
cerca
Elija su sitio
Global
Redes Sociales

Autor: Editor del sitio Hora de publicación: 2025-07-12 Origen: Sitio








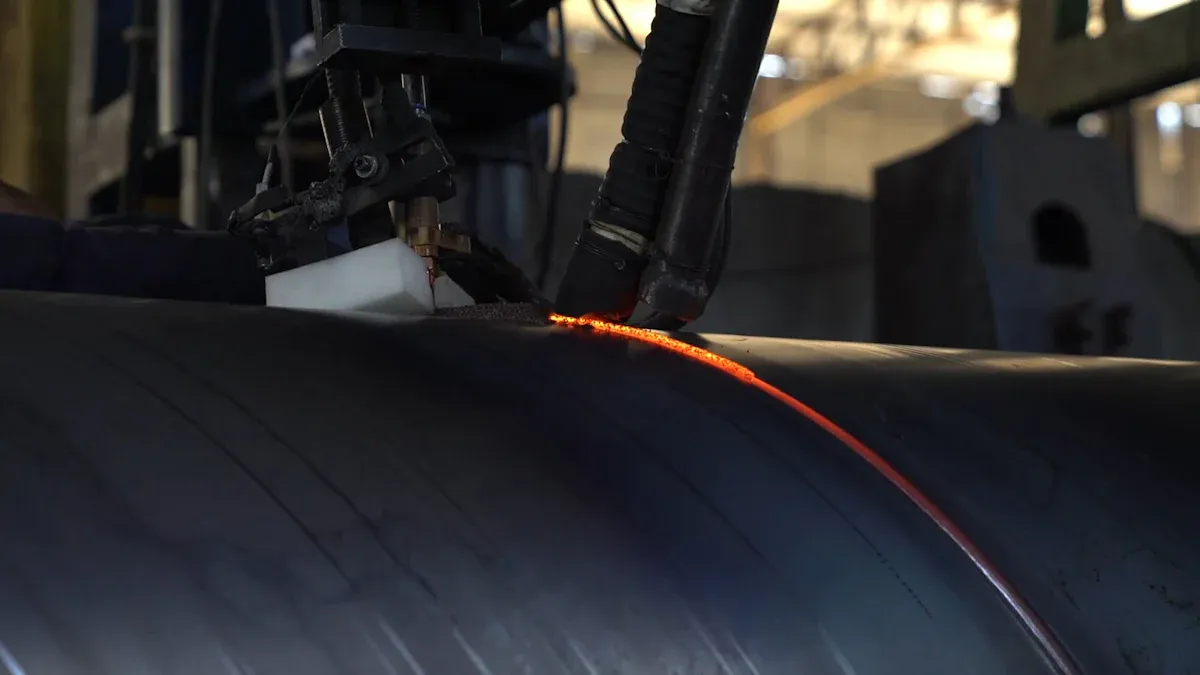
Si desea que su tubo de escape de acero inoxidable 3 dure y luzca excelente, debe concentrarse en algunos pasos clave. La soldadura TIG le brinda los mejores resultados para trabajos de escape, pero también necesita limpiar a fondo cada superficie de acero inoxidable. Incluso un poco de aceite u óxido puede causar porosidad o salpicaduras en las soldaduras, arruinando la resistencia a la corrosión. Asegúrese de que su ajuste esté ajustado y utilice una purga trasera para proteger el interior de la tubería. Esto evita quemaduras y mantiene el escape fuerte y libre de fugas.
Utilice soldadura TIG para obtener soldaduras limpias y fuertes en Tubos de escape de acero inoxidable de 3 pulgadas.
Limpie siempre a fondo cada superficie de la tubería antes de soldar para evitar uniones débiles y oxidación.
Elige el Grado de acero inoxidable adecuado y varillas de relleno correspondientes para obtener la mejor resistencia a la corrosión.
Asegure un ajuste perfecto y use abrazaderas para mantener las tuberías firmes y lograr soldaduras suaves y sin fugas.
Purgue el interior de la tubería con gas argón para proteger las soldaduras de la oxidación y la corrosión.
Controle la entrada de calor soldando en secciones cortas y dejando que la tubería se enfríe para evitar deformaciones.
Use equipo de seguridad adecuado, como cascos, guantes y respiradores, para protegerse durante la soldadura.
Inspeccione y limpie las soldaduras después del acabado para eliminar la decoloración y verificar si hay defectos.
Desea comenzar con el equipo de soldadura adecuado para trabajar en tubos de escape de acero inoxidable de 3 pulgadas. Un soldador TIG es su mejor opción para este trabajo. Muchos soldadores recomiendan el AlphaTIG200X de AHP porque ofrece un gran control y rendimiento sin gastar mucho dinero. También puede buscar marcas como HTP para máquinas y accesorios confiables. Asegúrese de tener una linterna cómoda, como un cabezal flexible y un pedal que responda. Estos detalles le ayudarán a mantener las soldaduras estables y suaves.
Necesitará un carro de soldadura para mover su configuración por su espacio de trabajo. Tenga a mano un cepillo de alambre de acero inoxidable y una amoladora específica para limpiar la tubería antes de soldar. Utilice abrazaderas o imanes fuertes para mantener las tuberías en su lugar. El ángulo de hierro puede ayudarte a mantener todo alineado. No olvides tus varillas de relleno.ER308LSi funciona bien para la mayoría de las tuberías de acero inoxidable austenítico, pero es posible que necesites un tipo diferente si vas a unir metales diferentes. Siempre haga coincidir su varilla de relleno con el grado de acero inoxidable que está soldando.
Consejo: Limpie cada junta con acetona y un cepillo de alambre de acero inoxidable antes de comenzar a soldar. Incluso una pequeña cantidad de aceite u óxido puede arruinar la soldadura.
Soldar acero inoxidable genera calor intenso y humos peligrosos, por lo que debes protegerte. Utilice siempre una careta de soldadura de oscurecimiento automático con una pantalla de lente que cumpla con los estándares ANSI y AWS. Debajo del casco, póngase gafas de seguridad con protectores laterales (aprobadas por Z87.1) para protegerse contra chispas y residuos voladores.
Elija guantes pesados y resistentes al fuego y una chaqueta o delantal de soldadura hecho de lana o algodón tratado. Las botas de cuero con puntera de seguridad y cobertura de tobillo mantienen tus pies seguros. Si trabaja en un espacio con poca ventilación, use un respirador que se ajuste bien y esté clasificado para humos de soldadura. Una buena higiene y controles periódicos del equipo le ayudarán a mantenerse seguro y cómodo durante largas sesiones de soldadura.
