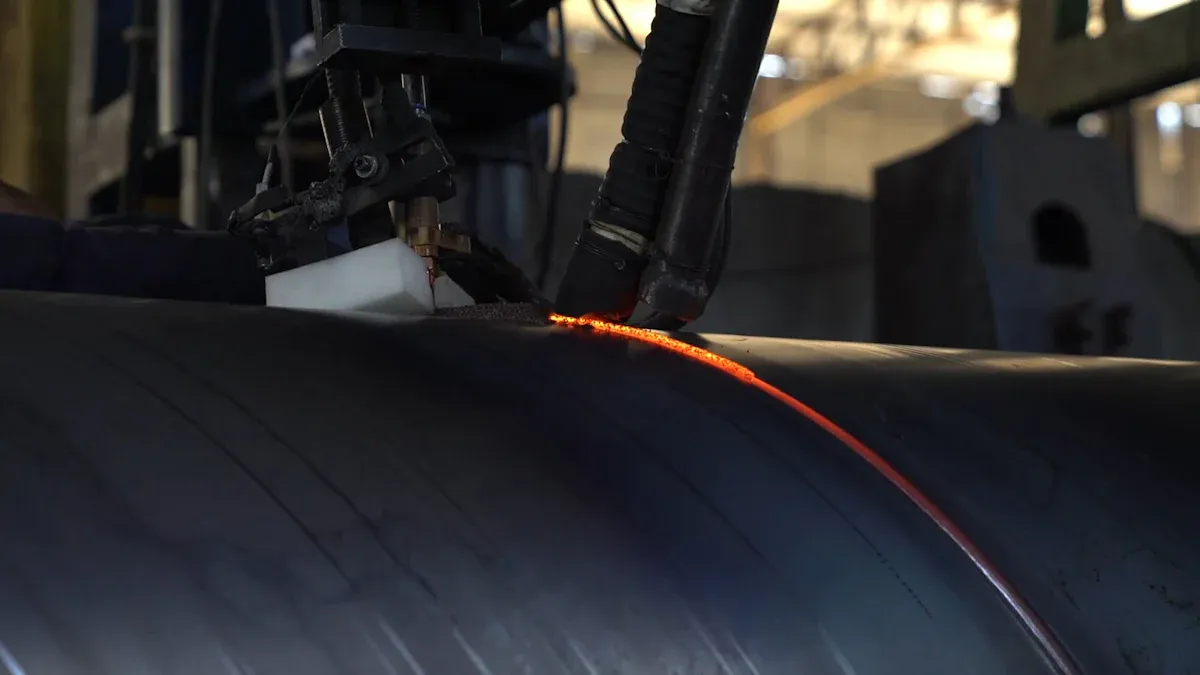
3 paslanmaz çelik egzoz borunuzun uzun süre dayanmasını ve harika görünmesini istiyorsanız birkaç önemli adıma odaklanmanız gerekir. TIG kaynağı size egzoz işlerinde en iyi sonuçları verir, ancak aynı zamanda her paslanmaz çelik yüzeyi iyice temizlemeniz gerekir. Az miktarda yağ veya pas bile kaynaklarınızda gözenekliliğe veya sıçramaya neden olarak korozyon direncini bozabilir. Bağlantınızın sıkı olduğundan emin olun ve borunun içini korumak için arkadan temizlemeyi kullanın. Bu, yanmayı önler ve egzozunuzu güçlü ve sızıntılardan uzak tutar.
Temiz, güçlü kaynaklar için TIG kaynağını kullanın. 3 inç paslanmaz çelik egzoz boruları.
Zayıf eklemleri ve paslanmayı önlemek için kaynak yapmadan önce daima borunun her yüzeyini iyice temizleyin.
Şunu seçin: doğru paslanmaz çelik kalitesi ve uygun dolgu çubukları. En iyi korozyon direnci için
Montajın sıkı olduğundan emin olun ve pürüzsüz, sızdırmaz kaynaklar için boruları sabit tutmak amacıyla kelepçeler kullanın.
Kaynakları oksidasyon ve korozyondan korumak için borunun içini argon gazıyla geri temizleyin.
Kısa bölümlerde kaynak yaparak ve bükülmeyi önlemek için borunun soğumasını sağlayarak ısı girişini kontrol edin.
Kaynak sırasında kendinizi korumak için kask, eldiven ve solunum cihazı gibi uygun güvenlik ekipmanı kullanın.
Renk bozulmasını gidermek ve kusur olup olmadığını kontrol etmek için bitirme işleminden sonra kaynakları inceleyin ve temizleyin.
3 inç paslanmaz çelik egzoz boruları üzerinde çalışmak için doğru kaynak ekipmanıyla başlamak istiyorsunuz. Bir TIG kaynakçısı bu iş için en iyi seçimdir. Birçok kaynakçı AHP'nin AlphaTIG200X ürününü tavsiye ediyor çünkü bütçenizi zorlamadan mükemmel kontrol ve performans sunuyor. Güvenilir makine ve aksesuarlar için HTP gibi markalara da bakabilirsiniz. Esnek kafa ve duyarlı ayak pedalı gibi rahat bir fenere sahip olduğunuzdan emin olun. Bu ayrıntılar kaynaklarınızı sabit ve pürüzsüz tutmanıza yardımcı olur.
Kurulumunuzu çalışma alanınızda taşımak için bir kaynak arabasına ihtiyacınız olacak. Kaynak yapmadan önce boruyu temizlemek için paslanmaz çelik tel fırçayı ve özel bir öğütücüyü el altında bulundurun. Boruları yerinde tutmak için kelepçeler veya güçlü mıknatıslar kullanın. Köşebent demir her şeyi düzenli tutmanıza yardımcı olabilir. Doldurma çubuklarınızı unutmayın.ER308LSi çoğu östenitik paslanmaz çelik boru için iyi çalışır ancak farklı metalleri birleştiriyorsanız farklı bir türe ihtiyacınız olabilir. Dolgu çubuğunuzu her zaman kaynak yaptığınız paslanmaz çelik kalitesine göre eşleştirin.
Uç: her birleşim yerini aseton ve paslanmaz çelik tel fırçayla temizleyin . Kaynağa başlamadan önce En ufak bir yağ veya pas bile kaynağınızı bozabilir.
Paslanmaz çeliğin kaynaklanması yoğun ısı ve tehlikeli dumanlar oluşturur, bu nedenle kendinizi korumanız gerekir. Daima ANSI ve AWS standartlarını karşılayan mercek gölgesine sahip, otomatik kararan bir kaynak kaskı takın. Kaskınızın altına, uçan kıvılcımlara ve döküntülere karşı korunmak için yan korumaları olan (Z87.1 onaylı) güvenlik gözlükleri takın.
Ağır, aleve dayanıklı eldivenler ve yün veya işlenmiş pamuktan yapılmış bir kaynak ceketi veya önlüğü seçin. Güvenli burunlu ve bilek bölgesini koruyan deri botlar ayaklarınızı güvende tutar. Havalandırması zayıf olan bir alanda çalışıyorsanız, iyi oturan ve kaynak dumanına dayanıklı bir solunum cihazı kullanın. İyi hijyen ve düzenli ekipman kontrolleri, uzun kaynak seansları sırasında güvenli ve rahat kalmanıza yardımcı olur.
Malzeme seçerken egzoz sisteminiz için doğru paslanmaz çelik kalitesine odaklanın. Çoğu otomotiv egzoz borusunda 304, 321 veya 409 gibi kaliteler kullanılır. Her kalitenin kendine has güçlü yönleri vardır:
Paslanmaz Çelik Sınıfı |
Egzoz Borularında Yaygın Kullanım |
Anahtar Özellikler |
|---|---|---|
304 |
Genel otomotiv egzozu |
İyi korozyon ve ısı direnci, kaynaklanması kolay |
321 |
Yüksek sıcaklık egzoz sistemleri |
Titanyum stabilize edilmiştir, kaynak sonrası çatlamaya karşı dayanıklıdır |
409 |
Uygun maliyetli egzozlar |
Ferritik, iyi kaynaklanabilirlik, orta derecede korozyon direnci |
Borunuzla eşleşen paslanmaz çelik dolgu çubuklarına da ihtiyacınız olacak. Borularınızın kusursuz olduğundan ve doğru kalınlığa sahip olduğundan emin olun (genellikle egzoz işi için 1 mm civarında). Hem güvenliği hem de kaynak kalitesini artırmak için çalışma alanınızı düzenli, iyi aydınlatılmış ve iyi havalandırılmış tutun. Kaynak ve kurulum sırasında her şeyi sabit tutmak için kelepçeler kullanın. Doğru alet ve malzemelerle uzun süre dayanan güçlü, temiz kaynaklara hazırlanacaksınız.