Al elegir materiales, concéntrese en el grado correcto de acero inoxidable para su sistema de escape. La mayoría de los tubos de escape de automóviles utilizan grados como 304, 321 o 409. Cada grado tiene sus propios puntos fuertes:
Grado de acero inoxidable |
Uso común en tubos de escape |
Propiedades clave |
|---|---|---|
304 |
Escapes generales para automóviles |
Buena resistencia a la corrosión y al calor, fácil de soldar. |
321 |
Sistemas de escape de alta temperatura |
Titanio estabilizado, resiste el agrietamiento después de la soldadura. |
409 |
Escapes rentables |
Ferrítico, buena soldabilidad, resistencia moderada a la corrosión. |
También necesitarás varillas de relleno de acero inoxidable que combinen con tu tubería. Asegúrese de que sus tuberías no tengan defectos y tengan el grosor adecuado, normalmente alrededor de 1 mm para trabajos de escape. Mantenga su espacio de trabajo ordenado, bien iluminado y bien ventilado para mejorar tanto la seguridad como la calidad de la soldadura. Utilice abrazaderas para mantener todo estable durante la soldadura y la instalación. Con las herramientas y los materiales adecuados, podrá obtener soldaduras fuertes, limpias y duraderas.
Instalar correctamente su tubo de escape de acero inoxidable de 3 pulgadas significa utilizar las mejores herramientas para el trabajo. Quiere que su sistema se ajuste perfectamente, se mantenga seguro y dure mucho tiempo. Analicemos las herramientas de instalación imprescindibles que hacen que el proceso sea sencillo y sin estrés.
Juegos de llaves y vasos
Utilizará estas herramientas en casi cada paso del camino. Los juegos de llaves y vasos le ayudan a apretar pernos, tuercas y abrazaderas. Le brindan el control que necesita para evitar apretar demasiado, lo que puede dañar sus tuberías de acero inoxidable. Tenga a mano tamaños métricos y estándar. Nunca sabes con qué te encontrarás debajo del auto.
Abrazaderas de escape
Estas abrazaderas conectan diferentes secciones de su tubo de escape. Mantienen todo unido y detienen las fugas. Elija abrazaderas de acero inoxidable para obtener la mejor combinación y una vida útil más larga. Cuando los aprietes, asegúrate de que estén ajustados pero sin aplastar la tubería. Una buena abrazadera mantiene su sistema sellado y sin ruidos.
Colgadores de escape
Los colgadores soportan el peso del escape y lo mantienen en su lugar. También absorben las vibraciones, para que tu viaje sea silencioso. Utilice perchas adicionales si desea aún más estabilidad. Asegure cada percha a los puntos de montaje en el marco de su automóvil. Este paso evita que el escape se hunda o se mueva con el tiempo.
Cinta métrica y marcador
Las mediciones precisas marcan una gran diferencia. Utilice una cinta métrica para comprobar las longitudes y los espacios libres de las tuberías. Marque sus cortes y puntos de montaje con un marcador brillante. Esto le ayuda a evitar errores y ahorra tiempo durante la instalación.
Mazo de goma
A veces, las tuberías necesitan un golpe suave para encajar. Un mazo de goma le permite empujar las piezas en su lugar sin rayar ni abollar el acero inoxidable. Es una herramienta sencilla, pero marca una gran diferencia.
Soportes de gato y gato hidráulico
La seguridad es lo primero. Levante siempre su automóvil con un gato hidráulico y apóyelo con soportes de gato. Nunca confíes sólo en el gato. Los soportes de gato lo mantienen seguro mientras trabaja debajo del vehículo.
Guantes protectores
Los bordes de acero inoxidable pueden estar afilados. Use guantes para proteger sus manos de cortes y raspaduras. También obtendrá un mejor agarre de herramientas y piezas.
Consejo: diseñe todas sus herramientas antes de comenzar. Esto ahorra tiempo y lo mantiene concentrado en el trabajo.
Con estas herramientas, podrás alinear perfectamente tus tubos de escape y asegurarlos a largo plazo. Tómate tu tiempo en cada paso. Vuelva a verificar su alineación antes de apretar todo. Un escape bien instalado no sólo luce genial sino que también funciona mejor y dura más.
Cuando trabajes con tubos de escape, verás Aceros inoxidables austeníticos por todas partes. Estos aceros pertenecen a la serie 300, al igual que el 304 y el 321. Tienen una mezcla especial de cromo y níquel. Esta mezcla les confiere algunas cualidades únicas que los hacen perfectos para sus proyectos de escape.
Esto es lo que distingue a los aceros inoxidables austeníticos:
La excelente resistencia a la corrosión mantiene su tubo de escape a salvo del óxido y el ácido.
La naturaleza no magnética significa que no alterarán los sensores ni los componentes electrónicos de su automóvil.
La alta ductilidad y dureza le permiten doblar y dar forma a la tubería sin agrietarse.
La soldabilidad superior facilita la unión de piezas.
Una buena resistencia a las altas temperaturas ayuda al sistema de escape a soportar el calor.
Consejo: si desea que su escape dure, elija siempre acero inoxidable austenítico para las secciones principales de la tubería.
Quizás se pregunte por qué casi todos los sistemas de escape utilizan acero inoxidable austenítico. La respuesta se reduce al rendimiento y la confiabilidad. El grado 304 es la opción más popular para tubos de escape. Resiste las duras condiciones de la carretera, la humedad y el calor. Obtiene una tubería que resiste el óxido y mantiene su buen aspecto durante años.
Consulte esta tabla para ver por qué los aceros inoxidables austeníticos son tan comunes en los sistemas de escape:
Característica |
Explicación |
Grados relevantes |
Aplicación en sistemas de escape |
|---|---|---|---|
Resistencia a la corrosión |
Protege contra la oxidación y el ataque ácido. |
310, 321 |
Mantiene los tubos de escape fuertes en ambientes difíciles |
Resistencia a altas temperaturas |
Mantiene la forma y la resistencia bajo el calor del escape. |
310, 321 |
Previene hundimientos o fallas en secciones calientes. |
Soldabilidad |
Fácil de soldar sin tratamientos térmicos especiales. |
310, 321 |
Le permite construir y reparar sistemas de escape fácilmente |
Naturaleza no magnética |
No interferirá con la electrónica |
serie 300 |
Seguro para vehículos modernos con muchos sensores. |
Ductilidad y formabilidad |
Fácil de doblar y moldear para diseños de tubos de escape personalizados |
310, 321 |
Perfecto para curvas cerradas y diseños de escape complejos |
Resistencia a la sensibilización |
Resiste la corrosión del límite de grano a altas temperaturas. |
321 |
Extiende la vida útil de las piezas de escape expuestas al calor. |
La mayoría de los automóviles en EE. UU., Europa y Japón utilizan acero inoxidable para sus sistemas de escape. Más de la mitad de todo el acero inoxidable de los automóviles va al escape. Aunque algunos sistemas más nuevos utilizan grados ferríticos por razones de costo, el acero inoxidable austenítico sigue siendo la mejor opción para tubos de escape duraderos y de alto rendimiento.
Si planea soldar su sistema de escape, le encantará trabajar con acero inoxidable austenítico . Estos aceros tienen un alto contenido de níquel, lo que proporciona soldaduras suaves y limpias. No necesita tratamientos térmicos especiales y puede contar con uniones fuertes que resisten la corrosión.
El acero inoxidable austenítico se distingue de los ferríticos y martensíticos. El acero inoxidable ferrítico puede ser complicado de soldar porque forma granos gruesos y pierde dureza. El acero inoxidable martensítico se agrieta fácilmente y no soporta bien el calor de la soldadura. Con el acero inoxidable austenítico se obtiene:
Soldabilidad superior para todas las juntas de sus tubos de escape.
Resistencia a la corrosión confiable en cada soldadura
Menos riesgo de deformación o agrietamiento durante la fabricación
Nota: Utilice siempre la varilla de relleno adecuada para su grado de acero inoxidable. Esto mantiene las soldaduras fuertes y el sistema de escape libre de fugas.
Para que su tubo de escape de acero inoxidable de 3 pulgadas encaje perfectamente comienza con los métodos de corte y dimensionamiento correctos. Quiere cortes limpios y precisos que faciliten la soldadura y ayuden a que su sistema dure más tiempo. Aquí tienes un proceso sencillo que puedes seguir:
Utilice una sierra de cinta o una sierra circular con una hoja hecha para acero inoxidable. Estas herramientas le brindan cortes rectos y suaves y mantienen pequeña la zona afectada por el calor.
Después de cortar, tome una lima o una herramienta de desbarbado. Alise los bordes interior y exterior de la tubería. Este paso elimina los puntos afilados y ayuda a que sus soldaduras luzcan profesionales.
Pruebe cada sección. A veces es necesario golpear suavemente la tubería con un mazo de goma o ajustarla con un martillo y una plataforma rodante. Quiere un ajuste perfecto antes de comenzar a soldar.
Si el tubo es grueso, es posible que tengas que biselar los bordes con una amoladora. Esto le ayuda a obtener una mejor penetración de la soldadura y una unión más fuerte.
Consejo: siempre verifique sus medidas antes de cortar. Un pequeño error aquí puede arruinar todo tu proyecto.
La limpieza adecuada es una parte muy importante de la preparación de la soldadura. El acero inoxidable debe estar impecable antes de soldar, o corre el riesgo de tener juntas débiles y una decoloración desagradable. Así es como puedes preparar tu pipa:
Lave la tubería con agua tibia y un poco de jabón para platos. Utilice un paño suave o una esponja no abrasiva para limpiar la suciedad y la grasa.
Para las manchas difíciles, elija un limpiador de acero inoxidable que no raye ni dañe la superficie.
Limpia tanto el interior como el exterior. Un cepillo flexible humedecido en agua con jabón funciona muy bien para el interior. Enjuague todo con agua tibia.
Seque la tubería completamente con una toalla suave. Las manchas de agua pueden causar problemas más adelante.
Justo antes de soldar, limpie el área soldada con acetona y un trapo limpio. Esto elimina los últimos restos de aceite o residuos.
Nota: Evite productos químicos agresivos o almohadillas abrasivas. Pueden rayar la tubería y hacerla más propensa a oxidarse.
Antes de comenzar a soldar, tómese unos minutos para inspeccionar las secciones de su tubería. Este paso puede ahorrarle muchos problemas en el futuro.
Busque grietas, abolladuras o rayones profundos. Incluso los defectos más pequeños pueden debilitar las soldaduras.
Verifique que los extremos de cada tubo estén redondos. Las tuberías deformadas dificultan un ajuste perfecto.
Asegúrese de que no queden restos de rebabas o virutas de metal del corte y dimensionamiento.
Si detecta algún problema, corríjalo ahora. Utilice una lima, una amoladora o papel de lija para suavizar las zonas ásperas.
Aviso: Una preparación e inspección cuidadosas lo ayudan a evitar fugas y hacer que su sistema de escape dure más.

Conseguir un ajuste perfecto es uno de los pasos más importantes al soldar un tubo de 3 pulgadas. escape de acero inoxidable . Desea que cada sección se alinee perfectamente, sin grandes espacios ni bordes desiguales. Si se apresura en esta parte, terminará luchando contra fugas y soldaduras débiles más adelante. Comience ajustando en seco cada pieza. Deslice los extremos juntos y verifique que las transiciones sean suaves. Si ve luz entre las juntas, use una lima o una amoladora para ajustar los bordes hasta que se junten limpiamente. Un ajuste adecuado facilita la soldadura y ayuda a que el escape dure más tiempo.
Consejo: sostenga las tuberías hacia una luz brillante. Si detecta algún espacio, siga trabajando hasta que el ajuste esté ajustado en todos sus lados.
Necesita manos firmes y un soporte sólido para mantener todo en su lugar mientras suelda. Las abrazaderas y los accesorios facilitan mucho este trabajo. Para trabajos de escape de acero inoxidable, puede utilizar abrazaderas de cabezal especiales o incluso modificar una abrazadera de manguera normal. Simplemente haga una pequeña ranura en la abrazadera. Esto le permite soldar por puntos a través de la ranura y luego mover la abrazadera alrededor de la junta para puntear otros puntos. Este truco te brinda una sujeción estable y te permite trabajar alrededor de la tubería.
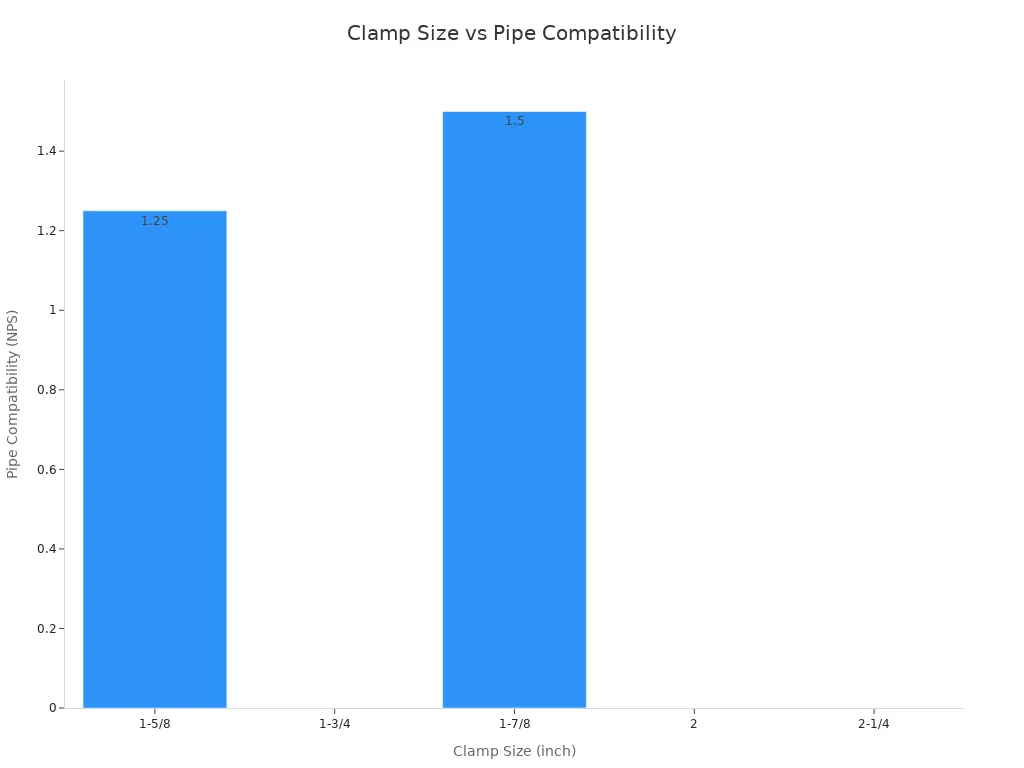
A continuación se ofrece un vistazo rápido a algunos tamaños de abrazaderas y sus usos:
Tamaño de abrazadera (pulgadas) |
Compatibilidad de tuberías (NPS) |
Material |
Características |
|---|---|---|---|
1-5/8 |
1-1/4 (1,660 pulgadas de diámetro exterior) |
Acero inoxidable |
Ideal para fabricar cabezales, mezclar y combinar tamaños |
1-3/4 |
N / A |
Acero inoxidable |
Se adapta a muchas configuraciones de escape |
1-7/8 |
1-1/2 (1,90 pulgadas de diámetro exterior) |
Acero inoxidable |
Funciona para el montaje del cabezal de paso. |
2 |
N / A |
Acero inoxidable |
Versátil para diferentes tuberías |
2-1/4 |
N / A |
Acero inoxidable |
Útil para secciones de escape más grandes |
Estas abrazaderas mantienen estable el montaje y le ayudan a conseguir uniones sin espacios. Puede mezclar y combinar tamaños para adaptarse a diferentes secciones de su escape.