3 inçlik paslanmaz çelik egzoz borunuzun doğru şekilde takılması, iş için en iyi aletlerin kullanılması anlamına gelir. Sisteminizin sıkı oturmasını, güvende kalmasını ve uzun süre dayanmasını istiyorsunuz. Süreci sorunsuz ve stressiz hale getiren, olmazsa olmaz kurulum araçlarını inceleyelim.
Anahtarlar ve Lokma Setleri
Bu araçları neredeyse her adımda kullanacaksınız. Anahtarlar ve lokma setleri cıvataları, somunları ve kelepçeleri sıkmanıza yardımcı olur. Paslanmaz çelik borularınıza zarar verebilecek aşırı sıkmayı önlemek için ihtiyacınız olan kontrolü sağlarlar. Hem metrik hem de standart boyutları elinizde bulundurun. Arabanın altında neyle karşılaşacağınızı asla bilemezsiniz.
Egzoz Kelepçeleri
Bu kelepçeler egzoz borunuzun farklı bölümlerini birbirine bağlar. Her şeyi bir arada tutarlar ve sızıntıları durdururlar. En iyi uyum ve en uzun ömür için paslanmaz çelik kelepçeleri seçin. Bunları sıktığınızda, sıkı olduklarından ancak boruyu ezmediklerinden emin olun. İyi bir kelepçe, sisteminizin kapalı ve çıngıraksız kalmasını sağlar.
Egzoz Askıları
Askılar egzozunuzun ağırlığını destekler ve onu yerinde tutar. Ayrıca titreşimleri de emerler, böylece sürüşünüz sessiz kalır. Daha fazla stabilite istiyorsanız ekstra askılar kullanın. Her askıyı arabanızın şasisindeki montaj noktalarına sabitleyin. Bu adım, egzozunuzun zamanla sarkmasını veya kaymasını önler.
Mezura ve İşaretleyici
Doğru ölçümler büyük fark yaratır. Boru uzunluklarını ve açıklıklarını kontrol etmek için bir ölçüm bandı kullanın. Kesimlerinizi ve montaj noktalarınızı parlak bir kalemle işaretleyin. Bu, hatalardan kaçınmanıza yardımcı olur ve kurulum sırasında zaman tasarrufu sağlar.
Lastik Tokmak
Bazen boruların birbirine oturması için hafifçe vurulması gerekir. Lastik tokmak, paslanmaz çeliği çizmeden veya ezmeden parçaları yerine itmenizi sağlar. Bu basit bir araçtır, ancak büyük bir fark yaratır.
Kriko Standları ve Hidrolik Kriko
Güvenliği her şeyden önce gelir. Aracınızı daima hidrolik kriko ile kaldırın ve kriko sehpalarıyla destekleyin. Asla yalnızca krikoya güvenmeyin. Kriko sehpaları aracın altında çalışırken sizi güvende tutar.
Koruyucu Eldivenler
Paslanmaz çelik kenarlar keskin olabilir. Ellerinizi kesik ve sıyrıklardan korumak için eldiven giyin. Ayrıca aletleri ve parçaları daha iyi kavrayacaksınız.
İpucu: Başlamadan önce tüm araçlarınızı yerleştirin. Bu, zamandan tasarruf etmenizi sağlar ve işinize odaklanmanızı sağlar.
Bu aletlerle egzoz borularınızı mükemmel şekilde hizalayabilir ve uzun süre boyunca sabitleyebilirsiniz. Her adımda zaman ayırın. Her şeyi sıkmadan önce hizalamanızı bir kez daha kontrol edin. İyi monte edilmiş bir egzoz sadece harika görünmekle kalmaz, aynı zamanda daha iyi performans gösterir ve daha uzun süre dayanır.
Egzoz borularıyla çalıştığınızda göreceksiniz östenitik paslanmaz çelikler her yerde. Bu çelikler 304 ve 321 gibi 300 serisine aittir. Krom ve nikelin özel bir karışımına sahiptirler. Bu karışım onlara egzoz projeleriniz için onları mükemmel kılan bazı benzersiz nitelikler kazandırır.
Östenitik paslanmaz çelikleri diğerlerinden ayıran özellikler şunlardır:
Olağanüstü korozyon direnci, egzoz borunuzu pas ve asitten korur.
Manyetik olmayan doğa, arabanızdaki sensörlere veya elektronik cihazlara zarar vermeyecekleri anlamına gelir.
Yüksek süneklik ve dayanıklılık, boruyu çatlamadan bükmenize ve şekillendirmenize olanak tanır.
Üstün kaynaklanabilirlik, parçaları birleştirmenizi kolaylaştırır.
Yüksek sıcaklık dayanımı, egzoz sisteminizin ısıyı idare etmesine yardımcı olur.
İpucu: Egzozunuzun uzun süre dayanmasını istiyorsanız ana boru bölümleri için daima östenitik paslanmaz çelik seçin.
Neredeyse her egzoz sisteminin neden ostenitik paslanmaz çelik kullandığını merak edebilirsiniz. Cevap performans ve güvenilirliğe bağlıdır. Egzoz boruları için en popüler seçim 304 sınıfıdır. Zorlu yol koşullarına, neme ve ısıya dayanıklıdır. Paslanmaya karşı dayanıklı ve yıllarca güzel görünmeye devam eden bir boruya sahip olursunuz.
Östenitik paslanmaz çeliklerin egzoz sistemlerinde neden bu kadar yaygın olduğunu görmek için bu tabloya göz atın:
karakteristik |
Açıklama |
İlgili Notlar |
Egzoz Sistemlerinde Uygulama |
|---|---|---|---|
Korozyon Direnci |
Oksidasyona ve asit saldırılarına karşı koruma sağlar |
310, 321 |
Egzoz borularını zorlu ortamlarda güçlü tutar |
Yüksek Sıcaklık Dayanımı |
Egzoz ısısı altında şeklini ve gücünü korur |
310, 321 |
Sıcak bölümlerde sarkmayı veya arızayı önler |
Kaynaklanabilirlik |
Özel ısıl işlemler gerektirmeden kaynak yapılması kolaydır |
310, 321 |
Egzoz sistemlerini kolayca oluşturmanızı ve onarmanızı sağlar |
Manyetik Olmayan Doğa |
Elektroniğe müdahale etmeyecek |
300 serisi |
Çok sayıda sensöre sahip modern araçlar için güvenli |
Süneklik ve Şekillendirilebilirlik |
Özel egzoz borusu tasarımları için bükülmesi ve şekillendirilmesi kolaydır |
310, 321 |
Dar virajlar ve karmaşık egzoz düzenleri için mükemmel |
Hassaslaşmaya Karşı Direnç |
Yüksek sıcaklıklarda tanecik sınırı korozyonuna karşı dayanıklıdır |
321 |
Isıya maruz kalan egzoz parçalarının ömrünü uzatır |
ABD, Avrupa ve Japonya'daki çoğu otomobilin egzoz sistemleri için paslanmaz çelik kullanılıyor. Arabalardaki paslanmaz çeliğin yarısından fazlası egzoz gazına gidiyor. Bazı yeni sistemler maliyet nedeniyle ferritik kaliteler kullansa da östenitik paslanmaz çelik, yüksek performanslı ve uzun ömürlü egzoz boruları için en iyi seçim olmaya devam ediyor.
Egzoz sisteminize kaynak yapmayı planlıyorsanız, aşağıdakilerle çalışmayı seveceksiniz: östenitik paslanmaz çelik . Bu çelikler, pürüzsüz ve temiz kaynaklar sağlayan yüksek nikel içeriğine sahiptir. Özel ısıl işlemlere ihtiyacınız yoktur ve korozyona dayanıklı güçlü bağlantılara güvenebilirsiniz.
Östenitik paslanmaz çelik, ferritik ve martensitik türlerden öne çıkıyor. Ferritik paslanmaz çeliğin kaynaklanması zor olabilir çünkü iri taneler oluşturur ve tokluğunu kaybeder. Martensitik paslanmaz çelik kolayca çatlar ve kaynak ısısını iyi idare etmez. Östenitik paslanmazla şunları elde edersiniz:
Tüm egzoz borusu bağlantılarınız için üstün kaynaklanabilirlik
Her kaynakta güvenilir korozyon direnci
İmalat sırasında daha az bükülme veya çatlama riski
Not: Daima paslanmaz çelik kaliteniz için doğru dolgu çubuğunu kullanın. Bu, kaynaklarınızın güçlü olmasını ve egzoz sisteminizin sızdırmaz olmasını sağlar.
3 inçlik paslanmaz çelik egzoz borunuzun mükemmel şekilde oturması, doğru kesme ve boyutlandırma yöntemleriyle başlar. Kaynak yapmayı kolaylaştıran ve sisteminizin daha uzun süre dayanmasına yardımcı olan temiz, doğru kesimler istiyorsunuz. İşte izleyebileceğiniz basit bir süreç:
Paslanmaz çelikten yapılmış bıçağı olan şerit testere veya doğrama testeresi kullanın. Bu aletler düz ve pürüzsüz kesimler yapmanızı sağlar ve ısıdan etkilenen bölgeyi küçük tutar.
Kestikten sonra bir dosya veya çapak alma aleti alın. Borunun iç ve dış kenarlarını düzeltin. Bu adım keskin noktaları ortadan kaldırır ve kaynaklarınızın profesyonel görünmesine yardımcı olur.
Her bölümü test edin. Bazen boruya lastik bir çekiçle hafifçe vurmanız veya bir çekiç ve araba ile ayarlamanız gerekir. Kaynağa başlamadan önce sıkı bir uyum sağlamak istiyorsunuz.
Borunuz kalınsa, kenarları bir öğütücü ile eğmeniz gerekebilir. Bu, daha iyi kaynak nüfuziyeti ve daha güçlü bir bağlantı elde etmenize yardımcı olur.
İpucu: Kesmeden önce daima ölçümlerinizi iki kez kontrol edin. Buradaki küçük bir hata tüm projenizi mahvedebilir.
Uygun temizlik, kaynak hazırlığının büyük bir parçasıdır. Kaynak yapmadan önce paslanmaz çeliğin lekesiz olması gerekir, aksi takdirde zayıf bağlantı noktaları ve çirkin renk değişikliği riskiyle karşı karşıya kalırsınız. Piponuzu şu şekilde hazırlayabilirsiniz:
Boruyu ılık su ve biraz bulaşık deterjanı ile yıkayın. Kiri ve gresi silmek için yumuşak bir bez veya aşındırıcı olmayan bir sünger kullanın.
İnatçı lekeler için yüzeyi çizmeyecek veya zarar vermeyecek bir paslanmaz çelik temizleyici seçin.
Hem içini hem de dışını temizleyin. Sabunlu suya batırılmış esnek bir fırça, iç mekan için harika çalışır. Her şeyi ılık suyla durulayın.
Boruyu yumuşak bir havluyla tamamen kurulayın. Su lekeleri daha sonra sorunlara neden olabilir.
Kaynak yapmadan hemen önce kaynak alanını aseton ve temiz bir bezle silin. Bu, son yağ veya kalıntı izlerini ortadan kaldırır.
Not: Sert kimyasallardan veya aşındırıcı pedlerden kaçının. Boruyu çizebilirler ve paslanma olasılığını artırabilirler.
Kaynağa başlamadan önce boru bölümlerinizi incelemek için birkaç dakikanızı ayırın. Bu adım sizi ileride birçok sorundan kurtarabilir.
Çatlak, ezik veya derin çizik olup olmadığına bakın. Küçük kusurlar bile kaynaklarınızı zayıflatabilir.
Her borunun uçlarının yuvarlak olup olmadığını kontrol edin. Yuvarlak olmayan borular sıkı bir bağlantı sağlamayı zorlaştırır.
Kesme ve boyutlandırma nedeniyle çapak veya metal talaşı kalmadığından emin olun.
Herhangi bir sorun tespit ederseniz hemen düzeltin. Pürüzlü noktaları düzeltmek için bir eğe, öğütücü veya zımpara kağıdı kullanın.
Açıklama: Dikkatli hazırlık ve inceleme, sızıntıları önlemenize ve egzoz sisteminizin daha uzun ömürlü olmasına yardımcı olur.

Sıkı bir uyum sağlamak, 3 inçlik bir kaynak yaptığınızda en önemli adımlardan biridir. paslanmaz çelik egzoz . Her bölümün büyük boşluklar veya düzensiz kenarlar olmadan mükemmel şekilde hizalanmasını istiyorsunuz. Bu kısmı aceleye getirirseniz daha sonra sızıntılarla ve zayıf kaynaklarla mücadele etmek zorunda kalırsınız. Her parçayı kuru takarak başlayın. Uçları birlikte kaydırın ve yumuşak geçişler olup olmadığını kontrol edin. Birleşim yerleri arasında gün ışığı görürseniz, kenarları temiz bir şekilde buluşana kadar ayarlamak için bir eğe veya öğütücü kullanın. Uygun bir uyum kaynak yapmayı kolaylaştırır ve egzozunuzun daha uzun süre dayanmasına yardımcı olur.
İpucu: Boruları parlak bir ışığa tutun. Herhangi bir boşluk görürseniz, her yer iyice sıkılaşıncaya kadar çalışmaya devam edin.
Kaynak yaparken her şeyi yerinde tutmak için sağlam ellere ve sağlam desteğe ihtiyacınız var. Kelepçeler ve fikstürler bu işi çok daha kolaylaştırır. Paslanmaz çelik egzoz işleri için özel başlık kelepçeleri kullanabilir veya hatta normal bir hortum kelepçesini değiştirebilirsiniz. Kelepçede küçük bir yuva açmanız yeterlidir. Bu, kaynağı yarık boyunca tutturmanıza, ardından diğer noktalara tutturmak için kelepçeyi bağlantının etrafında hareket ettirmenize olanak tanır. Bu numara size sağlam bir tutuş sağlar ve borunun her yerinde çalışmanıza olanak tanır.
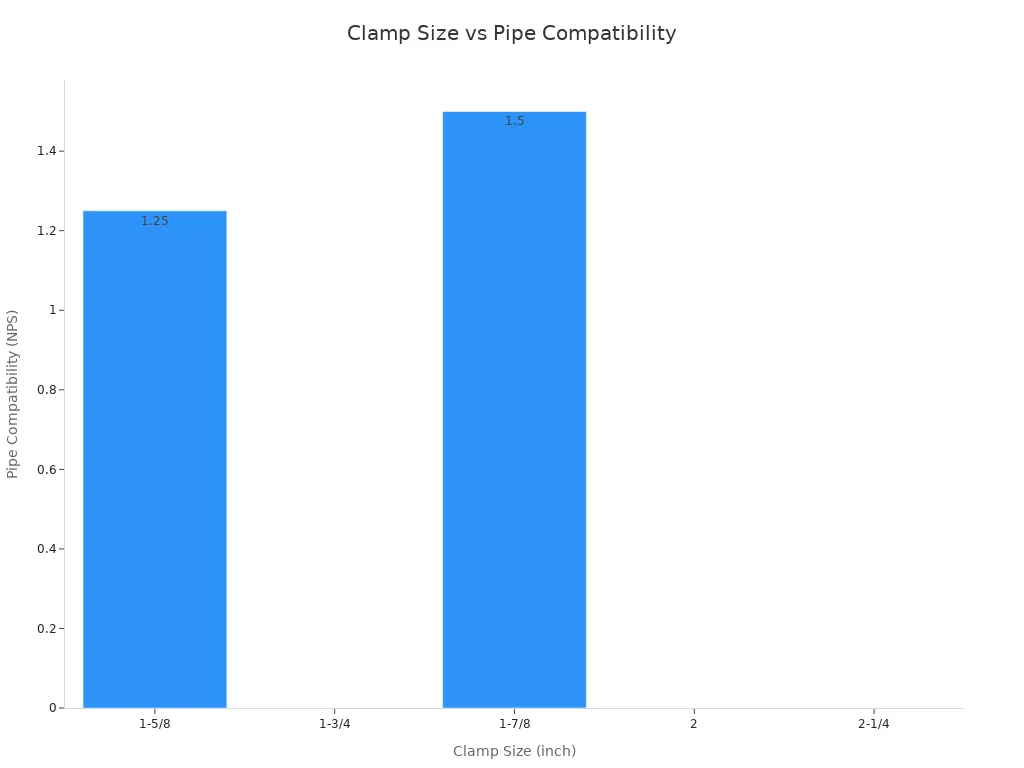
İşte bazı kelepçe boyutlarına ve kullanımlarına hızlı bir bakış:
Kelepçe Boyutu (inç) |
Boru Uyumluluğu (NPS) |
Malzeme |
Özellikler |
|---|---|---|---|
1-5/8 |
1-1/4 (1,660 inç dış çap) |
Paslanmaz çelik |
Başlık üretimi, boyutları karıştırma ve eşleştirme için idealdir |
1-3/4 |
Yok |
Paslanmaz çelik |
Birçok egzoz kurulumuna uyar |
1-7/8 |
1-1/2 (1,90 inç dış çap) |
Paslanmaz çelik |
Adım başlığı montajı için çalışır |
2 |
Yok |
Paslanmaz çelik |
Farklı borular için çok yönlü |
2-1/4 |
Yok |
Paslanmaz çelik |
Daha büyük egzoz bölümleri için kullanışlıdır |
Bu kelepçeler bağlantınızı sabit tutar ve boşluksuz bağlantılar elde etmenize yardımcı olur. Egzozunuzun farklı bölümlerine uyacak boyutları karıştırıp eşleştirebilirsiniz.