Nota: Siempre verifique su alineación antes de comenzar a soldar. Un pequeño cambio ahora puede causar grandes problemas en el futuro.
Una vez que haya ordenado el ajuste y la sujeción, es hora de realizar la soldadura por puntos. Las soldaduras por puntos son soldaduras pequeñas y rápidas que mantienen todo unido antes de ejecutar el cordón final. Coloque una tachuela en la parte superior, inferior y en ambos lados de cada articulación. Esto evita que la tubería se mueva o se deforme al terminar la soldadura. Mueva la abrazadera a medida que avanza, utilizando la ranura para alcanzar nuevos puntos. Después de virar completamente, retire la abrazadera y verifique su alineación una vez más.
Si ve algún movimiento o espacios, corríjalos ahora. Unas buenas soldaduras por puntos hacen que la soldadura final sea mucho más suave y te ayudan a evitar sorpresas. Recuerde, dedicar un poco más de tiempo al ajuste y la alineación adecuados da como resultado un escape más fuerte y de mejor apariencia.
Si desea que su tubo de escape de acero inoxidable 3 dure, debe utilizar la técnica de soldadura adecuada. La soldadura TIG destaca como la mejor opción para este trabajo. Le proporciona soldaduras limpias y fuertes y le ayuda a evitar problemas comunes como deformaciones o fugas. A continuación se ofrecen algunos consejos para soldar que le ayudarán a obtener resultados profesionales:
Limpie siempre la tubería de acero inoxidable antes de comenzar. Utilice una rueda de alambre o un removedor de óxido para eliminar la suciedad o el aceite.
Desconecta el terminal negativo de la batería de tu auto. Esto protege su electrónica de la corriente de soldadura.
La soldadura TIG funciona mejor para tubos de escape de acero inoxidable. Es más indulgente que la soldadura MIG y le brinda un mejor control.
Pruebe la secuenciación de soldadura. Primero suelde por puntos varios puntos alrededor de la junta. Luego conecte estos puntos con soldaduras cortas. Esta técnica le ayuda a evitar deformaciones y mantiene recto el sistema de escape.
Asegúrese de que su espacio de trabajo tenga buena ventilación. Soldar acero inoxidable puede generar humos, así que mantenga el aire en movimiento.
Consejo: tómate tu tiempo con cada soldadura. Las prisas pueden provocar puntos débiles y una mala resistencia a la corrosión.
Quizás se pregunte si debería utilizar soldadura TIG o MIG para su sistema de escape. Ambos métodos tienen su lugar, pero la soldadura TIG suele ser la mejor opción para los tubos de escape de acero inoxidable de 3 pulgadas. Analicemos las diferencias:
Aspecto |
Soldadura TIG |
Soldadura MIG |
|---|---|---|
Calidad de soldadura |
Soldaduras precisas y limpias casi sin salpicaduras. Ideal para tuberías delgadas de acero inoxidable. |
Soldaduras fuertes y limpias con mínimas salpicaduras. Bueno para tubos más gruesos pero menos precisos. |
Excelente. TIG mantiene el calor bajo y protege el metal, para que sus soldaduras duren más. |
Más bajo. Más calor puede dañar la tubería y hacer que se oxide más rápido. |
|
Facilidad de uso |
Más difícil de aprender. Proceso más lento. Necesita más habilidad y mejor equipo. |
Más fácil de aprender. Más rápido. Bueno para trabajos grandes o tuberías gruesas. |
La soldadura TIG le brinda más control y mejor resistencia a la corrosión. Obtiene soldaduras suaves y de aspecto profesional que se mantienen con el tiempo. La soldadura MIG es más rápida y sencilla, pero puede dejar el sistema de escape más expuesto a la oxidación y las fugas. Para la mayoría de los trabajos de escape personalizados o de alto rendimiento, TIG es el camino a seguir.
Nota: Si eres nuevo en la soldadura, comienza con algunas piezas de práctica antes de trabajar en tu escape real.
Elegir el metal de aportación y el gas de protección adecuados es clave para obtener soldaduras fuertes y duraderas. Para un tubo de escape de acero inoxidable 3, debes hacer coincidir la varilla de llenado con el grado de tu tubo. Las varillas ER308L o ER308LSi funcionan bien para la mayoría de los sistemas de escape de acero inoxidable 304. Si va a unir metales diferentes, pruebe con la varilla de relleno ER309 para una mejor compatibilidad.
El gas protector que utilice también es importante. El argón puro es el estándar para la soldadura TIG de acero inoxidable. Protege el baño de soldadura del aire, lo que mantiene las soldaduras limpias y aumenta la resistencia a la corrosión. Para tuberías más gruesas, puedes agregar un poco de helio a la mezcla. Esto ayuda a que la soldadura penetre más profundamente y suaviza el cordón de soldadura.
He aquí un vistazo rápido a las mejores opciones:
Proceso de soldadura |
Metales de aporte recomendados |
Gases de protección |
Efectos sobre la integridad de la soldadura |
|---|---|---|---|
TIG (GTAW) |
Haga coincidir la varilla con el grado de acero inoxidable (ER308L, ER308LSi, ER309 para metales diferentes) |
Argón (puro); Argón + Helio para tuberías gruesas |
El argón detiene la oxidación, mantiene limpias las soldaduras y mejora la resistencia a la corrosión. El helio ayuda con tuberías más gruesas. |
MIG (GMAW) |
Grado de tubería a juego de alambre de acero inoxidable |
Argón con un poco de CO2 |
El argón mantiene limpias las soldaduras. El CO2 ayuda a la estabilidad del arco pero puede reducir la resistencia a la corrosión. |
Aviso: Guarde siempre las varillas de relleno y el alambre en un lugar seco. La humedad puede causar porosidad y debilitar las soldaduras.