Not: Kaynağa başlamadan önce daima hizalamanızı iki kez kontrol edin. Şimdiki küçük bir değişim daha sonra büyük sorunlara neden olabilir.
Bağlantınızı ve kelepçelemenizi hallettikten sonra, kaynak yapma zamanı geldi. Punta kaynakları, son boncuğu çalıştırmadan önce her şeyi bir arada tutan küçük, hızlı kaynaklardır. Her bir bağlantının üstüne, altına ve her iki tarafına bir raptiye yerleştirin. Bu, kaynağı bitirirken borunun hareket etmesini veya bükülmesini önler. Yeni noktalara ulaşmak için yuvayı kullanarak kelepçeyi hareket ettirin. Tüm yolu tutturduktan sonra kelepçeyi çıkarın ve hizalamanızı bir kez daha kontrol edin.
Herhangi bir hareket veya boşluk görürseniz hemen düzeltin. İyi punto kaynakları, son kaynağın daha pürüzsüz olmasını sağlar ve sürprizlerden kaçınmanıza yardımcı olur. Unutmayın, uygun montaj ve hizalama için harcanan fazladan biraz zaman, daha güçlü, daha iyi görünümlü bir egzozla karşılığını verir.
3 paslanmaz çelik egzoz borunuzun uzun ömürlü olmasını istiyorsanız doğru kaynak tekniğini kullanmanız gerekmektedir. TIG kaynağı bu iş için en iyi seçim olarak öne çıkıyor. Size temiz, güçlü kaynaklar sağlar ve bükülme veya sızıntı gibi yaygın sorunlardan kaçınmanıza yardımcı olur. İşte profesyonel sonuçlar almanıza yardımcı olacak bazı kaynak ipuçları:
Başlamadan önce daima paslanmaz çelik boruyu temizleyin. Kir veya yağdan kurtulmak için tel çark veya pas sökücü kullanın.
Arabanızın negatif akü terminalinin bağlantısını kesin. Bu, elektronik cihazlarınızı kaynak akımından korur.
TIG kaynağı paslanmaz egzoz borularında en iyi sonucu verir. MIG kaynağından daha bağışlayıcıdır ve size daha iyi kontrol sağlar.
Kaynak sıralamasını deneyin. Önce bağlantının etrafında birkaç noktaya kaynak yapın. Daha sonra bu noktaları kısa kaynaklarla birleştirin. Bu teknik bükülmeyi önlemenize yardımcı olur ve egzoz sisteminizi düz tutar.
Çalışma alanınızın iyi bir havalandırmaya sahip olduğundan emin olun. Paslanmaz çeliğin kaynaklanması duman oluşturabilir, bu nedenle havanın hareket etmesini sağlayın.
İpucu: Her kaynak işlemine zaman ayırın. Acele etmek zayıf noktalara ve zayıf korozyon direncine yol açabilir.
Egzoz sisteminiz için TIG veya MIG kaynağı kullanmanız gerekip gerekmediğini merak edebilirsiniz. Her iki yöntemin de yeri vardır, ancak TIG kaynağı genellikle 3 inçlik paslanmaz çelik egzoz boruları için en iyi seçimdir. Farklılıkları inceleyelim:
Bakış açısı |
TIG Kaynağı |
MIG Kaynağı |
|---|---|---|
Kaynak Kalitesi |
Neredeyse hiç sıçrama olmadan hassas, temiz kaynaklar. İnce paslanmaz çelik borular için idealdir. |
Minimum sıçrama ile güçlü, temiz kaynaklar. Daha kalın borular için iyidir ancak daha az hassastır. |
Harika. TIG ısıyı düşük tutar ve metali korur, böylece kaynaklarınızın daha uzun süre dayanmasını sağlar. |
Daha düşük. Daha fazla ısı boruya zarar verebilir ve daha hızlı paslanmasına neden olabilir. |
|
Kullanım Kolaylığı |
Öğrenmesi daha zor. Daha yavaş süreç. Daha fazla beceri ve daha iyi ekipmana ihtiyaç var. |
Öğrenmesi daha kolay. Daha hızlı. Büyük işler veya kalın borular için iyi. |
TIG kaynağı size daha fazla kontrol ve daha iyi korozyon direnci sağlar. Zamanla dayanabilen pürüzsüz, profesyonel görünümlü kaynaklara sahip olursunuz. MIG kaynağı daha hızlı ve kolaydır ancak egzoz sisteminizi pas ve sızıntılara karşı daha açık bırakabilir. Çoğu özel veya performans egzoz işi için TIG gidilecek yoldur.
Not: Kaynak yapma konusunda yeniyseniz, gerçek egzozunuz üzerinde çalışmaya başlamadan önce bazı pratik parçalarla başlayın.
Doğru dolgu metalini ve koruyucu gazı seçmek güçlü, uzun ömürlü kaynakların anahtarıdır. 3 paslanmaz çelik egzoz borusu için doldurma çubuğunuzu borunuzun kalitesiyle eşleştirmek istiyorsunuz. ER308L veya ER308LSi çubukları çoğu 304 paslanmaz çelik egzoz sistemi için iyi çalışır. Farklı metalleri birleştiriyorsanız daha iyi uyumluluk için ER309 dolgu çubuğunu deneyin.
Kullandığınız koruyucu gaz da önemlidir. Saf argon, paslanmaz çeliklerin TIG kaynağında standarttır. Kaynak havuzunu havadan koruyarak kaynaklarınızı temiz tutar ve korozyon direncini artırır. Daha kalın borular için karışıma biraz helyum ekleyebilirsiniz. Bu, kaynağın daha derine nüfuz etmesine yardımcı olur ve kaynak boncuğunun daha pürüzsüz olmasını sağlar.
İşte en iyi seçimlere hızlı bir bakış:
Kaynak İşlemi |
Önerilen Dolgu Metalleri |
Koruyucu Gazlar |
Kaynak Bütünlüğü Üzerindeki Etkiler |
|---|---|---|---|
TIG (GTAW) |
Çubuğu paslanmaz çelik kalitesiyle eşleştirin (farklı metaller için ER308L, ER308LSi, ER309) |
Argon (saf); Kalın borular için Argon + Helyum |
Argon oksidasyonu durdurur, kaynakları temiz tutar ve korozyon direncini artırır. Helyum daha kalın borulara yardımcı olur. |
MIG (GMAW) |
Paslanmaz çelik tel eşleşen boru kalitesi |
Biraz CO2 ile argon |
Argon kaynakları temiz tutar. CO2 ark stabilitesine yardımcı olur ancak korozyon direncini azaltabilir. |
Açıklama: Doldurma çubuklarınızı ve telinizi daima kuru bir yerde saklayın. Nem gözenekliliğe neden olabilir ve kaynaklarınızı zayıflatabilir.
Doğru dolgu metali ve koruyucu gazla harika görünen ve yıllarca dayanan kaynaklar elde edeceksiniz. Bu, herhangi bir paslanmaz çelik egzoz sisteminin kaynaklanması için en önemli ipuçlarından biridir.
3 paslanmaz çelik egzoz borusunu kaynakladığınızda arkadan temizleme oyunun kurallarını değiştirir. Kaynaklarınızın uzun ömürlü olmasını ve profesyonel görünmesini istiyorsanız borunun içini oksijenden korumanız gerekir. Paslanmaz çeliği kaynakladığınızda dış kısım iyi görünebilir, ancak temizlemeyi geri bırakırsanız iç kısım kaba ve huysuz hale gelebilir. Bu pürüzlülüğe 'şekerlenme' denir ve zayıf noktalara ve paslanmaya yol açar.
Kaynağa başlamadan önce egzoz sisteminizin içini argon gazı ile doldurarak bu sorunların önüne geçebilirsiniz. Argon, oksijeni ve nitrojeni dışarı iterek kaynağınız için güvenli bir bölge oluşturur. Bu teknik, kaynaklarınızın içini düz, parlak ve vadi veya çatlaklardan uzak tutar. Dışarıda olduğu kadar içeride de güçlü ve temiz bir kaynak elde edersiniz.
İpucu: Geri temizleme için daima argon kullanın. Kaynaklarınızı kararmış yüzeylerden ve çirkin oksidasyondan uzak tutar. Egzozunuz güçlü kalacak ve daha sonra korozyonun içeri sızması konusunda endişelenmenize gerek kalmayacak.
Geri temizleme yaptığınızda paslanmaz çelik egzoz sisteminizin korozyon direncini de artırırsınız. Kaynaklar pürüzsüz kalır ve zamanla borunuzu aşındırabilecek krom karbür oluşumunu önlersiniz. Egzozunuzun titreşime, ısıya ve yoldaki tuza karşı dayanıklı olmasını istiyorsanız bu adımı atlamayın. Geri temizleme, paslanmaz çelik boruların kaynaklanması için en önemli ipuçlarından biridir.
Darbeli TIG kaynağı, paslanmaz çelik egzoz boruları üzerinde çalışmak için akıllı bir tekniktir. Yüksek ve düşük amper arasında çok hızlı geçiş yaparak ısıyı kontrol edersiniz. Bu, kaynak havuzunu sabit tutmanıza yardımcı olur ve borunun aşırı ısınmasını önler.
Kaynak makinenizi 3 inçlik egzoz işi için ayarlamanıza yardımcı olacak hızlı bir tablo:
Parametre |
Önerilen Ayar/Aralık |
Kaynaklarınız İçin Ne Yapar? |
|---|---|---|
Tepe Amperajı |
TIG kaynağı için her zamanki gibi ayarlayın |
Size tam nüfuz etme gücü verir |
Darbe Frekansı |
Saniyede 100-250 darbe (PPS) |
Boncuğu daraltır, nüfuzu artırır ve ısı girişini azaltır |
Yoğun Zaman |
Her darbe döngüsünün %40-60'ı |
Boncuk genişliğini ve ısıyı kontrol eder |
Arka Plan Amperajı |
Tepe amperajının %25-40'ı |
Isı girişini azaltır, su birikintisinin akışkan kalmasını sağlar |
Darbe ayarlarını kullandığınızda ısıdan etkilenen bölgeyi daraltabilir ve egzoz sisteminizin bükülme riskini azaltabilirsiniz. Kaynak dikişi dar kalır ve boruyu aşırı ısıtmadan daha derin nüfuz elde edersiniz. Bu, özellikle kaynaklarınızın düzgün görünmesini ve uzun süre dayanmasını istediğinizde faydalıdır.
Not: 100 PPS ile başlayın ve kendinizi rahat hissettikçe ayarlayın. Daha yüksek frekanslar kaynağı sıkı ve boruyu serin tutmanıza yardımcı olur.
Darbeli kaynak, ısıyı kontrol etmenin ve tutarlı sonuçlar almanın harika bir yoludur. Paslanmaz çeliğin kaynağında ustalaşmak istiyorsanız darbe ayarlarını kullanmayı öğrenmek egzoz projelerinizi çok daha kolay hale getirecektir.
Paslanmaz çelik egzoz borularını kaynakladığınızda ısı kontrolü her şeydir. Çok fazla ısı borunuzun eğrilmesine, korozyon direncinin bozulmasına ve kaynaklarınızın kırılgan olmasına neden olabilir. Kaynağı ve etrafındaki alanı 950 ila 1.500 °F arasındaki tehlike bölgesinin dışında tutmak istiyorsunuz. Bu aralıkta çok uzun süre kalmak çeliğin koruyucu tabakasını kaybetmesine ve paslanmaya başlamasına neden olabilir.
Isı girişini kontrol etmenin bazı basit yolları şunlardır:
Boru bağlantınızın sıkı olduğundan emin olun. Boşluklar sizi meşaleyle daha uzun süre kalmaya zorlar, bu da ısıyı artırır.
Kısa kaynaklar kullanın ve geçişler arasında borunun soğumasını bekleyin.
Mümkün olduğunda düşük karbonlu dolgu metallerini seçin. Korozyon direncine zarar veren krom karbür oluşumunun önlenmesine yardımcı olurlar.
Kök paso için düzenlenmiş metal biriktirmeyi (RMD) ve dolgu ve kapak pasoları için darbeli kaynağı deneyin. Bu işlemler boruyu aşırı ısıtmadan daha hızlı kaynak yapmanızı sağlar.
Kaynak hızınızı yüksek tutun; mümkünse dakikada 6 ila 12 inç hıza ulaşmayı hedefleyin.
Açıklama: Düşük karbonlu dolgu kullanamıyorsanız, ısı girişinize daha fazla dikkat edin. Bu, egzoz sisteminizi güçlü ve paslanmaya karşı korur.
Kaynak için bu ipuçlarını takip ederek 3 paslanmaz çelik egzoz borunuzu eğrilmekten korur ve korozyon direncini yüksek tutarsınız. İyi ısı kontrolü, egzoz sisteminizin yıllar süren kullanımdan sonra bile daha uzun süre dayanacağı ve daha iyi görüneceği anlamına gelir.
Egzozu kaynaklamayı bitirdikten sonra sisteminizi güçlü ve paslanmaya karşı korumak için kaynakları temizlemeniz gerekir. Paslanmaz çelik kaynaklar, kaynak sırasında ısıyla oluşan renk tonunu, oksitleri ve diğer kirlenmeleri alır. Bunları yüzeyde bırakırsanız egzozunuz beklediğinizden çok daha hızlı paslanmaya başlayabilir.
Kaynaklarınızın harika görünmesini ve korunmasını nasıl sağlayabileceğiniz aşağıda açıklanmıştır:
Kaynak alanındaki oksidasyonu ve renk bozulmasını gidermek için bir temizleme macunu (asit bazlı) kullanın. Bu kimyasal temizleme adımı, paslanmaz çelik egzozunuzun korozyon direncini geri kazandırır.
Süper pürüzsüz bir yüzey ve daha iyi korozyon koruması istiyorsanız elektro-parlatmayı deneyin. Bu yöntem, üst düzey veya gösteri kalitesinde egzoz sistemleri için iyi çalışır.
Mekanik temizlik için daima paslanmaz çelik tel fırça veya Scotch Brite ped kullanın. Asla karbon çeliğine temas eden fırçaları kullanmayın, aksi takdirde egzozunuzu kirletme riskiyle karşı karşıya kalırsınız.
Kimyasal temizliğin ardından kaynak yapılan bölgeyi temiz su ile durulayın. Bu adım, kalan asitleri giderir ve egzozunuzu güvende tutar.
En iyi sonuçları elde etmek için fırçalamayı dekapajla birleştirin. Bu iki aşamalı işlem hem yüzeydeki kirleri hem de daha derindeki yabancı maddeleri temizler.
İpucu: Temizleme sonrasında pasivasyon, paslanmaz çelik egzozunuzdaki koruyucu tabakayı güçlendirebilir. Bu ekstra adım, sisteminizin yıllarca pasla mücadele etmesine yardımcı olur.
Kaynaklarınız temizlendikten sonra herhangi bir sorun olup olmadığını kontrol etme zamanı gelmiştir. Paslanmaz çelik egzozunuzun uzun süre dayanmasını istiyorsanız bu inceleme adımını atlamayın. İyi bir görsel incelemeyle başlayın. Çatlak, gözeneklilik, alttan kesik veya herhangi bir cüruf belirtisi olup olmadığına bakın. Bir el feneri yüzeydeki küçük kusurları tespit etmenize yardımcı olur.
Daha derin bir bakış için daha gelişmiş inceleme yöntemlerini kullanabilirsiniz:
Radyografik muayene (X-ışını) kaynağın içini görmenizi sağlar. Bu yöntem, egzozunuzda sızıntılara veya zayıf noktalara neden olabilecek gizli kusurları bulur.