Con el metal de aportación y el gas protector adecuados, obtendrá soldaduras que lucen excelentes y durarán años. Este es uno de los consejos más importantes para soldar cualquier sistema de escape de acero inoxidable.
La purga trasera cambia las reglas del juego cuando se suelda un tubo de escape de acero inoxidable 3. Si desea que sus soldaduras duren y luzcan profesionales, debe proteger el interior de la tubería del oxígeno. Cuando sueldas acero inoxidable, el exterior puede verse bien, pero el interior puede volverse áspero y crujiente si omites la purga. Esta aspereza se llama 'azucarada' y provoca puntos débiles y oxidación.
Puede evitar estos problemas llenando el interior de su sistema de escape con gas argón antes de comenzar a soldar. El argón expulsa el oxígeno y el nitrógeno, creando una zona segura para la soldadura. Esta técnica mantiene el interior de las soldaduras plano, brillante y libre de valles o grietas. Obtiene una soldadura que es tan fuerte y limpia por dentro como por fuera.
Consejo: utilice siempre argón para la purga inversa. Mantiene sus soldaduras libres de superficies ennegrecidas y oxidación fea. Su escape se mantendrá fuerte y no tendrá que preocuparse de que la corrosión se introduzca más tarde.
Cuando realiza una purga hacia atrás, también aumenta la resistencia a la corrosión de su sistema de escape de acero inoxidable. Las soldaduras se mantienen suaves y se evita la formación de carburos de cromo que pueden corroer la tubería con el tiempo. Si desea que su escape soporte las vibraciones, el calor y la sal de la carretera, no se salte este paso. La purga inversa es uno de los consejos más importantes para soldar tuberías de acero inoxidable.
La soldadura TIG por impulsos es una técnica inteligente para trabajar en tubos de escape de acero inoxidable. Controlas el calor cambiando muy rápidamente entre amperaje alto y bajo. Esto le ayuda a mantener estable el baño de soldadura y evita que la tubería se caliente demasiado.
Aquí hay una tabla rápida que lo ayudará a configurar su soldadora para trabajos con escape de 3 pulgadas:
Parámetro |
Configuración/rango recomendado |
Qué hace por sus soldaduras |
|---|---|---|
Amperaje pico |
Configurar como de costumbre para soldadura TIG. |
Te da el poder para una penetración total. |
Frecuencia de pulso |
100-250 pulsos por segundo (PPS) |
Estrecha el cordón, aumenta la penetración y reduce el aporte de calor. |
Hora pico |
40-60% de cada ciclo de pulso |
Controla el ancho del cordón y el calor. |
Amperaje de fondo |
25-40% del amperaje máximo |
Reduce el aporte de calor y mantiene el fluido del charco. |
Cuando usa configuraciones de pulso, puede reducir la zona afectada por el calor y reducir el riesgo de deformar su sistema de escape. El cordón de soldadura permanece estrecho y se obtiene una penetración más profunda sin sobrecalentar la tubería. Esto es especialmente útil cuando desea que sus soldaduras luzcan limpias y duren mucho tiempo.
Nota: Comience con 100 PPS y ajuste según se sienta cómodo. Las frecuencias más altas le ayudan a mantener la soldadura firme y la tubería fría.
La soldadura por pulsos es una excelente manera de controlar el calor y obtener resultados consistentes. Si desea dominar la soldadura de acero inoxidable, aprender a utilizar la configuración de pulso hará que sus proyectos de escape sean mucho más fáciles.
El control del calor lo es todo cuando se sueldan tubos de escape de acero inoxidable. Demasiado calor puede deformar la tubería, arruinar la resistencia a la corrosión y hacer que las soldaduras se vuelvan quebradizas. Desea mantener la soldadura y el área a su alrededor fuera de la zona de peligro, entre 950 y 1500 °F. Permanecer en este rango durante demasiado tiempo puede hacer que el acero pierda su capa protectora y comience a oxidarse.
A continuación se muestran algunas formas sencillas de controlar la entrada de calor:
Asegúrese de que la instalación de su tubería esté ajustada. Los huecos te obligan a permanecer más tiempo con la antorcha, lo que añade calor.
Utilice soldaduras cortas y deje que la tubería se enfríe entre pasadas.
Elija metales de aportación con bajo contenido de carbono cuando sea posible. Ayudan a prevenir la formación de carburos de cromo, que perjudican la resistencia a la corrosión.
Pruebe la deposición de metal regulada (RMD) para el paso de raíz y la soldadura pulsada para los pases de relleno y tapa. Estos procesos le permiten soldar más rápido sin sobrecalentar la tubería.
Mantenga alta la velocidad de soldadura; apunte a entre 6 y 12 pulgadas por minuto si puede.
Aviso: Si no puede usar relleno bajo en carbono, preste especial atención a su aporte de calor. Esto mantiene su sistema de escape fuerte y libre de óxido.
Si sigue estos consejos para soldar, protegerá su tubo de escape de acero inoxidable 3 contra deformaciones y mantendrá alta la resistencia a la corrosión. Un buen control del calor significa que su sistema de escape durará más y lucirá mejor, incluso después de años de uso.
Una vez que termine de soldar el escape, debe limpiar las soldaduras para mantener el sistema fuerte y libre de óxido. Las soldaduras de acero inoxidable captan tintes térmicos, óxidos y otros contaminantes durante la soldadura. Si los deja en la superficie, el escape puede comenzar a corroerse mucho más rápido de lo esperado.
Así es como puede hacer que sus soldaduras luzcan geniales y protegidas:
Utilice una pasta decapante (a base de ácido) para eliminar la oxidación y la decoloración del área de soldadura. Este paso de limpieza química restaura la resistencia a la corrosión de su escape de acero inoxidable.
Pruebe el electropulido si desea un acabado súper suave y una protección aún mejor contra la corrosión. Este método funciona bien para sistemas de escape de alta gama o de calidad de espectáculo.
Utilice siempre un cepillo de alambre de acero inoxidable o una almohadilla Scotch Brite para la limpieza mecánica. Nunca utilices cepillos que hayan tocado acero al carbono o corres el riesgo de contaminar el escape.
Después de la limpieza química, enjuague el área soldada con agua limpia. Este paso elimina los restos de ácido y mantiene el escape seguro.
Para obtener mejores resultados, combine el cepillado con el decapado. Este proceso de dos pasos elimina tanto la suciedad superficial como las impurezas más profundas.
Consejo: La pasivación después de la limpieza puede reforzar la capa protectora del escape de acero inoxidable. Este paso adicional ayuda a su sistema a combatir el óxido durante años.