Aşamalı Dizi Ultrason Testi (PAUT), kaynağı taramak için ses dalgalarını kullanır. Karmaşık şekiller için iyi çalışır ve kökün yakınındaki veya kaynağın içindeki kusurları bulabilir.
Eddy Currents veya ACFM gibi yüzey dalgası teknikleri, kaynağın tepesini çatlaklar veya diğer sorunlar açısından kontrol etmenize yardımcı olur.
Kaynağın yalnızca bir tarafına erişiminiz varsa Elektromanyetik Akustik Dönüştürücü (EMAT) probları kök alanını incelemenize yardımcı olabilir.
Not: Denetim araçlarınızı her zaman referans bloklarını kullanarak kalibre edin. Bu adım, sonuçlarınızın doğru ve güvenilir olmasını sağlar.
Dikkatli bir inceleme size huzur verir. Paslanmaz çelik egzozunuzun sağlam, sızdırmaz ve yola hazır olduğunu biliyorsunuz.
ne zaman sen 3 inçlik paslanmaz çelik bir egzoz takın , her şeyin sıkı ve tıkırtısız kalmasını istiyorsunuz. Kelepçeleri ve askıları kullanmanın doğru yolu, sisteminizin performansı ve ömrü açısından büyük bir fark yaratır. Her seferinde güvenli, sızıntısız bir uyum elde edebilmeniz için en iyi uygulamaları inceleyelim.
İlk olarak, başlamadan önce daima boru yüzeylerini temizleyin. Kir veya pas, kelepçelerin iyi kapanmasını engelleyebilir. Borularınızın dış çapını ölçün ve doğru boyuttaki kelepçeyi seçin. Kelepçe çok büyük veya çok küçükse sızıntılara neden olabilir ve hatta boruya zarar verebilirsiniz.
Egzozunuz için birkaç kelepçe seçeneğiniz vardır:
Bant kelepçeleri paslanmaz çelik borular için en iyi sonucu verir. Geniş yüzeye sahiptirler ve boruyu ezmezler. Kelepçeyi bağlantının üzerine yerleştirin, hizalayın ve her iki tarafı da eşit şekilde sıkın. Bu size sıkı bir sızdırmazlık sağlar ve bağlantı yerinin temiz görünmesini sağlar.
U-cıvata kelepçeleri yaygındır, ancak dikkatli olmanız gerekir. U-cıvatayı bağlantının üzerine yerleştirin ve somunları birer birer sıkın. Çok sıkarsanız boruyu deforme edebilir ve sızıntılara neden olabilirsiniz.
V-bant kelepçeler, yüksek performanslı veya turbo kurulumlar için mükemmeldir. Önce flanşları boru uçlarına kaynaklamanız gerekir. Daha sonra v-bant kelepçesini flanşların etrafına yerleştirin ve sıkın. Sızıntıları önlemek için daima hizalamayı kontrol edin.
İpucu: Kelepçeleri üreticinin spesifikasyonlarına göre sıkmak için bir tork anahtarı kullanın. Bu aşırı sıkmayı önlemenize yardımcı olur ve egzoz borularınızı iyi durumda tutar.
Şimdi askılardan bahsedelim. Bunlar egzozunuzun ağırlığını destekler ve sarkmasını veya takırdamasını önler. Askıları sistem boyunca önemli noktalara, özellikle de virajların veya ağır bölümlerin yakınına yerleştirin. Paslanmaz çelik askılar daha uzun süre dayanır ve paslanmaya karşı dayanıklıdır, dolayısıyla her türlü kurulum için akıllı bir seçimdir.
En iyi sonuçları elde etmek için kelepçeleri ve askıları şu şekilde kullanabilirsiniz:
Ekstra destek eklemek ve egzoz üzerindeki baskıyı azaltmak için boru askısı kelepçelerini konumlandırın.
Kurulumdan sonra sızıntı olup olmadığını kontrol edin ve her şeyin yolunda olduğundan emin olun. Motorunuzu çalıştırın ve çıngırak veya tuhaf sesler olup olmadığını dinleyin.
Birkaç ısıtma döngüsünden sonra kelepçenin sıkılığını yeniden kontrol edin. Borular genişler ve daralır, böylece hızlı bir kontrol sisteminizin sızdırmazlığını sağlar.
Daha da ileri gitmek istiyorsanız, yüksek sıcaklıkta egzoz sızdırmazlık malzemesi veya esnek kaplinler kullanabilirsiniz. Bunlar sisteminizin titreşim ve termal genleşmeyle başa çıkmasına yardımcı olur.
Not: Her zaman seç paslanmaz çelik kelepçeler ve askılar . En iyi korozyon direnci için Bu, zorlu havalarda bile egzozunuzun harika görünmesini ve çalışmasını sağlar.
Kelepçe ve askıları doğru kullandığınızda tesisatınız yıllar boyu sağlam ve sorunsuz kalacaktır.
3 inçlik paslanmaz çelik egzoz borunuzun montajını tamamladınız. Artık yola çıkmadan önce herhangi bir sızıntı olmadığından emin olmak istiyorsunuz. Küçük bir sızıntı bile gürültüye neden olabilir, performansı düşürebilir veya arabanıza duman girmesine neden olabilir. Çalışmanızı nasıl kontrol edebileceğiniz ve egzoz sisteminizin sıkı bir şekilde kapatıldığından nasıl emin olabileceğiniz aşağıda açıklanmıştır.
Sistemi Çalıştırın .
Egzozun soğuk olduğundan emin olarak Egzoz borusuna bir atölye vakum hortumu yerleştirin ve bantla kapatın. Vakumu egzozun içine hava üfleyecek şekilde ayarlayın. Sadece biraz baskıya ihtiyacınız var; yaklaşık 3 ila 5 psi yeterlidir. Aşırıya kaçmayın, aksi halde sisteme zarar verebilirsiniz.
Sprey Sabunlu Su
Bir sprey şişesinde bulaşık sabunu ve sudan oluşan bir solüsyonu karıştırın. Bu sabunlu suyu her bağlantıya, kelepçeye ve kaynağa püskürtün. Yakından izleyin. Baloncukların oluştuğunu görürseniz bir sızıntı bulmuşsunuz demektir. Kabarcıklar, havanın bir boşluktan kaçtığı anlamına gelir.
Tüm Bağlantıları Kontrol Edin
Kayma bağlantılarına, bant kelepçelerine ve kaynaklı dikişlere ekstra dikkat edin. Bu noktalar sızıntıların ortaya çıkması en muhtemel yerlerdir. Yavaş hareket edin ve her alanı farklı açılardan kontrol edin.
Görsel İpuçları Arayın
Bazen sızıntılar arkasında ipuçları bırakır. Bağlantı noktaları ve kelepçelerin çevresinde gri veya siyah kurum izleri veya sarı lekeler olup olmadığına bakın. Bu lekeler genellikle egzoz gazlarının nereden kaçtığını gösterir.
Hasar Kontrolü
Boruda çatlak, çıkıntı veya ince noktalar olup olmadığını kontrol etmek için bir el feneri kullanın. Zayıf görünen herhangi bir metal görürseniz, onu bir baykuşla yavaşça dürtün. Yumuşak veya çukurlu alanlar zamanla sızıntıya dönüşebilir.
Küçük Parçaları Daldırın (İsteğe Bağlı)
Araçta borunun bir kısmı varsa, onu basınçlı halde suya batırabilirsiniz. Sudaki kabarcıklar size sızıntının tam olarak nerede olduğunu gösterecektir.
İpucu: Birkaç ısıtma döngüsünden sonra daima kelepçelerinizi ve askılarınızı kontrol edin. Borular genişleyip daralır, bu da bağlantıları gevşetebilir ve yeni sızıntılar yaratabilir.
Tüm kelepçeler aynı şekilde sızdırmazlık sağlamaz. Bant kelepçeleri genellikle paslanmaz çelik borular için en iyi yalıtımı sağlar. U-cıvata ve eyer tarzı kelepçeler çalışır, ancak bunları dikkatli bir şekilde takmanız gerekir. Kelepçenin içinde borunun yeterli miktarda örtüştüğünden emin olun. Borunun ezilmesini veya boşluk kalmasını önlemek için kelepçeleri eşit şekilde sıkın.
Not: İyi bir sızıntı kontrolü artık sizi daha sonra baş ağrısından kurtarır. Acele etmeyin ve her eklemi iki kez kontrol edin. Egzozunuz daha iyi ses çıkaracak, daha uzun süre dayanacak ve sizi güvende tutacaktır.
Aşırı ısınma, yapabileceğiniz en büyük hatalardan biridir. 3 inçlik paslanmaz çelik egzoz borusunun kaynaklanması . Borunun çok ısınmasına izin verirseniz metalin bükülmesi ve korozyon direncinin bozulması riskiyle karşı karşıya kalırsınız. Kaynağın yakınında borunun maviye veya mora döndüğünü fark edebilirsiniz. Bu sıcakta çok ileri gittiğinizin açık bir işareti.
Çok fazla ısı kullandığınızda kaynak alanı kırılgan hale gelebilir. Bu, egzozunuzun yolda çatlama veya arızalanma olasılığını artırır. Yüksek ısı aynı zamanda paslanmaz çelik üzerindeki koruyucu tabakayı da yok eder, bu da pasın çok daha hızlı oluşmaya başlayabileceği anlamına gelir. Borunun etrafında sürekli bir boncuk kullanmak gibi yanlış kaynak tekniğini kullanırsanız aşırı ısınma ve eğrilme riskini artırırsınız.
İpucu: Kaynak sıralamasını kullanın. Bağlantının etrafındaki birkaç noktada kaynak yapın, ardından bu puntaları kısa kaynaklarla birleştirin. Bu, ısıyı kontrol etmenize ve borunuzu düz tutmanıza yardımcı olur.
Isıyı kontrol etmezseniz neyin yanlış gidebileceğine dair kısa bir bakış:
Yaygın Hata |
Sonuç / Risk |
Önerilen Uygulama |
|---|---|---|
Yanlış kaynak tekniği (sürekli kaynak) |
Çarpılma, zayıf kaynaklar |
Kaynak sıralamasını ve kısa kaynakları kullanın |
Yavaş hızlı veya yüksek ısı girdili TIG kaynağı |
Çarpılma riski, tutarsız kaynak |
Sabit bir tempo tutun ve amperajınıza dikkat edin |
Kaynak yapmadan önce temizliği atlarsanız, kendinizi belaya hazırlamış olursunuz. Borudaki kir, yağ veya pas, zayıf kaynak bağlantısına ve zayıf bağlantılara neden olabilir. Kaynaklarınızda gözeneklilik, sıçrama ve hatta çatlaklar görebilirsiniz. Bu kusurlar korozyon direncini azaltır ve sızıntılara yol açabilir.
Borularınızı daima paslanmaz çelik tel fırça veya pas sökücü ile temizleyin. Kaynağa başlamadan hemen önce alanı asetonla silin. Bu adım, son yağ veya kalıntı izlerini ortadan kaldırır. Temiz olmayan yüzeylere kaynak yaparsanız, işinizi yeniden yapmak zorunda kalma veya daha da kötüsü egzozun erken arızalanması riskiyle karşı karşıya kalırsınız.
Not: Asla karbon çeliğine temas eden bir fırça kullanmayın. Küçük bir kirlenme bile kaynağınızın korozyon direncini bozabilir.
Kötü uyum, büyük sorunlara neden olabilecek başka bir hatadır. Boru bölümleriniz iyi hizalanmazsa doldurulması zor boşluklar oluşur. Bu sizi meşaleyle daha uzun süre kalmaya zorlar, bu da ısıyı artırır ve bükülme riskini artırır. Kötü uyum aynı zamanda güçlü, sızıntısız bir kaynak elde etmeyi de zorlaştırır.
Kaynak yapmadan önce her bağlantıyı kontrol etmeniz gerekir. Uçların yuvarlak ve pürüzsüz olduğundan emin olun. Her şeyi sabit tutmak için kelepçeleri ve askıları kullanın. Bu, sıkı ve eşit bir uyum elde etmenize yardımcı olur ve kaynaklarınızın profesyonel görünmesini sağlar.
Bu hataların projenizi nasıl etkileyebileceğini gösteren bir tablo:
Kaynak Hatası |
Ortaya Çıkan Kaynak Kusurları |
Sonuçlar / Etki |
|---|---|---|
Temiz olmayan yüzeylerde kaynak yapılması |
Zayıf eklemler, gözeneklilik |
Azaltılmış mukavemet, zayıf korozyon direnci |
Kelepçe ve askı kullanmamak |
Yanlış hizalama, kötü uyum |
Sızıntılar, hatalı kesimler, fazladan yeniden işleme |
Yanlış kaynak tekniği |
Çarpılma, zayıf kaynaklar |
Daha kısa egzoz ömrü, daha fazla onarım gerekli |
Açıklama: Kaynağa başlamadan önce daima donanımınızı iki kez kontrol edin. Burada biraz daha vakit geçirmek sizi daha sonra baş ağrısından kurtarır.
Havalandırmayı unutmayın. Uygun havalandırmanın olmadığı kapalı bir alanda kaynak yapmak sizi zehirli dumanlara maruz bırakabilir. Sağlığınız ve güvenliğiniz için ortamın havalandırılmasını daima bir öncelik haline getirin.
Paslanmaz çelik egzoz borularını kaynak yaparken temizlemeyi atlarsanız başınız belaya girer. Geri temizleme, kaynak yaparken borunun içini argon gazıyla doldurmak anlamına gelir. Bu adım kaynağınızın içini oksijenden korur. Birçok kişi onsuz da kurtulabileceklerini düşünüyor ancak sonuçlar farklı bir hikaye anlatıyor.
Arka temizleme yapmadığınızda kaynağınızın içi havaya maruz kalır. Oksijen, sıcak paslanmaz çelikle reaksiyona girer ve 'şekerleme' adı verilen pürüzlü, kabuklu bir yüzey oluşturur. Bunu dışarıdan göremeyebilirsiniz, ancak borunun içinde kaynak siyah ve kumlu görünür. Bu, eklemi zayıflatır ve paslanma olasılığını artırır. Zamanla bu pürüzlü yüzey nemi ve döküntüleri hapsedebilir. Egzoz sisteminiz içten dışa doğru paslanmaya başlayacaktır.
Temizleme işlemini tekrar atlarsanız neler ters gidebilir:
Şekerlenme: Kaynağın içi gri veya siyaha döner ve pürüzlü hale gelir. Bu oksidasyonun bir işaretidir.
Daha Zayıf Kaynaklar: Kaynak gücü kaybeder ve stres altında çatlayabilir veya arızalanabilir.
Korozyon: Pürüzlü yüzey suyu ve tuzu hapsederek paslanmayı hızlandırır.
Sızıntılar: Düşük kaynak kalitesi, performansı ve güvenliği olumsuz etkileyen egzoz sızıntılarına yol açabilir.
İpucu: Geri temizleme için daima saf argon kullanın. CO₂ veya basınçlı hava kullanarak paradan tasarruf etmeye çalışmayın. Yalnızca argon kaynağınızı oksidasyondan koruyacaktır.
Geri temizleme için süslü ekipmanlara ihtiyacınız yok. Basit bir kurulum kullanabilirsiniz:
Argon hortumu için küçük bir delik bırakarak borunun her iki ucunu bantlayın.
Hortumu takın ve havayı temizlemek için argonun bir dakika boyunca akmasına izin verin.
Argon borunun içinde akmaya devam ederken kaynak yapmaya başlayın.
Kaynak soğuyana kadar akışı devam ettirin.
Geri temizlemeye harcanan biraz fazladan zaman karşılığını verir. Kaynaklarınız daha iyi görünecek, daha uzun süre dayanacak ve paslanmaya karşı direnç gösterecektir. 3 inçlik paslanmaz çelik egzozunuzun güçlü ve sızdırmaz kalmasını istiyorsanız bu adımı asla atlamayın.
Açıklama: Geri temizleme sadece profesyoneller için değildir. Kaynak yapmada yeni olsanız bile bir miktar bant, bir hortum ve bir şişe argonla basit bir temizleme sistemi kurabilirsiniz. Gelecekteki benliğiniz size teşekkür edecek!
Başlamadan önce her şeyin hazır olduğundan emin olun. Bu adım size zaman kazandırır ve daha sonra hatalardan kaçınmanıza yardımcı olur.
Boru ölçümlerinizi bir kez daha kontrol edin. Tüm parçaları yerleştirin ve birbirine uyup uymadıklarını görün.