Una vez que las soldaduras estén limpias, es hora de verificar si hay algún problema. Quiere que su escape de acero inoxidable dure, así que no se salte este paso de inspección. Comience con una buena inspección visual. Busque grietas, porosidad, socavados o cualquier signo de escoria. Una linterna te ayuda a detectar pequeños defectos en la superficie.
Para una visión más profunda, puede utilizar métodos de inspección más avanzados:
La inspección radiográfica (rayos X) permite ver el interior de la soldadura. Este método encuentra defectos ocultos que podrían causar fugas o puntos débiles en el escape.
La prueba de ultrasonido Phased Array (PAUT) utiliza ondas sonoras para escanear la soldadura. Funciona bien para formas complejas y puede encontrar fallas cerca de la raíz o dentro de la soldadura.
Las técnicas de ondas superficiales, como las corrientes de Foucault o ACFM, le ayudan a comprobar la corona de la soldadura en busca de grietas u otros problemas.
Si solo tiene acceso a un lado de la soldadura, las sondas del transductor acústico electromagnético (EMAT) pueden ayudarlo a inspeccionar el área de la raíz.
Nota: Calibre siempre sus herramientas de inspección utilizando bloques de referencia. Este paso garantiza que sus resultados sean precisos y confiables.
Una inspección cuidadosa le dará tranquilidad. Usted sabe que su escape de acero inoxidable es sólido, no tiene fugas y está listo para el camino.
cuando tu Si instala un escape de acero inoxidable de 3 pulgadas , querrá que todo permanezca ajustado y sin ruidos. La forma correcta de utilizar abrazaderas y colgadores marca una gran diferencia en el rendimiento y la duración de su sistema. Analicemos las mejores prácticas para que siempre obtenga un ajuste seguro y sin fugas.
Primero, limpie siempre las superficies de las tuberías antes de comenzar. La suciedad o el óxido pueden impedir que las abrazaderas sellen bien. Mida el diámetro exterior de sus tuberías y elija la abrazadera del tamaño correcto. Si la abrazadera es demasiado grande o demasiado pequeña, es posible que se produzcan fugas o incluso dañar la tubería.
Tienes algunas opciones de abrazaderas para tu escape:
Las abrazaderas de banda funcionan mejor para tubos de acero inoxidable. Tienen una superficie amplia y no aplastan la tubería. Coloque la abrazadera sobre la junta, alinéela y apriete ambos lados de manera uniforme. Esto le proporciona un sello hermético y mantiene la junta con un aspecto limpio.
Las abrazaderas con perno en U son comunes, pero hay que tener cuidado. Coloque el perno en U sobre la junta y apriete las tuercas poco a poco. Si lo aprietas demasiado, puedes deformar la tubería y provocar fugas.
Las abrazaderas de banda en V son excelentes para configuraciones turbo o de alto rendimiento. Primero debe soldar las bridas a los extremos de la tubería. Luego, coloque la abrazadera de banda en V alrededor de las bridas y apriétela. Siempre verifique la alineación para evitar fugas.
Consejo: utilice una llave dinamométrica para apretar las abrazaderas según las especificaciones del fabricante. Esto le ayuda a evitar apretar demasiado y mantiene los tubos de escape en buen estado.
Ahora, hablemos de perchas. Estos soportan el peso del escape y evitan que se hunda o vibre. Coloque colgadores en puntos clave a lo largo del sistema, especialmente cerca de curvas o secciones pesadas. Los colgadores de acero inoxidable duran más y resisten el óxido, por lo que son una opción inteligente para cualquier instalación.
A continuación le indicamos cómo puede utilizar abrazaderas y colgadores para obtener mejores resultados:
Coloque las abrazaderas para colgar tubos para agregar soporte adicional y reducir la tensión en el escape.
Después de la instalación, verifique si hay fugas y asegúrese de que todo esté alineado. Encienda el motor y escuche si hay traqueteos o ruidos extraños.
Vuelva a verificar el ajuste de la abrazadera después de algunos ciclos de calor. Las tuberías se expanden y contraen, por lo que una revisión rápida mantiene el sistema sellado.
Si desea hacer un esfuerzo adicional, puede utilizar sellador de escape de alta temperatura o acoplamientos flexibles. Estos ayudan a su sistema a manejar la vibración y la expansión térmica.
Nota: Elija siempre Abrazaderas y colgadores de acero inoxidable para la mejor resistencia a la corrosión. Esto mantiene su escape luciendo y funcionando excelente, incluso en condiciones climáticas adversas.
Cuando utiliza abrazaderas y colgadores de la manera correcta, su instalación se mantendrá sólida y sin problemas durante años.
Ha terminado de instalar su tubo de escape de acero inoxidable de 3 pulgadas. Ahora, usted quiere asegurarse de que no haya fugas antes de salir a la carretera. Incluso una pequeña fuga puede causar ruido, reducir el rendimiento o permitir que entren vapores a su automóvil. Así es como puede verificar su trabajo y asegurarse de que su sistema de escape esté sellado herméticamente.
Presurice el
arranque del sistema asegurándose de que el escape esté frío. Inserte una manguera de aspiradora de taller en el tubo de escape y séllela con cinta adhesiva. Configure la aspiradora para que sople aire hacia el escape. Solo necesita un poco de presión; entre 3 y 5 psi es suficiente. No te excedas o podrías dañar el sistema.
Rocíe agua con jabón
Mezcle una solución de jabón para platos y agua en una botella con atomizador. Rocíe esta agua con jabón en cada junta, abrazadera y soldadura. Observe de cerca. Si ve que se forman burbujas, ha encontrado una fuga. Las burbujas significan que el aire se escapa por un espacio.
Verifique todas las conexiones
Preste especial atención a las juntas deslizantes, las abrazaderas de banda y las uniones soldadas. Estos puntos son los lugares más probables para que aparezcan fugas. Muévete lentamente y revisa cada área desde diferentes ángulos.
Busque pistas visuales
A veces, las filtraciones dejan pistas. Busque marcas de hollín grises o negras, o manchas amarillas alrededor de las juntas y abrazaderas. Estas manchas a menudo muestran por dónde se han escapado los gases de escape.
Inspeccionar en busca de daños
Utilice una linterna para comprobar si hay grietas, protuberancias o puntos delgados en la tubería. Si ve algún metal que parece débil, empújelo suavemente con un punzón. Las áreas blandas o picadas pueden convertirse en fugas con el tiempo.
Sumergir piezas pequeñas (opcional)
Si tiene una sección de tubería fuera del automóvil, puede sumergirla en agua mientras está presurizada. Las burbujas en el agua te mostrarán exactamente dónde está la fuga.
Consejo: revise siempre las abrazaderas y los colgadores después de algunos ciclos de calor. Las tuberías se expanden y contraen, lo que puede aflojar las conexiones y crear nuevas fugas.
No todas las abrazaderas sellan de la misma manera. Las abrazaderas de banda suelen ofrecer el mejor sellado para tuberías de acero inoxidable. Las abrazaderas con perno en U y tipo silla de montar funcionan, pero es necesario instalarlas con cuidado. Asegúrese de tener suficiente superposición de tubería dentro de la abrazadera. Apriete las abrazaderas de manera uniforme para evitar aplastar la tubería o dejar espacios.