Borunun her bölümünü aseton ve paslanmaz çelik tel fırçayla temizleyin. Yağ, kir veya pası temizleyin.
Her boruyu ezik, çatlak veya keskin kenar açısından inceleyin. Pürüzlü noktaları bir törpüyle düzeltin.
TIG kaynak makinesi, kelepçeler, dolgu çubukları ve güvenlik tertibatı gibi tüm aletlerinizi toplayın. Bunları kolayca erişebileceğiniz bir yere yerleştirin.
Çalışma alanınızı ayarlayın. İyi bir aydınlatma ve havalandırmaya sahip olduğunuzdan emin olun.
Araç üzerinde çalışıyorsanız arabanızın aküsünü çıkarın.
Boruları test edin ve yerinde tutmak için kelepçeler kullanın. Sıkı bir uyum elde edene kadar ayarlayın.
İpucu: Temiz ve düzenli bir kurulum, kaynak işlemini çok daha sorunsuz hale getirir.
Artık kaynak yapmaya hazırsınız. Güçlü, temiz bağlantılar için şu adımları izleyin:
Donanımınızı bir kez daha kontrol edin. Borular büyük boşluklar olmadan her yere temas etmelidir.
Her bir bağlantının etrafında birkaç noktada kaynak yapın. Bu her şeyin hareket etmesini engeller.
TIG kaynak makinenizi paslanmaz çelik için doğru ayarlara ayarlayın. Makinenizde varsa darbe modunu kullanın.
Kısa bölümlerde kaynak yapmaya başlayın. Aşırı ısınmayı önlemek için borunun geçişler arasında soğumasını bekleyin.
Argon gazıyla geri temizlemeyi kullanın. Bu, borunun içini oksidasyondan korur.
Isı girişinize dikkat edin. Sabit bir hızda ilerleyin ve bir noktada takılıp kalmayın.
Türü borunuzla eşleştirerek gerektiği gibi dolgu çubuğu ekleyin.
İlerledikçe her kaynağı inceleyin. Delik veya çatlak olmayan pürüzsüz, düzgün boncuklar arayın.
Açıklama: Her kaynak işlemine zaman ayırın. Acele etmek zayıf noktalara ve daha sonra daha fazla çalışmaya yol açabilir.
Egzoz borunuzu kaynaklamayı ve temizlemeyi bitirdiniz. Şimdi kurulum zamanı. Bu adım, tüm sıkı çalışmanızın bir araya geldiği yerdir. Egzozunuzun uzun süre dayanmasını ve iyi performans göstermesini istiyorsanız bu adımları yakından izleyin.
Aletlerinizi Toplayın
Anahtarlarınızı, lokma setinizi, kelepçelerinizi ve şerit metrenizi yerleştirin. Her şeyi elinizin altında tutun. Yeni contalar ve donanım da dahil olmak üzere tüm parçalara sahip olduğunuzu bir kez daha kontrol edin.
Aracı Kaldırma ve Destekleme
Aracınızı kaldırmak için bir hidrolik kriko kullanın. Kriko ayaklıklarını çerçevedeki sağlam noktaların altına yerleştirin. Yalnızca krikoyla desteklenen bir arabanın altına asla girmeyiniz. Güvenlik önce gelir.
Egzoz Borusunun Test Takibi
Boruyu arabanın altındaki yerine kaydırın. Her bölümün montaj noktalarıyla aynı hizada olup olmadığını kontrol edin. Borunun çerçeveye veya süspansiyona sürtebileceği herhangi bir sıkı nokta veya yer olup olmadığına bakın.
Askıları ve Kelepçeleri Takma
Askıları fabrika montaj noktalarına takın. Bunlar egzozunuzun ağırlığını destekler ve sallanmasını önler. Her bölümü bağlamak için paslanmaz çelik kelepçeler kullanın. Bunları eşit şekilde sıkın ancak boruyu ezmeyin. V bantlı kelepçeler kullanıyorsanız sıkmadan önce flanşların aynı hizada olduğundan emin olun.
Hizalamayı ve Açıklığı Kontrol Edin
Egzozun düz durduğundan ve hareketli parçalara temas etmediğinden emin olun. Çerçeveden, yakıt hatlarından ve fren hortumlarından en az yarım inç açıklık istiyorsunuz. Konumu gerektiği gibi ayarlayın.
Her Şeyi Aşağıya Doğru Sıkın
Önden başlayın ve geriye doğru ilerleyin. Her kelepçeyi ve cıvatayı üreticinin spesifikasyonlarına göre sıkın. Varsa bir tork anahtarı kullanın. Güvenli olduklarından emin olmak için askıları tekrar kontrol edin.
Sızıntıları ve Çıngırakları Kontrol Edin
Arabayı indirin ve motoru çalıştırın. Herhangi bir çıngırak veya sızıntı olup olmadığını dinleyin. Bağlantı yerlerine sabunlu su sıktığınızda tıslama sesi duyarsanız veya kabarcıklar görürseniz kelepçeleri biraz daha sıkın.
İpucu: İlk sürüşünüzden sonra kurulumu tekrar kontrol edin. Borular ısındıkça ve soğudukça kayabilir. Kelepçeleri yeniden sıkın ve askılarda herhangi bir hareket olup olmadığını inceleyin.
Dikkatli bir kurulum, egzozunuzun yıllarca sessiz, sızıntısız ve güçlü kalacağı anlamına gelir. Acele etmeyin ve her adımı iki kez kontrol edin. Daha sonra kendinize teşekkür edeceksiniz!
Birkaç önemli adımı izleyerek 3 paslanmaz çelik egzoz borunuzda en iyi sonuçları alabilirsiniz. TIG kaynağı, paslanmaz borularda temiz, güçlü kaynaklar sağlar. Daima her paslanmaz çelik yüzeyi temizleyin ve doğru koruyucu gazı kullanın. Bağlantınızın sıkı olduğundan emin olun ve korozyonu önlemek için boruyu geri temizleyin.
Her proje için kontrol listesini kullanın.
Kask ve deri önlük gibi uygun güvenlik ekipmanı kullanın.
Yeniyseniz TIG kaynak eğitimlerini izleyin.
Bu ayrıntılara dikkat etmeniz paslanmaz egzozunuzun daha uzun süre dayanmasına ve harika görünmesine yardımcı olur.
Kısa kesitlerde kaynak yapmalı ve geçişler arasında borunun soğumasını beklemelisiniz. Her şeyi sabit tutmak için kelepçeleri kullanın. Isı girdinizi düşük tutun ve hızlı hareket edin. Bu, boruyu düz ve güçlü tutmanıza yardımcı olur.
Evet, MIG kaynak makinesi kullanabilirsiniz ancak TIG kaynağı size daha temiz, daha güçlü kaynaklar sağlar. MIG daha kalın borularda daha iyi çalışır. MIG kullanıyorsanız paslanmaz çelik için doğru kabloyu ve koruyucu gazı seçin.
Kesinlikle! Geri temizleme, kaynağınızın içini oksidasyondan korur. Bunu atlarsanız zayıf, paslı kaynaklar riskiyle karşı karşıya kalırsınız. İçini göremeseniz bile, arkadan temizleme egzozunuzun sızıntısız ve uzun ömürlü olmasını sağlar.
Delik veya çatlak olmayan pürüzsüz, düzgün boncuklar olup olmadığını kontrol edin. Kaynağa bir çekiçle hafifçe vurun. Sağlam geliyorsa ve çatlamıyorsa, iyi iş çıkardınız. Daha fazla gönül rahatlığı için sabunlu su püskürtün ve kabarcıkları arayın.
304 paslanmaz çelik borular için ER308L veya ER308LSi dolgu çubuklarını kullanın. Farklı metalleri birleştiriyorsanız ER309'u deneyin. En iyi sonuçları elde etmek için daima doldurma çubuğunuzu borunuzla eşleştirin.
Isı renk tonunu ve oksidasyonu gidermek için paslanmaz çelik tel fırça veya temizleme macunu kullanın. Kimyasalları kullandıktan sonra temiz su ile durulayın. Asla karbon çeliğine temas eden bir fırça kullanmayın, aksi takdirde paslanmaya neden olabilirsiniz.
Yapabilirsin ama daha zor. Akü bağlantısını kestiğinizden ve yakındaki parçaları kıvılcımlardan koruduğunuzdan emin olun. İyi havalandırma şarttır. Mümkünse daha kolay ve daha güvenli kaynak yapmak için boruyu çıkarın.