Nota: Una buena comprobación de fugas ahora le evitará dolores de cabeza en el futuro. Tómate tu tiempo y revisa cada articulación. Su escape sonará mejor, durará más y lo mantendrá seguro.
El sobrecalentamiento es uno de los mayores errores que puede cometer al soldar un tubo de escape de acero inoxidable de 3 pulgadas . Si deja que la tubería se caliente demasiado, corre el riesgo de deformar el metal y arruinar la resistencia a la corrosión. Es posible que notes que la tubería se vuelve azul o violeta cerca de la soldadura. Esa es una clara señal de que has ido demasiado lejos con el calor.
Cuando usa demasiado calor, el área de soldadura puede volverse quebradiza. Esto hace que sea más probable que el escape se agriete o falle en el futuro. Las altas temperaturas también destruyen la capa protectora del acero inoxidable, lo que significa que el óxido puede empezar a formarse mucho más rápido. Si utiliza una técnica de soldadura incorrecta, como pasar un cordón continuo alrededor de la tubería, aumenta el riesgo de sobrecalentamiento y deformación.
Consejo: utilice secuenciación de soldadura. Suelde por puntos en varios puntos alrededor de la junta, luego conecte esos puntos con soldaduras cortas. Esto le ayuda a controlar el calor y mantiene la pipa recta.
He aquí un vistazo rápido a lo que puede salir mal si no controlas el calor:
Error común |
Consecuencia / Riesgo |
Práctica recomendada |
|---|---|---|
Técnica de soldadura inadecuada (soldadura continua) |
Deformaciones, soldaduras débiles |
Utilice secuenciación de soldadura y soldaduras cortas. |
Soldadura TIG con velocidad lenta o alto aporte de calor |
Riesgo de deformación, soldadura inconsistente |
Mantén un ritmo constante y cuida tu amperaje. |
Si se salta la limpieza antes de soldar, se arriesga a tener problemas. La suciedad, el aceite o el óxido en la tubería pueden provocar una mala conexión de soldadura y uniones débiles. Es posible que vea porosidad, salpicaduras o incluso grietas en las soldaduras. Estos defectos reducen la resistencia a la corrosión y pueden provocar fugas.
Limpie siempre sus tuberías con un cepillo de alambre de acero inoxidable o un removedor de óxido. Limpia el área con acetona justo antes de comenzar a soldar. Este paso elimina los últimos restos de aceite o residuos. Si suelda sobre superficies sucias, corre el riesgo de tener que rehacer el trabajo o, peor aún, terminar con un escape que falla prematuramente.
Nota: Nunca utilice un cepillo que haya tocado acero al carbono. Incluso una pequeña contaminación puede arruinar la resistencia a la corrosión de su soldadura.
Un mal ajuste es otro error que puede causar grandes problemas. Si las secciones de su tubería no se alinean bien, tendrá espacios que serán difíciles de llenar. Esto te obliga a permanecer más tiempo con el soplete, lo que agrega calor y aumenta el riesgo de deformación. Un mal ajuste también dificulta conseguir una soldadura fuerte y sin fugas.
Es necesario comprobar todas las juntas antes de soldar. Asegúrate de que los extremos sean redondos y lisos. Utilice abrazaderas y colgadores para mantener todo firme. Esto le ayuda a conseguir un ajuste perfecto y uniforme y mantiene sus soldaduras con un aspecto profesional.
Aquí hay una tabla que muestra cómo estos errores pueden afectar su proyecto:
Error de soldadura |
Defectos de soldadura resultantes |
Consecuencias / Impacto |
|---|---|---|
Soldar sobre superficies sucias |
Uniones débiles, porosidad. |
Fuerza reducida, mala resistencia a la corrosión. |
No utilizar abrazaderas ni colgadores. |
Desalineación, mal ajuste |
Fugas, cortes inexactos, retrabajo adicional |
Técnica de soldadura inadecuada |
Deformaciones, soldaduras débiles |
Vida más corta del escape, se necesitan más reparaciones |
Aviso: Siempre verifique dos veces su ajuste antes de comenzar a soldar. Un poco de tiempo extra aquí te evitará dolores de cabeza más adelante.
No te olvides de la ventilación. Soldar en un espacio cerrado sin una ventilación adecuada puede exponerle a vapores tóxicos. Haga siempre de ventilar el área una prioridad para su salud y seguridad.
Si omite la purga al soldar tubos de escape de acero inoxidable, se meterá en problemas. La purga inversa significa llenar el interior de la tubería con gas argón mientras sueldas. Este paso protege el interior de la soldadura del oxígeno. Mucha gente piensa que pueden salirse con la suya sin él, pero los resultados cuentan una historia diferente.
Cuando no realiza una purga inversa, el interior de la soldadura queda expuesto al aire. El oxígeno reacciona con el acero inoxidable caliente y crea una superficie áspera y crujiente llamada 'azucarada'. Puede que no lo veas desde el exterior, pero dentro de la tubería, la soldadura se ve negra y arenosa. Esto debilita la articulación y hace que sea mucho más probable que se oxide. Con el tiempo, esa superficie rugosa puede atrapar humedad y escombros. Su sistema de escape comenzará a corroerse de adentro hacia afuera.
Esto es lo que puede salir mal si omites la purga:
Azucarado: El interior de la soldadura se vuelve gris o negro y se vuelve áspero. Este es un signo de oxidación.
Soldaduras más débiles: la soldadura pierde fuerza y puede agrietarse o fallar bajo tensión.
Corrosión: La superficie rugosa atrapa agua y sal, acelerando la oxidación.
Fugas: La mala calidad de la soldadura puede provocar fugas de escape, lo que perjudica el rendimiento y la seguridad.
Consejo: Utilice siempre argón puro para la purga inversa. No intente ahorrar dinero utilizando CO₂ o aire comprimido. Sólo el argón protegerá su soldadura de la oxidación.
No necesita equipos sofisticados para realizar una purga inversa. Puede utilizar una configuración sencilla:
Pegue con cinta adhesiva ambos extremos del tubo, dejando un pequeño orificio para la manguera de argón.
Inserte la manguera y deje fluir argón durante un minuto para eliminar el aire.
Comience a soldar mientras el argón sigue fluyendo dentro de la tubería.
Mantenga el flujo hasta que la soldadura se enfríe.
Un poco más de tiempo dedicado a la purga de la espalda vale la pena. Sus soldaduras se verán mejor, durarán más y resistirán la oxidación. Si desea que su escape de acero inoxidable de 3 pulgadas se mantenga fuerte y sin fugas, nunca omita este paso.
Aviso: La purga de espalda no es solo para profesionales. Incluso si eres nuevo en la soldadura, puedes configurar un sistema de purga básico con cinta adhesiva, una manguera y una botella de argón. ¡Tu yo futuro te lo agradecerá!
Antes de comenzar, asegúrate de tener todo listo. Este paso le ahorra tiempo y le ayuda a evitar errores más adelante.
Vuelva a verificar las medidas de su tubería. Coloca todas las piezas y comprueba si encajan.
Limpie cada sección de tubería con acetona y un cepillo de alambre de acero inoxidable. Retire cualquier aceite, suciedad u óxido.
Inspeccione cada tubería en busca de abolladuras, grietas o bordes afilados. Suaviza las asperezas con una lima.
Reúna todas sus herramientas: soldador TIG, abrazaderas, varillas de relleno y equipo de seguridad. Colóquelos al alcance de la mano.
Configura tu espacio de trabajo. Asegúrate de tener buena iluminación y ventilación.
Desconecte la batería de su automóvil si está trabajando en el vehículo.
Pruebe las tuberías y use abrazaderas para mantenerlas en su lugar. Ajústelo hasta obtener un ajuste perfecto.
Consejo: una configuración limpia y organizada hace que el proceso de soldadura sea mucho más sencillo.
Ahora estás listo para soldar. Siga estos pasos para obtener juntas fuertes y limpias:
Vuelva a verificar su ajuste. Las tuberías deben tocarse en todos sus lados sin grandes espacios.
Suelde por puntos en varios puntos alrededor de cada unión. Esto evita que todo se mueva.
Configure su soldador TIG con la configuración adecuada para acero inoxidable. Utilice el modo pulso si su máquina lo tiene.
Comience a soldar en secciones cortas. Deje que la tubería se enfríe entre pasadas para evitar el sobrecalentamiento.
Utilice retropurga con gas argón. Esto protege el interior de la tubería de la oxidación.
Vigile su aporte de calor. Muévete a un ritmo constante y evita quedarte en un solo lugar.
Agregue varilla de relleno según sea necesario, haciendo coincidir el tipo con su tubería.
Inspeccione cada soldadura a medida que avanza. Busque cuentas suaves y uniformes, sin agujeros ni grietas.
Aviso: Tómese su tiempo con cada soldadura. Las prisas pueden provocar puntos débiles y más trabajo más adelante.
Ha terminado de soldar y limpiar el tubo de escape. Ahora es el momento de la instalación. Este paso es donde se une todo su arduo trabajo. Si desea que su escape dure y funcione bien, siga estos pasos de cerca.
Reúna sus herramientas
Coloque sus llaves, juego de llaves de vaso, abrazaderas y cinta métrica. Mantén todo a tu alcance. Vuelva a verificar que tenga todas las piezas, incluidas juntas y herrajes nuevos.
Levante y soporte el vehículo
Utilice un gato hidráulico para levantar su automóvil. Coloque soportes de gato debajo de puntos sólidos en el marco. Nunca se meta debajo de un automóvil sostenido únicamente por un gato. La seguridad es lo primero.
Pruebe el ajuste del tubo de escape
Deslice el tubo a su posición debajo del automóvil. Verifique que cada sección esté alineada con los puntos de montaje. Busque puntos estrechos o lugares donde la tubería pueda rozar el marco o la suspensión.
Instale colgadores y abrazaderas
Coloque los colgadores en los puntos de montaje de fábrica. Estos soportan el peso del escape y evitan que haga ruido. Utilice abrazaderas de acero inoxidable para conectar cada sección. Apriételos uniformemente, pero no aplaste la tubería. Si utiliza abrazaderas de banda en V, asegúrese de que las bridas estén alineadas antes de apretarlas.
Verifique la alineación y la holgura.
Asegúrese de que el escape esté recto y no toque ninguna pieza móvil. Desea al menos media pulgada de espacio libre desde el marco, las líneas de combustible y las mangueras de freno. Ajuste la posición según sea necesario.
Apriete todo
Comience desde el frente y avance hacia atrás. Apriete cada abrazadera y perno según las especificaciones del fabricante. Utilice una llave dinamométrica si tiene una. Vuelva a revisar las perchas para asegurarse de que estén seguras.
Inspeccione si hay fugas y ruidos.
Baje el automóvil y encienda el motor. Escuche si hay ruidos o fugas. Si escuchas un silbido o ves burbujas cuando rocías agua con jabón en las juntas, aprieta un poco más las abrazaderas.
Consejo: Después de su primer viaje, verifique la instalación nuevamente. Las tuberías pueden moverse a medida que se calientan y enfrían. Vuelva a apretar las abrazaderas e inspeccione las perchas para detectar cualquier movimiento.
Una instalación cuidadosa significa que su escape permanecerá silencioso, sin fugas y fuerte durante años. Tómate tu tiempo y revisa cada paso. ¡Te lo agradecerás más tarde!
Puede obtener los mejores resultados en su tubo de escape de acero inoxidable 3 siguiendo algunos pasos clave. La soldadura TIG le brinda soldaduras limpias y fuertes en tuberías de acero inoxidable. Limpie siempre todas las superficies de acero inoxidable y utilice el gas protector adecuado. Asegúrese de que el ajuste esté bien ajustado y purgue la tubería hacia atrás para evitar la corrosión.
Utilice la lista de verificación para cada proyecto.
Use equipo de seguridad adecuado, como casco y delantal de cuero.
Mira tutoriales de soldadura TIG si eres nuevo.
Prestar atención a estos detalles ayuda a que su escape de acero inoxidable dure más y luzca genial.
Debes soldar en secciones cortas y dejar que la tubería se enfríe entre pasadas. Utilice abrazaderas para mantener todo estable. Mantenga su aporte de calor bajo y muévase rápidamente. Esto le ayudará a mantener la tubería recta y fuerte.
Sí, puede utilizar una soldadora MIG, pero la soldadura TIG proporciona soldaduras más limpias y resistentes. MIG funciona mejor para tuberías más gruesas. Si utiliza MIG, elija el cable y el gas de protección adecuados para acero inoxidable.
¡Absolutamente! La purga trasera protege el interior de la soldadura de la oxidación. Si lo omite, corre el riesgo de tener soldaduras débiles y oxidadas. Incluso si no puede ver el interior, la purga trasera mantiene el escape libre de fugas y duradero.
Compruebe si hay cuentas lisas y uniformes, sin agujeros ni grietas. Golpee suavemente la soldadura con un martillo. Si suena sólido y no se agrieta, hiciste un buen trabajo. Para mayor tranquilidad, rocíe agua con jabón y busque burbujas.
Utilice varillas de relleno ER308L o ER308LSi para tuberías de acero inoxidable 304. Si va a unir metales diferentes, pruebe con ER309. Siempre haga coincidir su varilla de llenado con su tubería para obtener mejores resultados.
Utilice un cepillo de alambre de acero inoxidable o pasta decapante para eliminar el tinte térmico y la oxidación. Enjuague con agua limpia después de usar productos químicos. Nunca utilices un cepillo que haya tocado acero al carbono, ya que podrías oxidarlo.
Puedes, pero es más difícil. Asegúrese de desconectar la batería y proteger las piezas cercanas de chispas. Una buena ventilación es imprescindible. Si es posible, retire el tubo para soldar de forma más fácil y segura.






